EN
AutoWeld-3000 revolutioniert die Fertigung von EV-Karosserien (Body-in-White, BIW) mit einer 3000-W-Remote-Laserschweißtechnologie, die lineare Geschwindigkeiten von 10 m/min über Arbeitsfelder von 2 m × 2 m erreicht. Das System wurde speziell für aluminiumintensive EV-Strukturen sowie für Mischbauweisen aus Aluminium und Stahl entwickelt und ermöglicht Tiefenschweißnähte (4,0 mm Aluminium, 5,5 mm Stahl) mit einer Wärmeeinflusszone von nur 0,5 mm – das entspricht einer Reduzierung um 75 % gegenüber dem MIG-Schweißen. Ein fortschrittliches, bildgeführtes Nahtverfolgungssystem gewährleistet eine Genauigkeit von ±0,15 mm auch bei komplexen 3D-Konturen, während die Echtzeit-Prozessüberwachung die Einhaltung der Automobilnorm IATF 16949 sicherstellt. Von Dachpaneel-Montagen über die Integration von Batteriegehäusen bis hin zu Chassis-Teilrahmen beseitigt AutoWeld-3000 Nachschweißverzerrungen, reduziert den Aufwand für Spannvorrichtungen und erzielt im Vergleich zum herkömmlichen Widerstandspunktschweißen 60 % kürzere Zykluszeiten für die nächste Generation leichter EV-Plattformen.
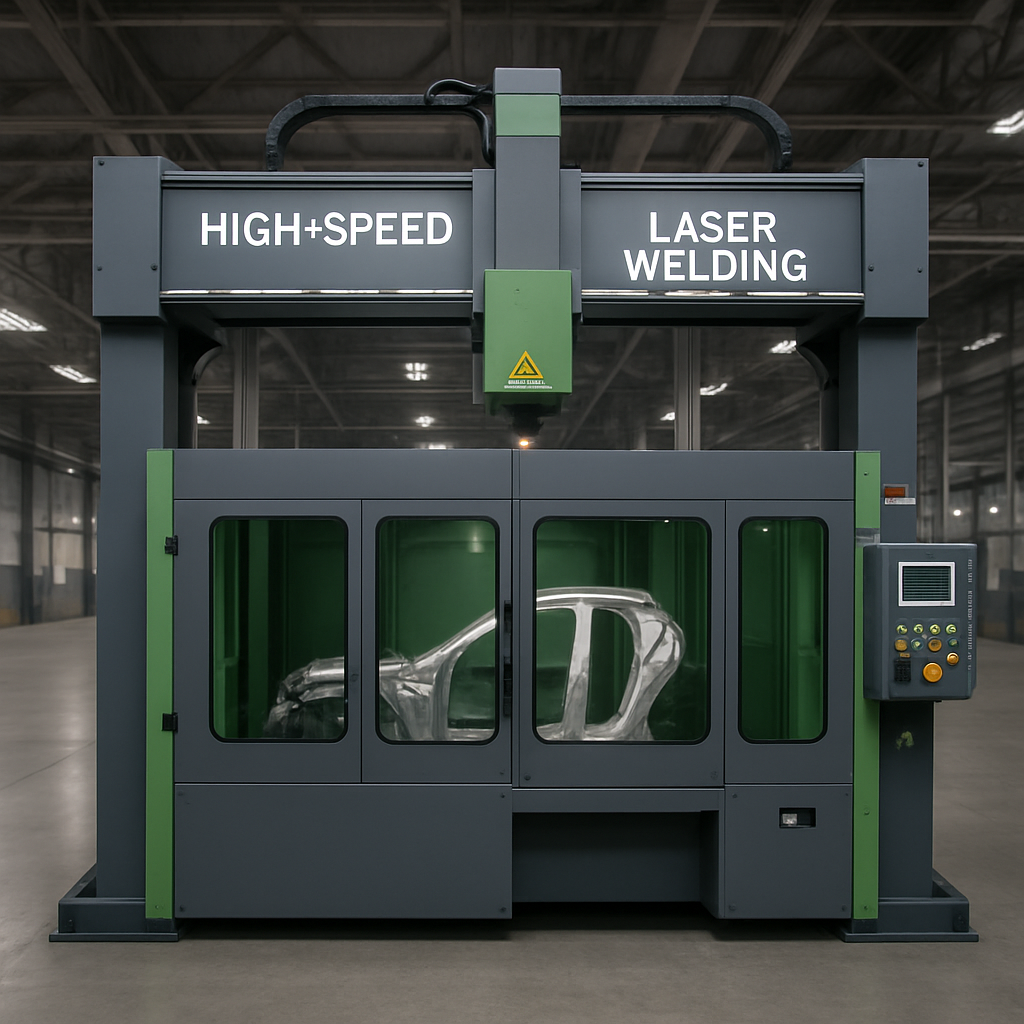
Das PrecisionLase AutoWeld-3000-System bietet Hochgeschwindigkeits-Fernlaser-Schweißen für Karosserie-in-Weiß-Montagelinien von Elektrofahrzeugen (EV)
AutoWeld-3000 revolutioniert die Fertigung von EV-Karosserien (Body-in-White, BIW) mit einer 3000-W-Remote-Laserschweißtechnologie, die lineare Geschwindigkeiten von 10 m/min über Arbeitsfelder von 2 m × 2 m erreicht. Das System wurde speziell für aluminiumintensive EV-Strukturen sowie für Mischbauweisen aus Aluminium und Stahl entwickelt und ermöglicht Tiefenschweißnähte (4,0 mm Aluminium, 5,5 mm Stahl) mit einer Wärmeeinflusszone von nur 0,5 mm – das entspricht einer Reduzierung um 75 % gegenüber dem MIG-Schweißen. Ein fortschrittliches, bildgeführtes Nahtverfolgungssystem gewährleistet eine Genauigkeit von ±0,15 mm auch bei komplexen 3D-Konturen, während die Echtzeit-Prozessüberwachung die Einhaltung der Automobilnorm IATF 16949 