




¿Por qué la variabilidad de la tasa de defectos en soldadura láser médica exige un control predictivo?
Escrutinio de la FDA y riesgo clínico: cómo los defectos de soldadura en marcapasos, catéteres y sensores provocan no conformidades de Clase II/III
Cuando existen variaciones en los defectos durante la soldadura láser médica, las consecuencias pueden ser literalmente mortales para los dispositivos implantables. Dispositivos como marcapasos, catéteres y biosensores requieren sellos completamente estancos para evitar que los fluidos penetren en su interior o causen problemas eléctricos. Incluso los defectos mínimos tienen una gran importancia: pequeños orificios de menos de 50 micrómetros o grietas finas en el material pueden comprometer por completo el funcionamiento de estos dispositivos. Este tipo de defectos se convierte rápidamente en problemas graves según los criterios de la FDA, clasificándose como no conformidades de Clase II o III, lo que implica riesgos reales para la salud de las personas. Según datos clínicos reales, aproximadamente el 17 % de todos los retiros voluntarios de dispositivos cardíacos se deben a soldaduras fallidas, lo que conlleva desde la reparación de productos ya en uso hasta su retirada total del mercado. Tomemos como ejemplo los marcapasos: una sola soldadura defectuosa podría interrumpir el funcionamiento adecuado de esas señales de estimulación críticas, poniendo directamente en peligro vidas humanas. Por ello, predecir las tasas de defectos antes del inicio de la producción resulta lógico desde el punto de vista del control de calidad. Esto transforma el enfoque, pasando de simplemente corregir los problemas una vez que ocurren a prevenirlos efectivamente desde el principio, lo que, en última instancia, protege la seguridad del paciente.
Coste de la inestabilidad: desechos, retrabajos y retrasos en auditorías vinculados a fluctuaciones no modeladas en la tasa de defectos
Las fluctuaciones impredecibles en la tasa de defectos generan tres capas de desperdicio operativo:
- Desechos de material : rechazo de lotes enteros de carcasas de titanio o componentes de electrodos de platino
- Cascadas de retrabajo : la reparación manual de soldaduras defectuosas consume el triple de horas de mano de obra que el montaje inicial
- Bloqueo regulatorio : las investigaciones imprevistas de no conformidades retrasan las aprobaciones de la FDA bajo el régimen 510(k) entre 6 y 12 semanas
Estas inestabilidades suponen un coste anual de 740 000 USD por línea de producción para los fabricantes, en pérdidas evitables (MedTech Insights, 2023). Cuando la tasa de defectos aumenta de forma inesperada, la preparación para auditorías colapsa: los equipos de calidad desvían recursos de la optimización de procesos hacia el análisis de causas raíz. Este ciclo reactivo erosiona los márgenes de beneficio entre un 14 % y un 22 % en segmentos de alta precisión, como los implantes de neuromodulación.
