




Krok 1: Przyporządkuj swoje zastosowanie do wymagań dotyczących mocy laserowej
Poziomy mocy (1–50 W, 50–500 W, powyżej 500 W) oraz ich przydatność do grawerowania, cięcia, spawania i wytwarzania przyrostowego
Lasery o niskiej mocy, w zakresie od 1 do 50 watów, najlepiej sprawdzają się w zadaniach szczegółowego grawerowania na materiałach takich jak drewno, akryl i cienkie powłoki metalowe. Takie systemy pomagają uniknąć uszkodzeń termicznych, które mogą zniekształcić delikatne przedmioty, co czyni je idealnym wyborem do np. nanoszenia znaczników na biżuterii lub trawienia płytek obwodów drukowanych. Przejście do średniej mocy – w zakresie około 50–500 watów – umożliwia cięcie metali o grubości do ok. 10 mm oraz spawanie różnych elementów stosowanych w produkcji samochodowej. Takie systemy zapewniają dobry kompromis między szybkością a dokładnością wymaganą przy produkcji mieszanych partii różnych produktów. W zastosowaniach ciężkich, lasery o wysokiej mocy przekraczającej 500 watów pozwalają przecinać płyty stalowe o grubości przekraczającej 25 mm oraz wspierać operacje przemysłowej drukarki 3D. Utrzymanie stałego poziomu energii podczas tych procesów zapewnia prawidłowe połączenie warstw i powstawanie gęstych, gotowych wyrobów. Związek między mocą lasera a wydajnością jest dość prosty: np. grawerowanie akrylu może wymagać jedynie ok. 10 watów, natomiast uzyskanie czystych krawędzi na stali nierdzewnej o grubości 5 mm zwykle wymaga przynajmniej 500 watów mocy.
Wpływ typu lasera (włókienkowy, CO₂, UV, ultra-szybki) na zarządzanie ciepłem, prędkość i zgodność z materiałami przy każdej mocy
Gdy chodzi o obróbkę metali w zakresie mocy od 50 do 1000 watów, lasery włóknowe rzeczywiście przejmują dominującą pozycję, ponieważ zapewniają około 30% lepsze współczynniki pochłaniania w metalach w porównaniu do tradycyjnych laserów CO₂. Ma to istotne znaczenie przy redukcji obciążenia chłodnic oraz poprawie efektywności konwersji energii elektrycznej na światło optyczne. Z drugiej strony lasery CO₂ nadal najlepiej sprawdzają się przy obróbce materiałów takich jak drewno, skóra czy płytka MDF w zakresie mocy od 50 do 400 watów, choć wymagają aktywnych systemów chłodzenia, aby radzić sobie z utratą ciepła w zakresie 10–15% podczas pracy. Dla materiałów wrażliwych, takich jak półprzewodniki czy niektóre tworzywa sztuczne, lasery UV o mocy od 1 do 30 watów oferują tzw. zimną ablację za pomocą krótkich impulsów nanosekundowych, które umożliwiają cięcie praktycznie bez generowania ciepła. Istnieją również ultra-szybkie lasery pracujące w zakresie mocy od 1 do 50 watów z impulsami femtosekundowymi lub pikosekundowymi. Te urządzenia potrafią osiągać niesamowitą precyzję na poziomie mikrometrów przy wykonywaniu małych elementów do urządzeń medycznych, ponieważ wyparowują materiał zanim ciepło zdąży się rozprzestrzenić. Sposób, w jaki różne materiały reagują na działanie promieniowania, zależy w dużej mierze od charakterystyki długości fali. Weźmy na przykład polimery – pochłaniają one światło UV około pięć razy szybciej niż promieniowanie podczerwone. Ciekawym faktem jest też to, że miedź odbija około 95% wiązki lasera CO₂, ale pochłania około 80% energii emitowanej przez lasery włóknowe, co wyjaśnia, dlaczego technologia laserów włóknowych stała się standardowym wyborem przy obróbce wysoko przewodzących ciepło metali.