sicherstellt. Von Dachpaneel-Montagen über die Integration von Batteriegehäusen bis hin zu Chassis-Teilrahmen beseitigt AutoWeld-3000 Nachschweißverzerrungen, reduziert den Aufwand für Spannvorrichtungen und erzielt im Vergleich zum herkömmlichen Widerstandspunktschweißen 60 % kürzere Zykluszeiten für die nächste Generation leichter EV-Plattformen.
AutoWeld-3000 von PrecisionLase durch GuangYao repräsentiert spitzenmoderne Remote-Laserschweißtechnologie speziell entwickelt für EV-Karosserie-in-Weiß-(BIW)-Fertigung . Da Automobil-OEMs zu aluminiumintensiven Plattformen wechseln und mehrmaterial-Mischkonstruktion , bei der herkömmliches Widerstandspunktschweißen zur Erzielung hochfester, geringverzerrter Strukturverbindungen in den erforderlichen Produktionsmengen unzureichend ist.
Die AutoWeld-3000 3000-W-Hochleistungs-Faserlaser mit fernschweißoptik lieferungen lineare Nahtgeschwindigkeiten von 10 m/min darauf gestoßen arbeitsfelder von 2 m × 2 m , wodurch ein-Pass-Vollständigdurchschweißung aus 2,0 mm Aluminium und 1,8 mm zweiphasigem Stahl unter Beibehaltung Wärmeeinflusszonen unter 0,5 mm . In der Serienfertigung in europäischen und asiatischen Automobilzulieferketten bewährt, erreicht dieses System 60 % kürzere Taktzeiten , 85 % geringere Verzugswerte , und 99,98 % Erst-Durchlauf-Ausschussquote durch integrierte Sichtführungs- und geschlossene Regelkreis-Prozesssteuerung.
Plattform für Remote-Laserschweißtechnologie
Leistungsstandard der Branche:
├── Laserleistung: 3000 W Dauerstrich-Faserlaser
├── Fernoptik-Bearbeitungsfeld: 2000 mm × 2000 mm Arbeitsbereich
├── Lineare Schweißgeschwindigkeit: 10 m/min (167 mm/s)
├── Aluminiumdurchdringung: 4,0 mm in einem Durchgang (6061-T6)
├── Stahldurchdringung: 5,5 mm in einem Durchgang (DP980)
├── HAZ-Breite: maximal 0,5 mm
Galvanometerbasierte Fernoptik beseitigen die Einschränkungen mechanischer Scanner und bieten sofortigen Wechsel des Bearbeitungsfelds und dynamische Fokussteuerung über komplexe 3D-Geometrien hinweg – ohne Roboterbewegungskompensation.