Los 8 factores controlables que impulsan la variabilidad de la tasa de defectos en la soldadura láser médica
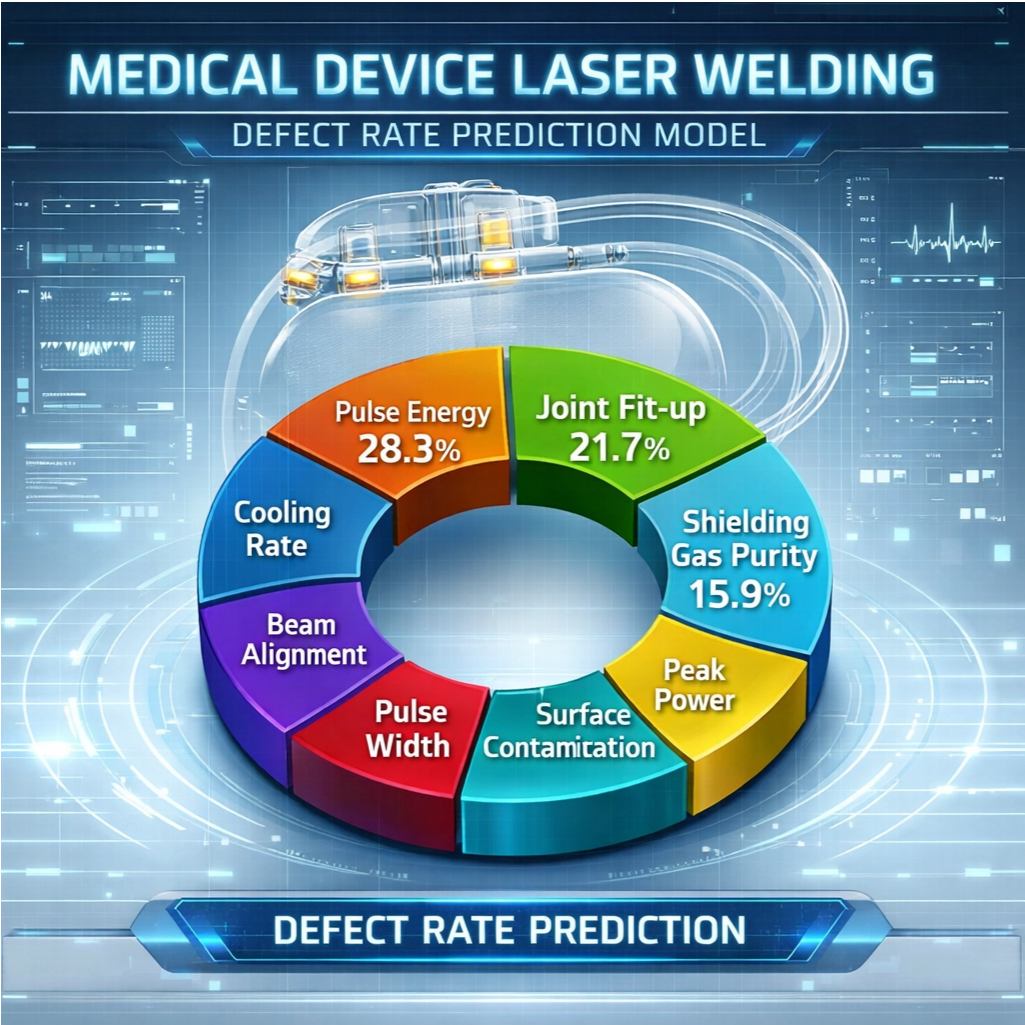
Jerarquía ponderada por SHAP: Energía de pulso (28,3 %), ajuste de las piezas a unir (21,7 %), pureza del gas de protección (15,9 %) — validado en 12 470 uniones soldadas
El análisis de más de 12 000 soldaduras en dispositivos médicos revela claramente un patrón en los factores que causan defectos. La energía de pulso destaca como un factor clave, responsable de aproximadamente el 28 % de la variabilidad en las tasas de defectos, ya que genera piscinas de fusión inconsistentes durante la soldadura. A continuación figura el ajuste de las piezas a unir, que representa alrededor del 21 % de los problemas cuando las holguras entre las piezas no son lo suficientemente uniformes para lograr una fusión adecuada. En tercer lugar se encuentra la pureza del gas de protección, con aproximadamente el 16 % de los defectos vinculados a impurezas superiores a los 50 ppm. Lo que otorga valor a este análisis es que se basa en datos reales de producción procedentes de fábricas, y no únicamente en modelos teóricos. Los fabricantes pueden utilizar estos hallazgos para introducir cambios específicos en sus procesos que reduzcan efectivamente las tasas de defectos, en lugar de especular sobre qué podría funcionar.
Umbrales empíricos de sensibilidad: Por qué la potencia máxima y el alineamiento del haz prevalecen sobre la anchura de pulso en entornos de producción conforme a la norma ISO 13485
Las instalaciones certificadas conforme a la norma ISO 13485 experimentan un aumento drástico de los defectos cuando las variaciones de la potencia máxima superan el ±2,5 %, lo que hace que dichas fluctuaciones sean aproximadamente un 37 % más problemáticas que los problemas relacionados con la anchura de pulso. La necesidad de tolerancias tan reducidas queda clara al fabricar implantes cardíacos, ya que es efectivamente la intensidad de la energía aplicada, y no su duración, lo que determina si las soldaduras mantienen su integridad adecuadamente. Para los fabricantes que trabajan con estos componentes críticos, resulta mucho más sensato invertir en sistemas que supervisen los niveles de potencia en tiempo real y mantengan la calibración óptica, que dedicar horas a ajustar los parámetros de modulación de pulso.
