EN
AutoWeld-3000 revoluciona la fabricación de carrocerías en blanco (BIW) para vehículos eléctricos (EV) mediante su tecnología de soldadura láser remota de 3000 W, que alcanza velocidades lineales de 10 m/min en campos de trabajo de 2 m × 2 m. Diseñado específicamente para estructuras de EV con alto contenido de aluminio y para construcciones multimaterial de aluminio-acero, el sistema logra soldaduras de penetración profunda (4,0 mm en aluminio, 5,5 mm en acero) con zonas afectadas térmicamente reducidas a 0,5 mm —un 75 % más pequeñas que las obtenidas con soldadura MIG. El seguimiento avanzado de juntas guiado por visión garantiza una precisión de ±0,15 mm sobre contornos tridimensionales complejos, mientras que la supervisión en tiempo real del proceso asegura el cumplimiento de los requisitos automotrices de la norma IATF 16949. Desde ensamblajes de paneles de techo hasta la integración de cajas de batería y subchasis, AutoWeld-3000 elimina los problemas de distorsión posteriores a la soldadura, reduce la complejidad de los dispositivos de sujeción y logra tiempos de ciclo un 60 % más rápidos en comparación con la soldadura por puntos por resistencia tradicional, lo que resulta ideal para las próximas plataformas de EV ligeros.
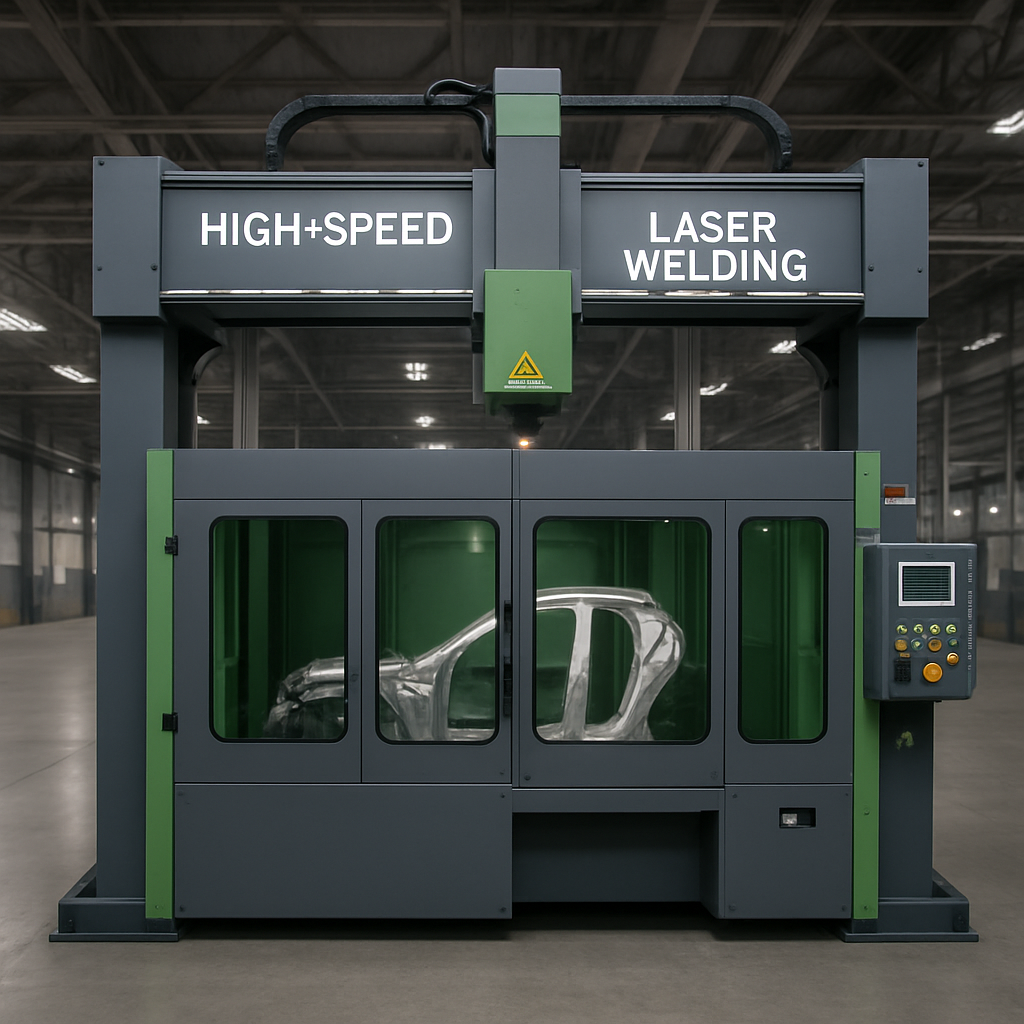
El sistema PrecisionLase AutoWeld 3000 ofrece soldadura láser remota de alta velocidad para líneas de ensamblaje de carrocerías en blanco (Body-in-White) de vehículos eléctricos (EV)
AutoWeld-3000 revoluciona la fabricación de carrocerías en blanco (BIW) para vehículos eléctricos (EV) mediante su tecnología de soldadura láser remota de 3000 W, que alcanza velocidades lineales de 10 m/min en campos de trabajo de 2 m × 2 m. Diseñado específicamente para estructuras de EV con alto contenido de aluminio y para construcciones multimaterial de aluminio-acero, el sistema logra soldaduras de penetración profunda (4,0 mm en aluminio, 5,5 mm en acero) con zonas afectadas térmicamente reducidas a 0,5 mm —un 75 % más pequeñas que las obtenidas con soldadura MIG. El seguimiento avanzado de juntas guiado por visión garantiza una precisión de ±0,15 mm sobre contornos tridimensionales complejos, mientras que la supervisión en tiempo real del proceso asegura el cumplimiento de los requisitos automotrices de la norma IATF 