




Diferencias fundamentales en los parámetros de ranurado láser fotovoltaico entre las arquitecturas PERC y TOPCon
Variaciones del umbral térmico y del umbral de ablación en pilas de pasivación Al-BSF frente a poli-Si
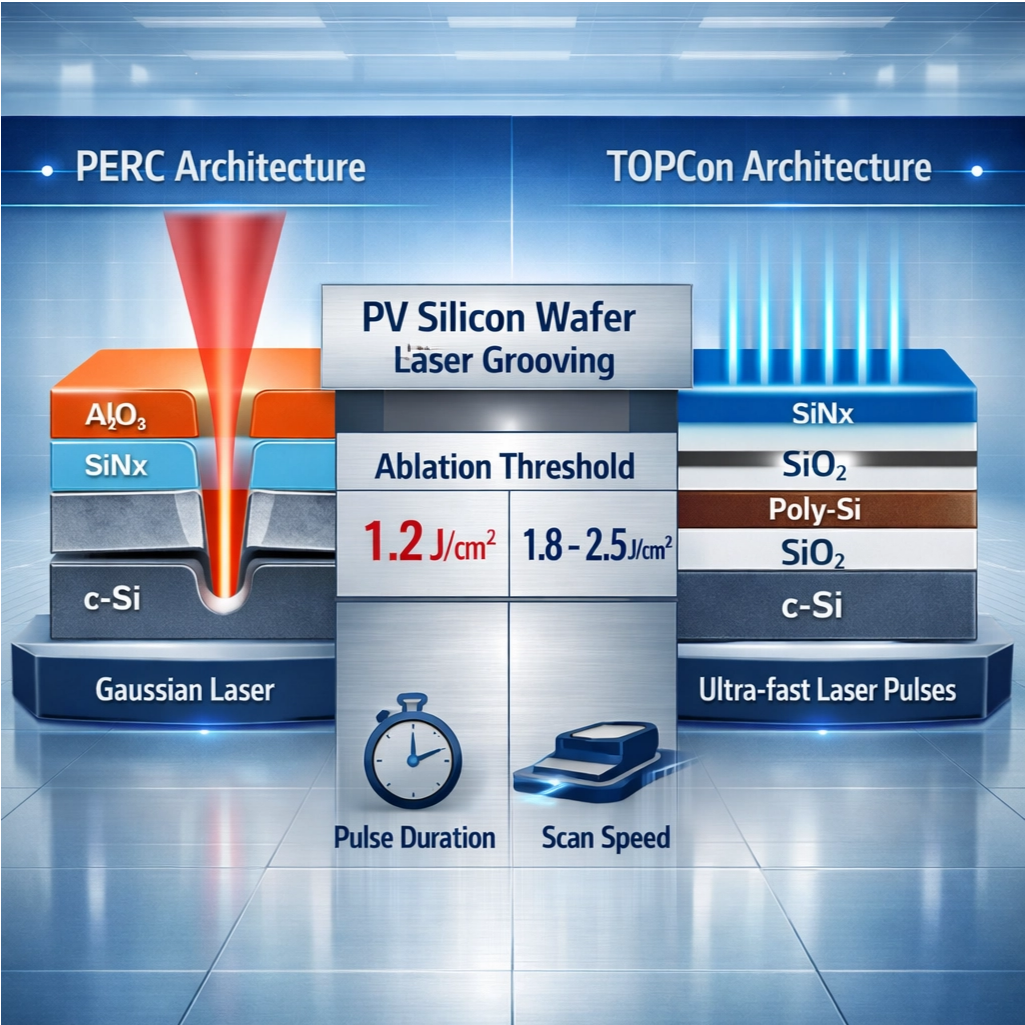
Las celdas PERC tienen lo que se denomina un campo superficial posterior de aluminio (Al-BSF, por sus siglas en inglés) con una estructura de contacto posterior bastante uniforme. Esta configuración permite interacciones relativamente predecibles cuando se utilizan láseres sobre el material, normalmente cerca de un umbral de ablación de aproximadamente 1,2 J por centímetro cuadrado. Sin embargo, con la tecnología TOPCon las cosas cambian. La capa de óxido túnel combinada con silicio policristalino (poly-Si) crea una situación mucho más compleja, en la que las conductividades térmicas varían entre las distintas capas. Dado que el poly-Si disipa mejor el calor, observamos que los umbrales de ablación aumentan hasta un rango comprendido entre 1,8 y 2,5 J por centímetro cuadrado. Aplicar aquí la cantidad adecuada de energía es fundamental: demasiada potencia puede provocar grietas en las capas de poly-Si, mientras que una cantidad insuficiente deja residuos no deseados de óxido. Asimismo, en las celdas PERC convencionales, superar aproximadamente 1,5 J por centímetro cuadrado puede dar lugar a problemas como salpicaduras de aluminio y cortocircuitos eléctricos.