Reponderación de factores dependientes del contexto: La contaminación superficial disminuye a un peso inferior al 5 % bajo láser Nd:YAG con protección de nitrógeno, lo que modifica las suposiciones sobre la causa raíz
Al utilizar sistemas láser Nd:YAG con protección de nitrógeno, la influencia de la contaminación superficial en la aparición de defectos desciende por debajo del 5 %. El purgado de nitrógeno, que fluye a aproximadamente 15 litros por minuto, evita prácticamente la oxidación en el punto de soldadura. Este hallazgo cuestiona profundamente nuestras anteriores concepciones sobre las causas de fallo, ya que los análisis tradicionales atribuían entre el 18 % y el 22 % de todos los defectos a la acumulación de residuos. Ahora los equipos de fabricación deben revisar y ajustar sus procedimientos de limpieza y sus controles de calidad según los factores ambientales específicos. Deben identificar ese punto óptimo en el que las medidas de control resultan eficaces sin llegar a ser excesivas en distintos entornos productivos.
Del modelo a la fabricación: Implementación del marco para la tasa de defectos en soldadura láser médica
Validación en el mundo real: reducción de la tasa de defectos del 3,8 % al 0,92 % en 89 000 soldaduras de dispositivos cardiovasculares mediante el ajuste en tiempo real de los parámetros
La fiabilidad de la modelización predictiva ha alcanzado estándares clínicos en la fabricación de dispositivos médicos. Cuando los fabricantes de implantes cardiovasculares comenzaron a utilizar ajustes en tiempo real de los parámetros, observaron una reducción drástica de sus tasas de defectos de soldadura, pasando de aproximadamente un 3,8 % a tan solo un 0,92 %. Esto representa una mejora del 76 % aproximadamente en casi 90 000 unidades producidas. Al supervisar constantemente esos cambios complejos de energía de pulso y permitir que los sistemas automatizados compensen sobre la marcha, las fábricas ya no necesitan esperar a correcciones manuales. ¿El resultado? Una integridad mucho mayor de las uniones en componentes como las cajas de marcapasos y los lúmenes de catéteres. Estos sistemas de bucle cerrado evitan alrededor de 3 200 dispositivos defectuosos cada mes en cada línea de producción. Esto supone importantes ahorros en materiales descartados y una menor exposición a riesgos durante las auditorías, todo ello sin dejar de cumplir los rigurosos requisitos reglamentarios que deben seguir los fabricantes de dispositivos médicos.
Garantizar la calidad ante el futuro: integración de modelos predictivos de tasa de defectos en soldadura láser médica en flujos de trabajo validados
Hoja de ruta operativa: ponderación fuera de línea – supervisión integrada con SPC – retroalimentación en bucle cerrado a los controladores láser
La implementación de modelos predictivos de tasas de defectos generalmente implica tres etapas principales. La primera consiste en determinar, mediante un análisis de ponderación fuera de línea, qué factores son los más relevantes. Aspectos como los niveles de energía de los pulsos o el grado de pureza del gas protector se clasifican según registros previos de soldadura. A continuación, sigue la fase de monitoreo, en la que los sistemas registran los valores reales de producción junto con las predicciones del modelo. Cualquier diferencia significativa se detecta temprano, lo que evita que los problemas se agraven más allá de los límites aceptables. Cuando algo parece anómalo, el sistema entra en acción aplicando correcciones automáticas en los parámetros del láser, como ajustar la duración de cada pulso o modificar el punto de enfoque del láser durante la operación. Pruebas reales realizadas con implantes cardiovasculares han demostrado que estas correcciones instantáneas reducen los desechos de material aproximadamente en dos tercios. Lo que antes eran controles de calidad reactivos se ha convertido ahora en una mejora proactiva del sistema, y la calidad de las soldaduras mejora constantemente gracias al análisis continuo de datos a lo largo de los procesos de fabricación.