16949. Desde ensamblajes de paneles de techo hasta la integración de cajas de batería y subchasis, AutoWeld-3000 elimina los problemas de distorsión posteriores a la soldadura, reduce la complejidad de los dispositivos de sujeción y logra tiempos de ciclo un 60 % más rápidos en comparación con la soldadura por puntos por resistencia tradicional, lo que resulta ideal para las próximas plataformas de EV ligeros.
AutoWeld-3000 de PrecisionLase por GuangYao representa tecnología de soldadura láser remota de última generación diseñada específicamente para La fabricación de carrocerías blancas (BIW) para vehículos eléctricos (EV) . A medida que los fabricantes originales de automóviles (OEM) pasan a plataformas intensivas en aluminio y y construcciones mixtas multicuerpo , la soldadura por puntos por resistencia tradicional resulta inadecuada para lograr juntas estructurales de alta resistencia y baja distorsión en los volúmenes de producción requeridos.
El AutoWeld-3000 láser de fibra de alta luminosidad de 3000 W con óptica de soldadura remota entrega velocidades lineales de costura de 10 m/min con campos de trabajo de 2 m × 2 m , permitiendo penetración completa en un solo paso de aluminio de 2,0 mm y acero bifásico de 1,8 mm, manteniendo Zonas afectadas por el calor inferiores a 0,5 mm . Validado en la producción de las cadenas de suministro automotriz europeas y asiáticas, este sistema logra reducciones del 60 % en el tiempo de ciclo , una distorsión un 85 % menor , y un rendimiento del 99,98 % en el primer intento mediante guía visual integrada y control de proceso en bucle cerrado.
Plataforma tecnológica de soldadura láser remota
Rendimiento de referencia en la industria:
├── Potencia láser: láser de fibra de onda continua de 3000 W
├── Campo óptico remoto: área de trabajo de 2000 mm × 2000 mm
├── Velocidad de soldadura lineal: 10 m/min (167 mm/s)
├── Penetración en aluminio: 4,0 mm en un solo paso (6061-T6)
├── Penetración en acero: 5,5 mm en un solo paso (DP980)
├── Anchura de la zona afectada térmicamente (HAZ): máximo 0,5 mm
Óptica remota basada en galvanómetro eliminar las limitaciones del escáner mecánico, ofreciendo conmutación instantánea del campo y control dinámico del enfoque sobre geometrías complejas en 3D sin necesidad de compensación del movimiento del robot.