Krok 2: Określenie wymagań dotyczących dokładności na podstawie przypadku użycia i klasy dokładności
Rozwiązanie trójkąta dokładności: dokładność pozycyjna, powtarzalność i rozdzielczość — z rzeczywistymi odniesieniami dla mikroobróbki, skanowania i druku 3D
Dokładność w systemach laserowych zależy od trzech wzajemnie powiązanych parametrów: dokładność pozycji (odchylenie od zadanej pozycji), powtarzalność (spójność w wielokrotnych cyklach) oraz rozdzielczość (najmniejszy możliwy przyrost ruchu, który system jest w stanie wykonać). Dopasowanie tych parametrów do wymagań aplikacji pozwala uniknąć kosztownego nadmiernego specyfikowania lub awarii funkcjonalnej.
- Mikroobróbka implantów medycznych wymaga tolerancji zgodnych z normą ISO 2768-f (dokładność ±5 µm) oraz rozdzielczości poniżej jednego mikrometra, aby wykonać kanały mikroprzepływowe lub cechy stentów.
- Skanowanie 3D w przemyśle motocyklowym i samochodowym w celach kontroli jakości stawia priorytet na powtarzalność (±2 µm) zamiast dokładności bezwzględnej, zapewniając spójne pomiary odchyłek powierzchni w całym cyklu produkcji.
- Przemysłowe metalowe drukowanie 3D umożliwia uzyskanie elementów o jakości lotniczej z rozdzielczością warstwy 20–50 µm przy jednoczesnym zachowaniu dokładności pozycjonowania ±15 µm – co wystarcza do zapewnienia funkcjonalnego dopasowania oraz wydajności mechanicznej.
| Zastosowanie | Dokładność pozycji | Powtarzalność | Rozdzielczość | Klasa tolerancji |
|---|---|---|---|---|
| Mikroobróbka | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (Precyzyjne) |
| Skanowanie | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Średnia) |
| drukowanie 3D | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (gruba) |
Niezgodność poziomów dokładności prowadzi do niepotrzebnych kosztów lub ryzyka: prototypowanie artystyczne o wysokiej rozdzielczości wymaga jedynie tolerancji grubych, podczas gdy litografia półprzewodnikowa wymaga wyrównania klasy precyzyjnej oraz stabilności wiązki na poziomie poniżej 100 nm. Wybierz swój próg tolerancji za pomocą niniejszego ramowego podejścia do dobierania sprzętu laserowego, aby dopasować możliwości urządzenia do rzeczywistych potrzeb – a nie do ambicji.
Krok 3: Oceń budżet ponad koszt początkowy — dopasowanie całkowitego kosztu posiadania (TCO) i zwrotu z inwestycji (ROI)
Rozkład całkowitego kosztu posiadania: materiały eksploatacyjne, konserwacja, kalibracja, szkolenia oraz przestoje w przypadku skanerów i platform laserowych do obróbki
Przy analizowaniu budżetów na sprzęt laserowy ważne jest uwzględnienie całkowitych kosztów posiadania (TCO), a nie tylko kwoty widocznej na fakturze. Duże znaczenie mają również materiały eksploatacyjne. Mówimy tu o soczewkach ochronnych, optyce skupiającej, różnych gazach wspomagających oraz różnego rodzaju elementach systemu dostarczania wiązki. Same te pozycje stanowią około 15–20% rocznych wydatków. Następnie są umowy serwisowe, które zazwyczaj powodują dodatkowe roczne koszty w wysokości 7–10% w oparciu o pierwotną cenę zakupu sprzętu. Co często pozostaje pominięte? Systemy, które nie są odpowiednio kalibrowane, tracą co kwartał około 12% dokładności przy braku regularnych sprawdzeń. A przecież awarie nagłe stanowią największą niespodziankę finansową. Lasery przetwarzające powodują straty produkcyjności o 18% większe niż systemy skanujące, ponieważ ich naprawa trwa dłużej, a dopuszczalne odchylenia od normy są znacznie mniejsze. Ważne jest również szkolenie. Zgodnie z danymi branżowymi z ubiegłego roku operatorzy, którzy nie przeszli odpowiedniego szkolenia, popełniają w codziennej pracy około 30% więcej błędów.