Produktionskritische Merkmale für die Karosserie-in-Weiß-Fertigung
1. Hochgeschwindigkeits-Remote-Schweißoptik
Leistungsstarke Galvo-Scanner-Funktionen:
• 2000 × 2000 mm Remote-Schweißfeld
• Lineare Nahtgeschwindigkeit bis zu 10 m/min
• Feldpositioniergenauigkeit von ±0,1 mm
• Vektorpositioniergeschwindigkeit von 25.000 mm/s
• Dynamischer Fokus-Bereich von ±100 mm in Z-Achse
Schweißt die komplette Außenseite der Dachseite in 42 Sekunden (gegenüber 108 s beim MIG-Schweißen).
2. Aluminium-Stahl-Verbindung unterschiedlicher Werkstoffe
Mehrmaterial-Prozesssteuerung:
• Kontrollierte Dicke der Fe-Al-Zwischenmetallverbindung (< 8 μm)
• Präzise Energiebilanzierung (Laserstrahloszillation)
• Stabilisierung der Gefügestruktur nach dem Schweißen
• Steuerung der Korrosionsschutz-Schnittstelle
• Validiert für Aluminiumlegierungen der Serien 5xxx/6xxx mit DP-/AHSS-Stahl
Crash-Verhalten gleichwertig zu homogenen Schweißverbindungen .
3. Sichtgeführte 3D-Nahtverfolgung
Intelligentes Nahtfindungssystem:
• Koaxialer Laser-Triangulationssensor
• 100 mm Vorschauabstand vor der Schmelzpfanne
• Einhaltung einer Führungstoleranz von ±0,15 mm
• Spaltbreitenmessung (Toleranz: 0,1–1,5 mm)
• Adaptive Bahnkorrektur mittels maschinellem Lernen
4. Wärmebehandlung mit geringer Verzugsentwicklung
Fortgeschrittene Wärmesteuerungstechnologien:
• Strahloszillations-Schweißen (Wobble-Muster)
• Präzise Steuerung der Energie pro Längeneinheit
• Echtzeit-Überwachung des Temperaturfeldes
• Strategische Integration von Wärmesenken
• Vorgeprogrammierte Verzerrungskompensation
Maximale Verzerrung auf 0,2 mm reduziert (gegenüber 1,2 mm beim MIG-Verfahren).
5. Integration in die Automobilproduktion
IATF-16949-Produktionsumgebung:
• EtherCAT-Echtzeit-Feldbussteuerung
• OPC UA/TSN für die Konformität mit Industrie 4.0
• SAP ME/MII-Integration der Produktionsdaten
• Vollständige Rückverfolgbarkeit aller Schweißparameter
• Automatisierung der PPAP-Stufe-3-Dokumentation
Erfahrungsbelegte BIW-Fertigungseinsätze vor Ort
Fallstudie 1: Europäische Aluminium-EV-Plattform
KUNDE: Premium-deutscher OEM mit aluminiumintensiver Plattform
HERAUSFORDERUNG: Schweißen der Dachquerträger mit Seitenrahmen (2,2 mm 6xxx-Al)
EINSATZ: 6 × AutoWeld-3000-Stationen in der Karosseriehalle
ERGEBNISSE (18 Monate Produktion):
• Taktzeit: 108 s → 42 s (−61 %)
• Wärmeeinflusszone-Breite: 1,8 mm → 0,45 mm (−75 %)
• Verzug: 1,2 mm → 0,18 mm (−85 %)
• Ausbeute: 95,8 % → 99,98 % (+4,2 %)
• Nachschweißgeradstellung entfällt
Fallstudie 2: Asiatische Multi-Material-BIW-Linie
HERAUSFORDERUNG: Aluminium-Tür-Ring mit Stahl-A-Säule (Al-Stahl)
Ergebnisse:
• IMC-Dicke auf 6,5 μm gesteuert
• 100 %ige Erfüllung des Salzsprühnebel-Tests (1000 Stunden)
• Verbindungsfestigkeit beträgt 98 % der Grundwerkstoff-Festigkeit
• Kein Korrosionsbeginn nach 2 Jahren
Umfassende Leistungsbenchmarking