Características críticas para la producción en la fabricación de carrocerías (BIW)
1. Óptica de soldadura remota de alta velocidad
Rendimiento avanzado del escáner galvanométrico:
• Campo de soldadura remota de 2000 × 2000 mm
• Capacidad de velocidad lineal de costura de 10 m/min
• Precisión de posicionamiento en campo de ±0,1 mm
• Velocidad de posicionamiento vectorial de 25 000 mm/s
• Rango dinámico de enfoque de ±100 mm en el eje Z
Soldadura completa del exterior superior del techo en 42 segundos (frente a 108 s con MIG).
2. Soldadura disímil de aluminio a acero
Control de proceso multimaterial:
• Grosor controlado de la capa intermetálica Fe-Al (< 8 μm)
• Equilibrio preciso de energía (oscilación del haz láser)
• Estabilización post-soldadura de la microestructura
• Gestión de la interfaz de protección contra la corrosión
• Validado para aleaciones de aluminio 5xxx/6xxx soldadas a acero DP/AHSS
Rendimiento en pruebas de choque equivalente al de soldaduras homogéneas .
3. Seguimiento visual de cordón de soldadura en 3D
Sistema inteligente de localización de cordones:
• Sensor coaxial de triangulación láser
• Distancia de previsualización de 100 mm por delante de la piscina de soldadura
• Tolerancia de seguimiento mantenida en ±0,15 mm
• Medición del ancho de la junta (tolerancia de 0,1–1,5 mm)
• Corrección adaptativa de la trayectoria mediante aprendizaje automático
4. Gestión térmica de baja distorsión
Tecnologías avanzadas de control térmico:
• Soldadura con oscilación del haz (patrones de vaivén)
• Control preciso de la energía por unidad de longitud
• Supervisión en tiempo real del campo de temperatura
• Integración estratégica de disipadores de calor
• Compensación preprogramada de la distorsión
Distorsión máxima reducida a 0,2 mm (frente a 1,2 mm en MIG).
5. Integración en la producción automotriz
Entorno de producción IATF 16949:
• Control en tiempo real mediante bus de campo EtherCAT
• OPC UA/TSN para cumplimiento de Industry 4.0
• Integración de datos de producción con SAP ME/MII
• Trazabilidad completa de los parámetros de soldadura
• Automatización de la documentación PPAP nivel 3
Despliegues de fabricación de carrocerías en blanco (BIW) validados en campo
Estudio de caso 1: Plataforma europea de vehículos eléctricos (EV) en aluminio
CLIENTE: Fabricante alemán de automóviles de gama alta con plataforma intensiva en aluminio
DESAFÍO: Soldadura del arco del techo al bastidor lateral (aluminio 6xxx de 2,2 mm)
DESPLEGUE: 6 estaciones AutoWeld-3000 en la planta de carrocerías
RESULTADOS (producción durante 18 meses):
• Tiempo de ciclo: 108 s → 42 s (−61 %)
• Ancho de la zona afectada térmicamente (HAZ): 1,8 mm → 0,45 mm (−75 %)
• Distorsión: 1,2 mm → 0,18 mm (−85 %)
• Rendimiento: 95,8 % → 99,98 % (+4,2 %)
• Eliminación del enderezado posterior a la soldadura
Estudio de caso 2: Línea asiática de carrocerías en blanco (BIW) multicmaterial
DESAFÍO: Anillo de puerta de aluminio unido al montante A de acero (Al-Acero)
Resultados:
• Espesor de la capa intermetálica (IMC) controlado en 6,5 μm
• Cumplimiento del ensayo de niebla salina al 100 % (1000 h)
