




Zrozumienie czynników wpływających na koszty spawania laserowego pakietów EV
Koszt spawania laserowego pakietów baterii do pojazdów elektrycznych zależy od kilku głównych czynników: zakupu sprzętu, kosztów eksploatacji, efektywności wykorzystania materiałów oraz szybkości realizacji procesów. Lasery włóknikowe są powszechnie stosowane do łączenia elementów aluminiowych, choć ich cena jest dość wysoka i waha się w przedziale od około 120 000 USD do nawet 500 000 USD. Lasery zielone lepiej nadają się do spawania miedzi, ponieważ miedź silnie odbija światło; jednak producenci płacą za nie dodatkowo około 20–30 procent. Eksploatacja tych systemów również nie jest tania: typowy system o mocy 1000 W zużywa rocznie wyłącznie na energię elektryczną od 3000 do 6000 USD, a ponadto wymaga regularnej konserwacji optycznych elementów układu. To wszystko uzasadnia się jednak tym, że spawanie laserowe generuje znacznie mniej problemów w trakcie produkcji. Dzięki dużej precyzji występuje mniejsza deformacja elementów i mniej błędów, co pozwala oszczędzić około 20% materiału oraz zmniejszyć ilość odpadów o połowę w porównaniu do starszych technik. Gdy firmy wdrażają zautomatyzowaną technologię skanowania wiązki laserowej, uzyskują rzeczywiście większą wartość za wydane pieniądze, ponieważ objętości produkcji rosną bez konieczności proporcjonalnego zwiększania kosztów stałych. Przy analizie wszystkich tych powiązanych elementów — specyfikacji sprzętu, zużycia energii, współczynnika wydajności (liczby poprawnie wyprodukowanych jednostek w stosunku do wadliwych) oraz szybkości przepływu produktów przez zakład produkcyjny — producenci mogą skutecznie obniżać koszty spawania laserowego pakietów baterii do pojazdów EV, nie pogarszając przy tym jakości, która jest niezbędna przy masowej produkcji tysięcy jednostek miesięcznie.
Wybór technologii laserowej i jej wpływ na koszty spawania pakietów EV
Źródła laserowe: włókienkowe vs. dyskowe vs. zielone – do spawania aluminium i miedzi
W przypadku spawania aluminium lasery włókienkowe rzeczywiście przejęły dominującą pozycję, ponieważ obniżają koszty operacyjne o około 30% w porównaniu do starszych technik. Mogą również osiągać imponujące prędkości – ok. 10 metrów na minutę – przy obróbce blach ze stopu o grubości 3 mm. W przypadku potrzeby głębszego wtopienia, zwłaszcza przy trudnych połączeniach hybrydowych aluminium-miedź, lepszą jakość wiązki zapewniają lasery dyskowe. Istnieje także opcja zielonego lasera o długości fali 532 nm, który bezpośrednio rozwiązuje problem znanej wysokiej odbijalności miedzi w zakresie podczerwieni. Te lasery redukują tę odbijalność o około 70%, dzięki czemu spawacze uzyskują czyste i stabilne połączenia bez niepożądanych efektów takich jak wypryski. Dodatkowo nie wymagają one żadnej specjalnej przygotówki powierzchni przed spawaniem. Oznacza to, że zakłady mogą pominąć niemal 90% czasochłonnych etapów wstępnego przygotowania materiału, co w dłuższej perspektywie sprawia, że droższe systemy stają się opłacalne dla firm realizujących duże serie produkcyjne.