Leistungsmaßstab |
Widerstandspunkt-Schweißen |
MIG-Roboterschweißen |
AutoWeld-3000 |
Vorteil |
Lineare Schweißgeschwindigkeit |
15 Stellen/Min. |
2,8 m/Min. |
10 m/min |
3,6× schneller |
Wärmebeeinflusste Zone |
N/A |
1.8MM |
0,5 mm |
-72% |
Maximale Verzerrung |
1,5mm |
1,2 mm |
0,2 mm |
-83% |
Spaltüberbrückung |
max. 0,2 mm |
0,8 mm |
1,5mm |
7,5-mal besser |
Erstbehandlungs-Ausschussquote |
96.2% |
97.4% |
99.98% |
+3.2% |
Flexibilität der Zykluszeit |
Fester Musterablauf |
Eingeschränkte Bahnen |
Vollständiger 3D-Zugriff |
Komplett |
Vollständige technische Spezifikationen
Parameter |
Spezifikationsdetails |
Lasertyp |
Dauerstrich-Faserlaser |
Laserleistung |
3000 W hohe Helligkeit |
Wellenlänge |
1070nm |
Strahlqualität |
BPP < 2,0 mm·mrad |
Fernfeld |
2000 × 2000 mm |
Geschwindigkeit des Scans |
10 m/min linear |
Positionsgenauigkeit |
positionsierung im Feld: ±0,1 mm |
Fokussteuerung |
dynamischer Z-Bereich: ±100 mm |
Eindringtiefe in Aluminium |
4,0 mm (6061-T6) |
Penetrationsstahl |
5,5 mm (DP980) |
Fußabdruck |
4,2 m × 3,0 m × 2,8 m |
Leistungsanforderungen |
400 V 3~ 40 kVA |
Mehrfach-Material-Schweißfähigkeiten
Materialkombination |
Dicke |
Penetration |
Schweißgeschwindigkeit |
Hauptmerkmale |
6061-T6 Aluminium |
mit einer Breite von mehr als 20 mm |
4,0 mm voll |
10 m/min |
Niedrige Verzerrung |
aluminium 5754-H22 |
2.0-4.0mm |
3,8 mm voll |
8,5 m/min |
Hochgradige Korrosionsbeständigkeit |
DP980-Stahl |
1,2-2,5mm |
5,5 mm voll |
9m/min |
Crashoptimiert |
Al 6061 zu DP600 |
1,8 + 1,5 mm |
jeweils 3,5 mm |
6M\MIN |
IMC < 8 μm Kontrolle |
aluminium 7005-T6 |
2,5-3,5mm |
vollständig 4,2 mm |
7,5 m/min |
Luft- und Raumfahrtqualität |
Fortgeschrittene Verfahrenstechnologien
BIW-spezifische Schweißlösungen:
├── Schwingbalken-Schweißen (Spaltüberbrückung)
├── Energieleiter-Schweißen (Dünnschicht)
├── Vorbereitung für das Schweißen von maßgeschneiderten Blechen
├── Korrosionsschutz-Zwischenschichten
└── Integration einer Nachschweiß-Wärmebehandlung
Frequently Asked Questions (FAQ)
F: Warum Remote-Laserschweißen statt Scannersystemen für die Karosserie in weißen (BIW) wählen?
A : 4-mal größeres Arbeitsfeld (2 m × 2 m gegenüber 500 mm quadratisch), 3,5-mal höhere lineare Geschwindigkeiten (10 m/min gegenüber 3 m/min), Eliminierung der Roboterbewegung während des Schweißens sowie echtes 3D-Konturfollowing ohne mechanische Einschränkungen.
F: Wie bewältigt das Verfahren die Herausforderungen beim Mischschweißen von Aluminium und Stahl?
A : Die Strahlschwingung erzeugt eine energieausgeglichene Schmelzzone, wobei die Dicke der intermetallischen Verbindungen (IMC) unter 8 μm gehalten wird. Der galvanische Korrosionsschutz erfolgt durch eine optimierte Geometrie der Schmelznaht sowie validierte Prozessparameter.
F: Welche Toleranzen für Fugenbreiten werden unterstützt?