• Resistencia de la junta equivalente al 98 % de la del metal base
• Ausencia de iniciación de corrosión tras 2 años
Evaluación integral de rendimiento
Métrica de rendimiento |
Soldadura puntual por resistencia |
Soldadura robótica MIG |
AutoWeld-3000 |
Ventaja |
Velocidad lineal de soldadura |
15 puntos/min |
2,8 m/min |
10 m/min. |
3,6 veces más rápido |
Zona térmica afectada |
N/A |
1.8MM |
0.5mm |
-72% |
Distorsión máxima |
1.5mm |
1.2mm |
0.2mm |
-83% |
Puente de huecos |
0,2 mm como máximo |
0.8mm |
1.5mm |
7,5 veces mejor |
Rendimiento en el Primer Intento |
96.2% |
97.4% |
99.98% |
+3.2% |
Flexibilidad del tiempo de ciclo |
Patrón fijo |
Rutas limitadas |
Acceso completo en 3D |
Completo |
Especificaciones técnicas completas
Parámetros |
Detalles de la Especificación |
Tipo de láser |
Láser de fibra de onda continua |
Potencia del láser |
3000 W de alta luminosidad |
Duración de onda |
1070nm |
Calidad del haz |
BPP < 2,0 mm·mrad |
Campo remoto |
2000 x 2000 mm |
Velocidad de exploración |
velocidad lineal de 10 m/min |
Precisión de posición |
posicionamiento del campo ±0,1 mm |
Control de Enfoque |
rango dinámico en Z de ±100 mm |
Penetración en aluminio |
4,0 mm (6061-T6) |
Penetración en acero |
5,5 mm (DP980) |
Huella |
4,2 m × 3,0 m × 2,8 m |
Requisitos de energía |
400 V, trifásico, 40 kVA |
Capacidades de Soldadura de Múltiples Materiales
Combinación de materiales |
Espesor |
Penetración |
Velocidad de Soldadura |
Las características clave |
aluminio 6061-T6 |
de una longitud de 1,5 a 3,0 mm |
4,0 mm completo |
10 m/min. |
Baja Distorsión |
aluminio 5754-H22 |
2.0-4.0mm |
3,8 mm completo |
8,5 m/min |
Alta Resistencia a la Corrosión |
Acero DP980 |
1.2-2.5mm |
5,5 mm completo |
9m/min |
Optimizado para colisiones |
Al 6061 a DP600 |
1,8 + 1,5 mm |
3,5 mm cada uno |
6M/MIN |
Control de IMC < 8 μm |
aluminio 7005-T6 |
2.5-3.5mm |
4,2 mm completo |
7,5 m/min |
Grado aeroespacial |
Tecnologías avanzadas de procesamiento
Soluciones de soldadura específicas para carrocerías (BIW):
├── Soldadura por viga oscilante (puente de hueco)
├── Soldadura con director de energía (lámina delgada)
├── Preparación para soldadura de láminas personalizadas
├── Interposiciones barrera contra la corrosión
└── Integración del tratamiento térmico posterior a la soldadura
Preguntas Frecuentes (FAQ)
P: ¿Por qué elegir la soldadura láser remota frente a los sistemas basados en escáner para la carrocería en blanco (BIW)?
A : Campo de trabajo 4 veces mayor (2 m × 2 m frente a 500 mm cuadrados), velocidades lineales 3,5 veces más rápidas (10 m/min frente a 3 m/min), elimina el movimiento del robot durante la soldadura y permite un seguimiento fiel de contornos tridimensionales sin limitaciones mecánicas.
P: ¿Cómo aborda los desafíos de la soldadura disímil aluminio-acero?
A : La oscilación del haz genera una zona de fusión con energía equilibrada y un espesor de la capa intermetálica (IMC) controlado por debajo de 8 μm. Protección contra la corrosión galvánica mediante una geometría optimizada de la línea de fusión y parámetros de proceso validados.