Impacto de la complejidad de la pila de capas en la calidad del borde de la ranura y el riesgo de recombinación
La compleja estructura de cinco capas de la tecnología TOPCon (SiNx sobre SiO2, seguido de poli-Si y luego otra capa de SiO2 sobre silicio cristalino, c-Si) genera riesgos mucho mayores de recombinación en los bordes durante el ranurado, en comparación con la configuración más sencilla de tres capas utilizada en la tecnología PERC (Al2O3/SiNx/c-Si). Cuando la energía térmica se dispersa de forma no uniforme a través de esas capas de poli-Si durante el procesamiento, en realidad se generan microgrietas alrededor de 3 a 5 micrómetros más allá de los bordes de las ranuras. Estos defectos incrementan las tasas de recombinación superficial aproximadamente un 40 % más que las observadas en células PERC. Para solucionar este problema, los fabricantes necesitan pulsos láser extremadamente rápidos, de menos de 10 picosegundos, con el fin de mantener el daño térmico localizado. En la tecnología PERC existe otro problema distinto: si el ángulo con el que se realizan las ranuras supera los 70 grados, tiende a generar huecos en el recubrimiento metálico, lo que reduce la eficiencia de la célula en torno a un 0,8 %. Esto significa que los fabricantes de paneles solares deben adaptar sus técnicas de ranurado láser según la arquitectura específica de célula con la que estén trabajando. En general, la tecnología TOPCon funciona mejor con múltiples pulsos láser distribuidos en el tiempo para gestionar de forma más eficaz las tensiones térmicas, mientras que las células PERC suelen producir bordes más lisos cuando se procesan con haces láser de forma gaussiana.
Definición de la ventana del proceso robusto de ranurado láser fotovoltaico
Compromisos críticos entre parámetros: duración del pulso, fluencia y velocidad de barrido para la uniformidad de profundidad (±0,3 μm)
Lograr una uniformidad de profundidad dentro de ±0,3 μm depende en gran medida de encontrar el equilibrio adecuado entre la duración del pulso, los niveles de fluencia y la velocidad a la que nos desplazamos sobre el material. Al trabajar con pulsos más cortos, en el rango de 10 a 50 nanosegundos, obtenemos zonas afectadas térmicamente más pequeñas, pero debemos incrementar la fluencia hasta aproximadamente 2 a 5 julios por centímetro cuadrado para lograr resultados adecuados de ablación. Por otro lado, los pulsos más largos transfieren la energía de forma más eficiente, pero pueden dañar efectivamente esas delicadas capas de pasivación debido a un calentamiento excesivo. La velocidad de barrido también debe ajustarse estrechamente a los valores de fluencia seleccionados. Superar los 5 metros por segundo tiende a generar ranuras cónicas, mientras que cualquier velocidad inferior a 2 m/s suele provocar la formación de microgrietas molestas en el material. Según observan la mayoría de los fabricantes en sus operaciones diarias, aumentar la fluencia en aproximadamente 0,5 J/cm² les permite barrer aproximadamente un 15 % más rápido sin sacrificar el control de la profundidad. Vale la pena destacar que mantener la superposición espacial de los pulsos por debajo del 30 % ayuda a evitar problemas de acumulación térmica. Esto marca toda la diferencia al comparar las tecnologías PERC y TOPCon, ya que esas capas de silicio policristalino requieren aproximadamente un 40 % más de energía antes de comenzar a ablatarse, en comparación con las estructuras tradicionales de Al-BSF.
Ranurado de paso único frente a ranurado de múltiples pasos: compensaciones entre rendimiento, productividad y estabilidad del aislamiento de borde
| Parámetro | Paso Único | Múltiples Pasadas |
|---|---|---|
| Rendimiento | Alta (8–12 obleas/min) | Moderada (4–6 obleas/min) |
| Aislamiento de borde | variación de corriente de fuga de ±15 % | estabilidad de corriente de fuga de ±5 % |
| Impacto en el rendimiento | 3–5 % inferior debido a residuos | >98 % con redeposición controlada |
| Gestión térmica | Limitada a potencias superiores a 1 kW | Optimizada mediante etapas de energía |
Al utilizar técnicas de ranurado de paso único, los fabricantes logran un rendimiento máximo, pero experimentan problemas con bordes irregulares y acumulación de residuos de silicio. Esto resulta especialmente problemático para quienes trabajan con las complejas estructuras de capas de poli-Si/SiOx de las células TOPCon. Optar por el enfoque de múltiples pasos ayuda considerablemente, ya que distribuye la aplicación de energía en varias etapas. Este método reduce las temperaturas máximas aproximadamente 60 grados Celsius y mejora notablemente la estabilidad de las aislaciones de borde. No obstante, cabe destacar que se produce una reducción del 50 % en la velocidad de producción, lo que obliga a las empresas a realizar cálculos rigurosos de coste-beneficio antes de adoptar este cambio. Una investigación realizada el año pasado demostró que los métodos de múltiples pasos solo resultan financieramente viables si las eficiencias de las células superan el 24 %. En el caso específico de obleas PERC, muchas plantas han adoptado estrategias híbridas: comienzan con un primer paso contundente y luego aplican pasos posteriores más suaves para la limpieza. Estas combinaciones suelen alcanzar rendimientos del orden del 96 %, procesando aproximadamente siete obleas por minuto. En última instancia, cualquier profesional que optimice su proceso de fabricación debe centrarse intensamente en prevenir los problemas de recombinación en los bordes, ya que incluso pequeñas pérdidas en esta zona se traducen directamente en caídas de eficiencia. Tan solo un 1 % menos de aislación equivale a una disminución aproximada del 0,3 % en el rendimiento global, algo que ningún fabricante desea ver reflejado en sus resultados finales.