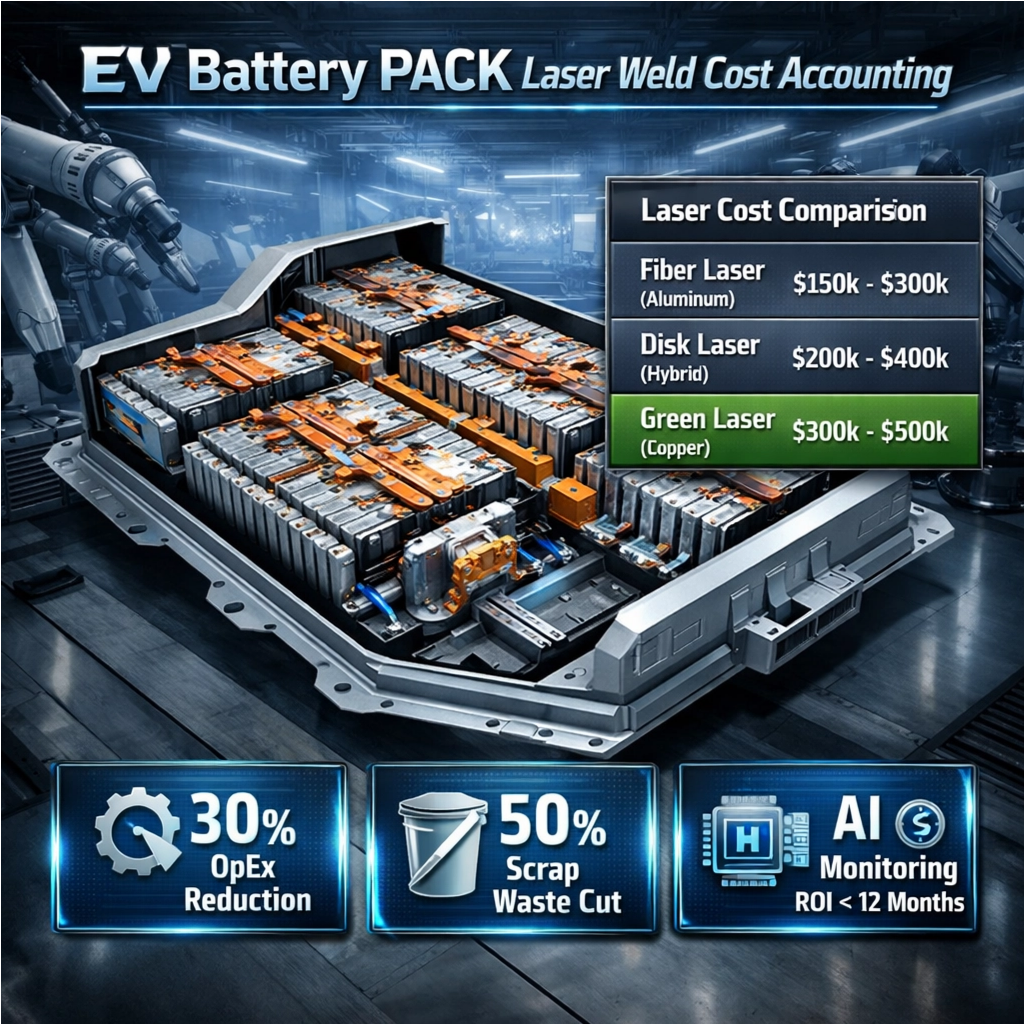
| Typ Lasera | Przeznaczenie materiału | Zakres kosztów | Wydajność |
|---|---|---|---|
| Włókno | Stopy aluminium | $150 tys. – $300 tys. | 35–40% (sprawność całkowita) |
| Dysk | Hibrydy aluminium/miedź | 200–400 tys. USD | 30–35% sprawności gniazdka zasilania |
| Zielony | Czysty Miedź | 300–500 tys. USD | 15–20% sprawności gniazdka zasilania |
Kompromisy między dostawą wiązki, prędkością skanowania a wydajnością procesu
Skanery galwanometryczne pracujące z wysoką prędkością mogą skrócić czasy cyklu dzięki możliwości pozycjonowania z prędkością 5 metrów na sekundę, co obniża koszty spawania laserowego pakietów akumulatorów dla pojazdów elektrycznych (EV) o około 15–25 procent. Jakie jest ograniczenie? Takie systemy wymagają zwykle dodatkowych inwestycji w wysokości 50 000–100 000 USD w porównaniu do tradycyjnych konfiguracji. Optyka stała stanowi tańszą alternatywę w zakresie początkowych kosztów – obniża je o około 40%, lecz producenci często napotykają ograniczenia w zakresie objętości produkcji. Przy analizie parametrów procesu zawsze należy uwzględnić istniejące kompromisy. Na przykład podwojenie prędkości skanowania z 4 do 8 metrów na minutę pozwala zaoszczędzić około 35% kosztów pracy, choć może to prowadzić do wzrostu występowania porowatości w zakresie 8–12%. Mniejsze rozmiary plamy o średnicy 100 mikronów zdecydowanie zwiększają dokładność połączeń, ale wydłużają każdy cykl o około 20% w porównaniu do większych plam o średnicy 300 mikronów. Dynamiczna modulacja mocy stanowi kolejny przełom – zmniejsza problemy związane z rozpryskiem o niemal dwie trzecie, co czyni cały proces bardziej stabilnym i redukuje liczbę elementów wymagających ponownej obróbki. Dodanie systemu monitoringu opartego na sztucznej inteligencji zwiększy koszty o około 20 000–40 000 USD na stację, lecz większość zakładów odzyskuje te nakłady już po 12 miesiącach, o ile roczna liczba produkowanych jednostek przekracza 50 000 sztuk. Nie należy również zapominać o adaptacyjnym planowaniu ścieżki spawania, które nadal obniża koszty przypadające na jeden pakiet poprzez podejmowanie bardziej uzasadnionych decyzji dotyczących rzeczywistej ilości niezbędnego spawania.
Strategie projektowania z myślą o produkcji w celu obniżenia kosztów spawania laserowego pakietów akumulatorów EV
Optymalizacja geometrii połączeń oraz przygotowanie materiałów przynosi mierzalne obniżenie kosztów w masowej produkcji pakietów akumulatorów EV — bez utraty integralności konstrukcyjnej ani zgodności z wymaganiami bezpieczeństwa.