Progi oparte na ROI: kiedy inwestycja w wyższą moc lub ścislsze tolerancje przynosi mierzalny zwrot z inwestycji (np. kontrola jakości w przemyśle motocyklowym vs. szybkie prototypowanie)
Gdy firmy inwestują pieniądze, muszą widzieć rzeczywiste, mierzalne rezultaty. Weźmy na przykład kontrolę jakości w przemyśle motocyklowym. Gdy producenci dokonują surowszego ograniczenia tolerancji położenia do około 0,01 mm, zazwyczaj zmniejszają liczbę fałszywych alarmów i wad występujących w użytkowaniu o ok. 40%. Taka precyzja pozwala odzyskać około dwukrotną wartość inwestycji w ciągu 18 miesięcy dzięki oszczędnościom na gwarancjach oraz skróceniu czasu poświęcanego na usuwanie błędów. W przypadku warsztatów zajmujących się szybkim prototypowaniem modernizacja sprzętu przynosi jeszcze szybsze korzyści. Przejście na laser włóknowy o mocy 500 W lub wyższej może skrócić czas produkcji części metalowych niemal o połowę. Większość warsztatów odzyskuje koszty inwestycji w ciągu mniej niż jednego roku, ponieważ produkty są szybciej weryfikowane i szybciej trafiają na rynek. Obliczenie punktu zwrotnego staje się jednak skomplikowane. Większość złączy mechanicznych nie czerpie istotnych korzyści z obniżania tolerancji poniżej 0,05 mm. Co więcej, w zastosowaniach niemetalicznych nie ma praktycznie żadnego sensu inwestowanie w lasery o mocy przekraczającej 1 kW. Dane z rzeczywistych przypadków użycia pokazują, że śledzenie całkowitych kosztów w stosunku do zwrotu z inwestycji pozwala producentom zaoszczędzić około 35% wydatków kapitałowych w różnych sektorach przemysłu.
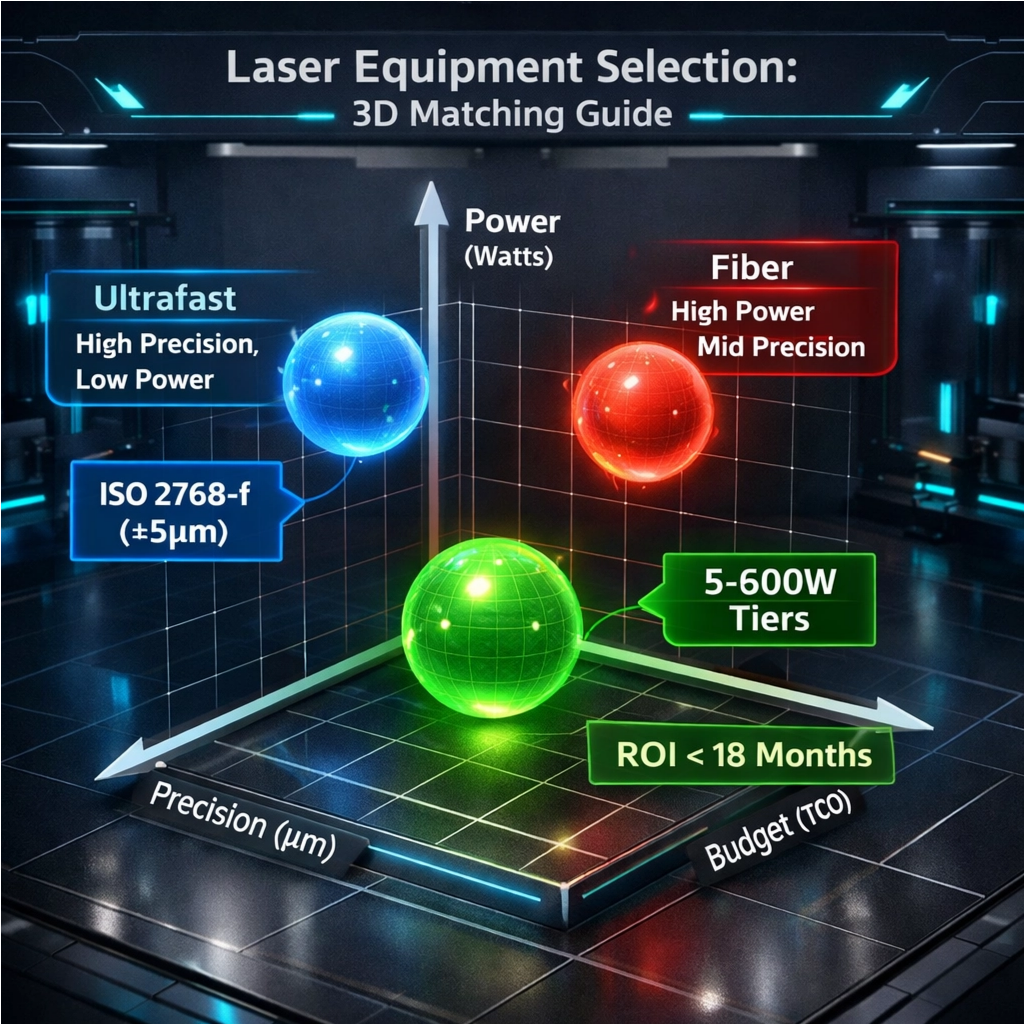
Drzewo decyzyjne do wyboru sprzętu laserowego: integracja mocy, precyzji i budżetu