Validación y medición de los parámetros de ranurado láser en módulos fotovoltaicos en producción de alto rendimiento
Comparación de metrología en línea: tomografía de coherencia óptica (OCT) frente a microscopía confocal para una incertidumbre de profundidad de ranura de <±50 nm
Obtener mediciones de profundidad por debajo de 50 nanómetros en producción en masa requiere actualmente una tecnología de medición en línea realmente avanzada. La tomografía de coherencia óptica (OCT, por sus siglas en inglés) funciona bastante bien en este contexto, ofreciendo capacidades rápidas de imagen tridimensional sin contacto, capaces de procesar aproximadamente 200 obleas por hora. Esto la convierte en una opción adecuada para las líneas de producción de células PERC y TOPCon de alto volumen que vemos hoy en día prácticamente en todas partes. El funcionamiento de la OCT mediante patrones de interferencia le permite detectar esos mínimos cambios de profundidad hasta escalas del orden de los micrómetros, aunque comienza a tener dificultades al tratar paredes muy empinadas con ángulos superiores a 80 grados. Por otro lado, la microscopía confocal adopta un enfoque distinto, utilizando láseres filtrados mediante diafragmas para escanear superficies. Este método ofrece, de hecho, una mejor resolución vertical, verificada en ±20 nanómetros, lo cual resulta especialmente útil para formas de ranuras complejas. Sin embargo, no es tan rápido: reduce la velocidad de producción aproximadamente un 30 %, pero la mayor precisión obtenida compensa esta desventaja. Los sistemas confocales detectan esas molestas microgrietas y los residuos de material ablatado que podrían causar problemas posteriores en las capas de pasivación de silicio. Cuando los fabricantes deben equilibrar la velocidad de proceso con el nivel de precisión requerido, la OCT suele ser la opción más adecuada para características poco profundas, con menos de 3 micrómetros de profundidad. No obstante, para estructuras más profundas en diseños TOPCon, donde el daño térmico constituye una preocupación importante, la mayoría de los ingenieros experimentados optan preferentemente por la microscopía confocal.
Preguntas frecuentes
¿Cuál es la principal diferencia entre las tecnologías de células PERC y TOPCon?
Las células PERC utilizan una estructura de campo superficial trasero de aluminio (Al-BSF), mientras que las células TOPCon incorporan una capa más compleja que incluye silicio policristalino (poly-Si) y óxido túnel, lo que permite umbrales de ablación más altos, pero también añade complejidad al proceso.
¿Por qué es importante el ranurado por láser en la producción de células fotovoltaicas?
El ranurado por láser es fundamental para el corte preciso de capas en la fabricación de células solares, ya que afecta la eficiencia, la calidad del borde y el riesgo de recombinación, influyendo así en el rendimiento general de las células.
¿Cómo afecta la duración del pulso al proceso de ranurado?
La duración del pulso desempeña un papel significativo en el control de las zonas afectadas térmicamente y de la uniformidad de la profundidad. Los pulsos más cortos minimizan la disipación térmica, aunque requieren una mayor densidad de fluencia para lograr una ablación efectiva; por su parte, los pulsos más largos pueden provocar una acumulación excesiva de calor, dañando capas delicadas.
¿Qué ventajas ofrecen las técnicas de ranurado en múltiples pasos?
Las técnicas de ranura de múltiples pasos extienden la aplicación de energía, disminuyen las temperaturas máximas y mejoran la estabilidad del aislamiento de los bordes. Sin embargo, reducen la velocidad de producción, lo que requiere un análisis de costes y beneficios para determinar la viabilidad financiera.
¿Cómo se utilizan la TCO y la microscopía confocal en la medición de la línea de producción?
OCT proporciona imágenes 3D rápidas y sin contacto para características poco profundas, adecuadas para configuraciones de alto rendimiento. La microscopia confocal ofrece una mayor resolución para formas complejas y detecta microcracks, aunque a un ritmo más lento, beneficioso para la inspección detallada en estructuras de capas complejas.
Índice
- Diferencias fundamentales en los parámetros de ranurado láser fotovoltaico entre las arquitecturas PERC y TOPCon
- Definición de la ventana del proceso robusto de ranurado láser fotovoltaico
- Validación y medición de los parámetros de ranurado láser en módulos fotovoltaicos en producción de alto rendimiento
-
Preguntas frecuentes
- ¿Cuál es la principal diferencia entre las tecnologías de células PERC y TOPCon?
- ¿Por qué es importante el ranurado por láser en la producción de células fotovoltaicas?
- ¿Cómo afecta la duración del pulso al proceso de ranurado?
- ¿Qué ventajas ofrecen las técnicas de ranurado en múltiples pasos?
- ¿Cómo se utilizan la TCO y la microscopía confocal en la medición de la línea de producción?