Optymalizacja geometrii połączeń oraz zarządzanie tolerancjami
Najlepsze praktyki przygotowania materiałów i kondycjonowania powierzchni
Systemy czyszczenia laserowego usuwają tlenki oraz te uciążliwe pozostałości węglowodorowe tuż przed rozpoczęciem spawania, co prowadzi do praktycznie braku problemów z porowatością i zmniejsza ilość odpadów materiałowych o około 25% w porównaniu ze starszymi, ręcznymi metodami. Gdy powierzchnie mają odpowiedni poziom chropowatości, w zakresie od Ra 0,4 do Ra 0,8 mikrona, lasery współpracują znacznie lepiej z materiałem. Oznacza to, że każde spawanie wymaga o około 15–20% mniej energii w sumie. Większość producentów stwierdza, że te techniki dobrze wpasowują się w ich standardowe procesy walidacji OEM. Ponadto przestrzeganie norm jakościowych IATF 16949 staje się znacznie łatwiejsze, ponieważ wszystko pozostaje bardzo spójne w różnych partiach produkcyjnych.
Automatyzacja procesów, monitorowanie i poprawa współczynnika wydajności
Monitorowanie jakości spawania w czasie rzeczywistym przy użyciu systemów wizyjnych wspieranych sztuczną inteligencją
Systemy wizyjne wykorzystujące sztuczną inteligencję mogą sprawdzać szwy spawalnicze z taką samą prędkością, z jaką przebiega produkcja, dzięki szczegółowym obrazom uzyskiwanym w wysokiej rozdzielczości oraz inteligentnym algorytmom, które natychmiast wykrywają wady takie jak porowatość, pęknięcia, podcięcia lub słabe przetopienie. Stanowi to znaczącą różnicę w porównaniu z tradycyjnymi kontrolami przeprowadzanymi po zakończeniu procesu. Dzięki analizie w czasie rzeczywistym operatorzy mogą dostosowywać parametry na bieżąco, co w zakładach o wysokich nakładach produkcyjnych pozwala zmniejszyć wskaźnik odpadów o około 30 procent. Poprawa współczynnika pierwszego przejścia (first pass yield) przekłada się na niższe koszty zestawów akumulatorów do pojazdów elektrycznych (EV), ponieważ zmniejsza się potrzeba prac korekcyjnych. Zmniejszają się również nakłady robocze, zużycie energii oraz ilość marnowanych materiałów w przypadku wadliwych elementów. Po połączeniu z systemami sterowania w pętli zamkniętej te rozwiązania pozwalają nawet przewidywać awarie sprzętu jeszcze przed ich wystąpieniem oraz stopniowo doskonalić procesy produkcyjne. Dzięki temu zakłady stają się bardziej odporno na zakłócenia, jednocześnie zapewniając zgodność ze ścisłymi standardami bezpieczeństwa motocyklowego i samochodowego określonymi w normie ISO 26262.
Często zadawane pytania
Jakie są główne czynniki wpływające na koszty spawania laserowego pakietów baterii do pojazdów elektrycznych (EV)?
Głównymi czynnikami wpływającymi na koszty są zakup sprzętu, koszty eksploatacji, wydajność materiałowa oraz szybkość produkcji. Typy sprzętu, takie jak lasery włóknowe, dyskowe i zielone, znacząco wpływają na koszty w zależności od spawanych materiałów.
Dlaczego lasery włóknowe są popularne przy spawaniu aluminium?
Lasury włóknowe są popularne przy spawaniu aluminium ze względu na ich wydajność i szybkość, co obniża koszty eksploatacji o około 30% w porównaniu do starszych metod. Zapewniają one niezawodne i szybkie rozwiązanie do spawania stopów aluminium.
Jakie jest oddziaływanie systemów monitoringu opartych na sztucznej inteligencji (AI) na koszty spawania laserowego?
Systemy monitoringu oparte na sztucznej inteligencji (AI) poprawiają jakość spoin, umożliwiając korektę parametrów w czasie rzeczywistym, co zmniejsza wskaźnik odpadów o około 30% oraz zwiększa udział poprawnie wykonanych spoin przy pierwszym przejściu, skutecznie obniżając całkowite koszty w produkcji masowej.
W jaki sposób strategie projektowania z myślą o produkcji (DFM) przyczyniają się do obniżenia kosztów?
Strategie projektowania z myślą o produkcji obejmują optymalizację geometrii połączeń oraz ulepszenie przygotowania materiałów, co prowadzi do obniżenia kosztów bez utraty integralności konstrukcyjnej ani zgodności z wymaganiami bezpieczeństwa.
Spis treści
- Zrozumienie czynników wpływających na koszty spawania laserowego pakietów EV
- Wybór technologii laserowej i jej wpływ na koszty spawania pakietów EV
- Strategie projektowania z myślą o produkcji w celu obniżenia kosztów spawania laserowego pakietów akumulatorów EV
- Automatyzacja procesów, monitorowanie i poprawa współczynnika wydajności
-
Często zadawane pytania
- Jakie są główne czynniki wpływające na koszty spawania laserowego pakietów baterii do pojazdów elektrycznych (EV)?
- Dlaczego lasery włóknowe są popularne przy spawaniu aluminium?
- Jakie jest oddziaływanie systemów monitoringu opartych na sztucznej inteligencji (AI) na koszty spawania laserowego?
- W jaki sposób strategie projektowania z myślą o produkcji (DFM) przyczyniają się do obniżenia kosztów?