Tendencias de adopción: el 41 % de las líneas de soldadura por láser certificadas conforme a la norma ISO 13485 incorporan actualmente predicción de tasas de defectos impulsada por aprendizaje automático (Encuesta sobre calidad en tecnología médica 2024)
La prevención de defectos impulsada por el aprendizaje automático se está convirtiendo rápidamente en la norma en la fabricación de dispositivos médicos. Según la última Encuesta sobre Calidad en el Sector MedTech de 2024, aproximadamente el 41 % de las líneas de soldadura láser certificadas bajo la norma ISO 13485 ya incorporan modelos predictivos. Las empresas que adoptaron tempranamente esta tendencia han reducido sus procesos de auditoría de la FDA en torno al 22 %, gracias principalmente a una mayor visibilidad a lo largo de sus cadenas de producción. Con los organismos reguladores elevando constantemente los requisitos y los médicos exigiendo una mayor responsabilidad sobre los resultados, integrar análisis predictivos en procedimientos oficialmente validados ya no es simplemente una ventaja adicional: es prácticamente un requisito indispensable para que las empresas puedan seguir operando. El verdadero valor de esta solución va mucho más allá del mero aumento de las tasas de producción. Cuando estos modelos funcionan correctamente, realmente mejoran la seguridad de los pacientes, ayudan a mantener una buena relación con los responsables de cumplimiento normativo y garantizan que los productos sigan siendo viables en el mercado durante años.
Sección de Preguntas Frecuentes
¿Por qué es esencial el control predictivo en la soldadura láser médica?
El control predictivo es fundamental porque permite a los fabricantes identificar y prevenir defectos antes de que ocurran, mejorando así la seguridad del paciente y reduciendo las retiradas de productos.
¿Cuáles son los principales factores que contribuyen a los defectos de soldadura?
La energía del pulso, el ajuste de la junta y la pureza del gas de protección son los principales factores, siendo la energía del pulso el que tiene el impacto más significativo en las tasas de defectos.
¿Cómo afecta el aprendizaje automático a la predicción de defectos?
El aprendizaje automático mejora la predicción de defectos al analizar los datos de producción para anticipar y mitigar problemas, lo que incrementa la eficiencia de las auditorías y la seguridad del producto.
Índice
- ¿Por qué la variabilidad de la tasa de defectos en soldadura láser médica exige un control predictivo?
-
Los 8 factores controlables que impulsan la variabilidad de la tasa de defectos en la soldadura láser médica
- Jerarquía ponderada por SHAP: Energía de pulso (28,3 %), ajuste de las piezas a unir (21,7 %), pureza del gas de protección (15,9 %) — validado en 12 470 uniones soldadas
- Umbrales empíricos de sensibilidad: Por qué la potencia máxima y el alineamiento del haz prevalecen sobre la anchura de pulso en entornos de producción conforme a la norma ISO 13485
- Reponderación de factores dependientes del contexto: La contaminación superficial disminuye a un peso inferior al 5 % bajo láser Nd:YAG con protección de nitrógeno, lo que modifica las suposiciones sobre la causa raíz
- Del modelo a la fabricación: Implementación del marco para la tasa de defectos en soldadura láser médica
-
Garantizar la calidad ante el futuro: integración de modelos predictivos de tasa de defectos en soldadura láser médica en flujos de trabajo validados
- Hoja de ruta operativa: ponderación fuera de línea – supervisión integrada con SPC – retroalimentación en bucle cerrado a los controladores láser
- Tendencias de adopción: el 41 % de las líneas de soldadura por láser certificadas conforme a la norma ISO 13485 incorporan actualmente predicción de tasas de defectos impulsada por aprendizaje automático (Encuesta sobre calidad en tecnología médica 2024)
- Sección de Preguntas Frecuentes