P: ¿Qué capacidades de tolerancia a huecos ofrece?
A : Compensación adaptativa de huecos de ±1,5 mm mediante patrones de soldadura oscilante y modulación en tiempo real de la potencia. El sistema de visión compensa las variaciones de contorno 3D con una tolerancia de seguimiento de hasta ±0,15 mm.
P: ¿Cuál es un plazo realista de integración para talleres automotrices de carrocerías?
A : Integración completa en 18 días: Semanas 1-2, programación fuera de línea + diseño de fijaciones; Semana 3, puesta en marcha in situ + prueba de aceptación del cliente (SAT); inicio de la producción a escala el día 19.
P: ¿Cumple con los requisitos automotrices de choque y fatiga?
A : Validado mediante simulación completa de choque vehicular. Eficiencia de la junta: 98 % de la resistencia a tracción del metal base. El rendimiento a la fatiga supera los 10^7 ciclos a un 80 % de la resistencia al límite elástico.
P: ¿Qué infraestructura de servicio respalda la producción automotriz las 24 horas del día?
A : Red global de soporte las 24 horas del día, monitoreo remoto de procesos, garantía de disponibilidad del 99 % durante el primer año, inventario integral de piezas de repuesto y respuesta in situ en un plazo máximo de 24 horas.
Ventajas estratégicas para la fabricación de carrocerías blancas (BIW) de vehículos eléctricos
AutoWeld-3000 elimina los cuellos de botella en la soldadura de carrocerías blancas (BIW) y, al mismo tiempo, posibilita la reducción de peso y estrategias multi-materiales :
✅ Reducción del tiempo de ciclo verificada del 61 % frente a MIG
✅ Zona afectada por el calor (HAZ) de 0,5 mm (reducción del 75 % frente a la técnica tradicional)
✅ Velocidades de soldadura remota de 10 m/min
✅ Capacidad de tolerancia a huecos de ±1,5 mm
✅ Integración en líneas automotrices en 18 días
✅ Listo para la validación de procesos según IATF 16949
✅ Rendimiento de producción automotriz del 99,98 %
Domine la fabricación de carrocerías para vehículos eléctricos (EV BIW) con precisión láser remota. Póngase en contacto con PrecisionLase para una evaluación gratuita de soldabilidad de sus aleaciones específicas de aluminio, grados de acero y diseños de carrocería de múltiples materiales (BIW).
AutoWeld-3000 revoluciona la fabricación de carrocerías en blanco (BIW) para vehículos eléctricos (EV) mediante su tecnología de soldadura láser remota de 3000 W, que alcanza velocidades lineales de 10 m/min en campos de trabajo de 2 m × 2 m. Diseñado específicamente para estructuras de EV con alto contenido de aluminio y para construcciones multimaterial de aluminio-acero, el sistema logra soldaduras de penetración profunda (4,0 mm en aluminio, 5,5 mm en acero) con zonas afectadas térmicamente reducidas a 0,5 mm —un 75 % más pequeñas que las obtenidas con soldadura MIG. El seguimiento avanzado de juntas guiado por visión garantiza una precisión de ±0,15 mm sobre contornos tridimensionales complejos, mientras que la supervisión en tiempo real del proceso asegura el cumplimiento de los requisitos automotrices de la norma IATF 16949. Desde ensamblajes de paneles de techo hasta la integración de cajas de batería y subchasis, AutoWeld-3000 elimina los problemas de distorsión posteriores a la soldadura, reduce la complejidad de los dispositivos de sujeción y logra tiempos de ciclo un 60 % más rápidos en comparación con la soldadura por puntos por resistencia tradicional, lo que resulta ideal para las próximas plataformas de EV ligeros.
Explore nuestra gama completa de soluciones complementarias de procesamiento láser para la fabricación de dispositivos médicos y la producción de trenes motrices para vehículos eléctricos (EV). Cada sistema está diseñado con idénticos estándares de calidad y soporte técnico global.