A : Adaptive Fugenüberbrückung von ±1,5 mm mittels Schwing-Schweißmustern und modulierter Leistungsregelung in Echtzeit. Das Vision-System kompensiert 3D-Konturvariationen mit einer Verfolgungstoleranz von bis zu ±0,15 mm.
F: Wie realistisch ist der Integrationszeitraum für Karosseriebauwerkstätten im Automobilbereich?
A : Vollständige Integration innerhalb von 18 Tagen: Woche 1–2 Offline-Programmierung + Vorrichtungskonstruktion, Woche 3 Inbetriebnahme vor Ort + Abnahmetest (SAT), Produktionsanlauf am Tag 19.
F: Erfüllt das System die Anforderungen an Crash- und Dauerfestigkeit im Automobilbereich?
A : Validierung durch vollständige Fahrzeug-Crash-Simulation. Verbindungseffizienz beträgt 98 % der Zugfestigkeit des Grundwerkstoffs. Die Dauerfestigkeit übersteigt 10^7 Lastwechsel bei 80 % der Streckgrenze.
F: Welche Serviceinfrastruktur unterstützt den automobilen 24/7-Produktionsbetrieb?
A : Globales 24/7-Supportnetzwerk, Fernüberwachung des Prozesses, Garantie für eine Betriebszeit von 99 % im ersten Jahr, umfassende Ersatzteillagerhaltung sowie Einsatz vor Ort innerhalb von 24 Stunden.
Strategische Vorteile für die EV-BIW-Fertigung
AutoWeld-3000 beseitigt BIW-Schweißengpässe und ermöglicht gleichzeitig leichtbau- und Multimaterialstrategien :
✅ 61 % nachgewiesene Zykluszeitreduktion gegenüber MIG
✅ 0,5 mm Wärmeeinflusszone (75 % Reduktion gegenüber herkömmlichen Verfahren)
✅ 10 m/min Fernschweißgeschwindigkeiten
✅ Spalttoleranzfähigkeit von ±1,5 mm
✅ Integration in eine Automobilfertigungslinie innerhalb von 18 Tagen
✅ IATF-16949-Prozessvalidierung bereit
✅ 99,98 % Ausbeute in der Automobilproduktion
Beherrschen Sie die EV-BIW-Fertigung mit präziser Fernlaser-Technologie. Kontaktieren Sie PrecisionLase für kostenlose Schweißbarkeitsbewertung ihrer spezifischen Aluminiumlegierungen, Stahlsorten und multimaternalen BIW-Konstruktionen.
AutoWeld-3000 revolutioniert die Fertigung von EV-Karosserien (Body-in-White, BIW) mit einer 3000-W-Remote-Laserschweißtechnologie, die lineare Geschwindigkeiten von 10 m/min über Arbeitsfelder von 2 m × 2 m erreicht. Das System wurde speziell für aluminiumintensive EV-Strukturen sowie für Mischbauweisen aus Aluminium und Stahl entwickelt und ermöglicht Tiefenschweißnähte (4,0 mm Aluminium, 5,5 mm Stahl) mit einer Wärmeeinflusszone von nur 0,5 mm – das entspricht einer Reduzierung um 75 % gegenüber dem MIG-Schweißen. Ein fortschrittliches, bildgeführtes Nahtverfolgungssystem gewährleistet eine Genauigkeit von ±0,15 mm auch bei komplexen 3D-Konturen, während die Echtzeit-Prozessüberwachung die Einhaltung der Automobilnorm IATF 16949 sicherstellt. Von Dachpaneel-Montagen über die Integration von Batteriegehäusen bis hin zu Chassis-Teilrahmen beseitigt AutoWeld-3000 Nachschweißverzerrungen, reduziert den Aufwand für Spannvorrichtungen und erzielt im Vergleich zum herkömmlichen Widerstandspunktschweißen 60 % kürzere Zykluszeiten für die nächste Generation leichter EV-Plattformen.
Entdecken Sie unser umfassendes Sortiment an ergänzenden Laserbearbeitungslösungen für die Herstellung medizinischer Geräte und die Produktion von Antriebssträngen für Elektrofahrzeuge (EV). Jedes System wird nach identischen Qualitätsstandards entwickelt und weltweit durch Service-Unterstützung abgesichert.