Wybór odpowiedniego sprzętu laserowego wymaga spojrzenia poza same specyfikacje techniczne podane na papierze oraz rozważenia, w jaki sposób wszystkie elementy współpracują ze sobą. Dobrze opracowane podejście uwzględnia moc niezbędną do wykonania danej pracy, stopień precyzji wymagany przy cięciach oraz to, co mieści się w dostępnym budżecie. Opracowane przez nas drzewo decyzyjne łączy wszystkie te istotne kwestie omówione wcześniej. Pomaga ono wyznaczyć jasną ścieżkę postępowania, w której cechy techniczne rzeczywiście odpowiadają potrzebom biznesowym codziennego działania, bez konieczności przekraczania przydziału finansowego. Wtedy, gdy specyfikacje techniczne są zgodne z rzeczywistymi wymaganiami praktycznymi oraz uwzględniają ograniczenia budżetowe, firmy osiągają największą wartość z dokonanego inwestycji.
Zapotrzebowanie na moc urządzeń waha się od tych najmniejszych procesorów o mocy poniżej 50 watów aż po maszyny zdolne do obsługi wielu kilowatów w operacjach cięcia. Parametry mocy określają zasadniczo, jakie materiały można przetwarzać oraz jak dużo pracy uda się wykonać w danym przedziale czasu. W przypadku prac wymagających wysokiej precyzji kluczowe stają się takie czynniki jak dokładność, powtarzalność wyników między poszczególnymi cyklami pracy oraz rozdzielczość szczegółów. Ma to szczególne znaczenie w zastosowaniach, w których elementy muszą być produkowane z dokładnością na poziomie mikronów – np. w przypadku urządzeń medycznych lub skomplikowanych komponentów elektronicznych. Analiza kosztów nie ogranicza się jedynie do ceny zakupu nowego urządzenia. Pełny obraz kosztów obejmuje także bieżące wydatki: koszty części zamiennych, częstotliwość konieczności konserwacji, rachunki za energię elektryczną, potencjalne przestoje produkcyjne oraz nawet stopień wykwalifikowania operatorów wymagany do prawidłowego obsługi maszyn.
To, co czyni ten framework wartościowym, to sposób, w jaki pomaga on określić optymalne kompromisy. Na przykład czasem uzasadnione jest zwiększenie mocy, jeśli oznacza to niższe koszty jednostkowe przy produkcji masowej. Przemysł lotniczy i kosmiczny często wymaga pracy o nadzwyczaj wysokiej precyzji, dlatego inwestuje w specjalistyczne systemy optyczne, mimo że ich całkowite koszty są wyższe. Z drugiej strony, przy szybkiej produkcji prototypów najważniejsze niekoniecznie jest osiągnięcie najwyższej mocy lub dokładności rzędu ułamków mikrona. Tam większą wagę mają elastyczność oraz niskie początkowe koszty. Gdy firmy analizują wszystkie te czynniki łącznie, kierując się konkretnymi potrzebami danego projektu, a następnie wiążą te decyzje z rzeczywistymi korzyściami finansowymi, cały proces staje się znacznie bardziej przejrzysty. Zamiast czuć się przytłoczonymi skomplikowaną gamą opcji sprzętu, przedsiębiorstwa mogą stosować tę uporządkowaną metodę, która równoważy zarówno praktyczne aspekty eksploatacji, jak i ekonomiczne wskaźniki wynikowe.
Sekcja FAQ
-
Jakie są główne typy laserów stosowanych w zastosowaniach przemysłowych?
Główne typy to lasery włóknikowe, lasery CO₂, lasery UV oraz ultra-szybkie lasery — każdy z nich nadaje się do określonych materiałów i zastosowań, w zależności od charakterystyki zarządzania ciepłem oraz zgodności z materiałami. -
W jaki sposób poziomy mocy laserów wpływają na procesy produkcyjne?
Poziomy mocy wpływają na to, jakie materiały można efektywnie przetwarzać, jaką grubość materiału można przeciąć oraz na precyzję procesów takich jak grawerowanie, spawanie i druk 3D. -
Jakie czynniki firmy powinny brać pod uwagę poza początkowymi kosztami zakupu sprzętu?
Do kompleksowej oceny budżetu należy uwzględnić całkowity koszt posiadania (TCO), w tym koszty materiałów eksploatacyjnych, konserwacji, przestoju oraz szkoleń. -
Dlaczego precyzja jest ważna w zastosowaniach laserowych?
Precyzja zapewnia dokładność, powtarzalność i rozdzielczość, które są kluczowe w zastosowaniach takich jak mikroobróbka implantów medycznych czy kontrola jakości w przemyśle motocyklowym. -
W jaki sposób można oszacować zwrot z inwestycji (ROI) przy wyborze sprzętu laserowego?
ROI można mierzyć poprzez skrócenie czasu produkcji, obniżenie wskaźnika wadliwości oraz oszczędności kosztowe, które są zgodne z wymaganiami dotyczącymi precyzji i mocy danego zastosowania.
Spis treści
- Krok 1: Przyporządkuj swoje zastosowanie do wymagań dotyczących mocy laserowej
- Krok 2: Określenie wymagań dotyczących dokładności na podstawie przypadku użycia i klasy dokładności
-
Krok 3: Oceń budżet ponad koszt początkowy — dopasowanie całkowitego kosztu posiadania (TCO) i zwrotu z inwestycji (ROI)
- Rozkład całkowitego kosztu posiadania: materiały eksploatacyjne, konserwacja, kalibracja, szkolenia oraz przestoje w przypadku skanerów i platform laserowych do obróbki
- Progi oparte na ROI: kiedy inwestycja w wyższą moc lub ścislsze tolerancje przynosi mierzalny zwrot z inwestycji (np. kontrola jakości w przemyśle motocyklowym vs. szybkie prototypowanie)
- Drzewo decyzyjne do wyboru sprzętu laserowego: integracja mocy, precyzji i budżetu