




PERC ve TOPCon Mimarileri Arasında PV Lazer Oluklama Parametrelerindeki Temel Farklar
Al-BSF ile Poli-Si Pasivasyon Yığınları Arasındaki Isıl ve Ablasyon Eşiği Değişimleri
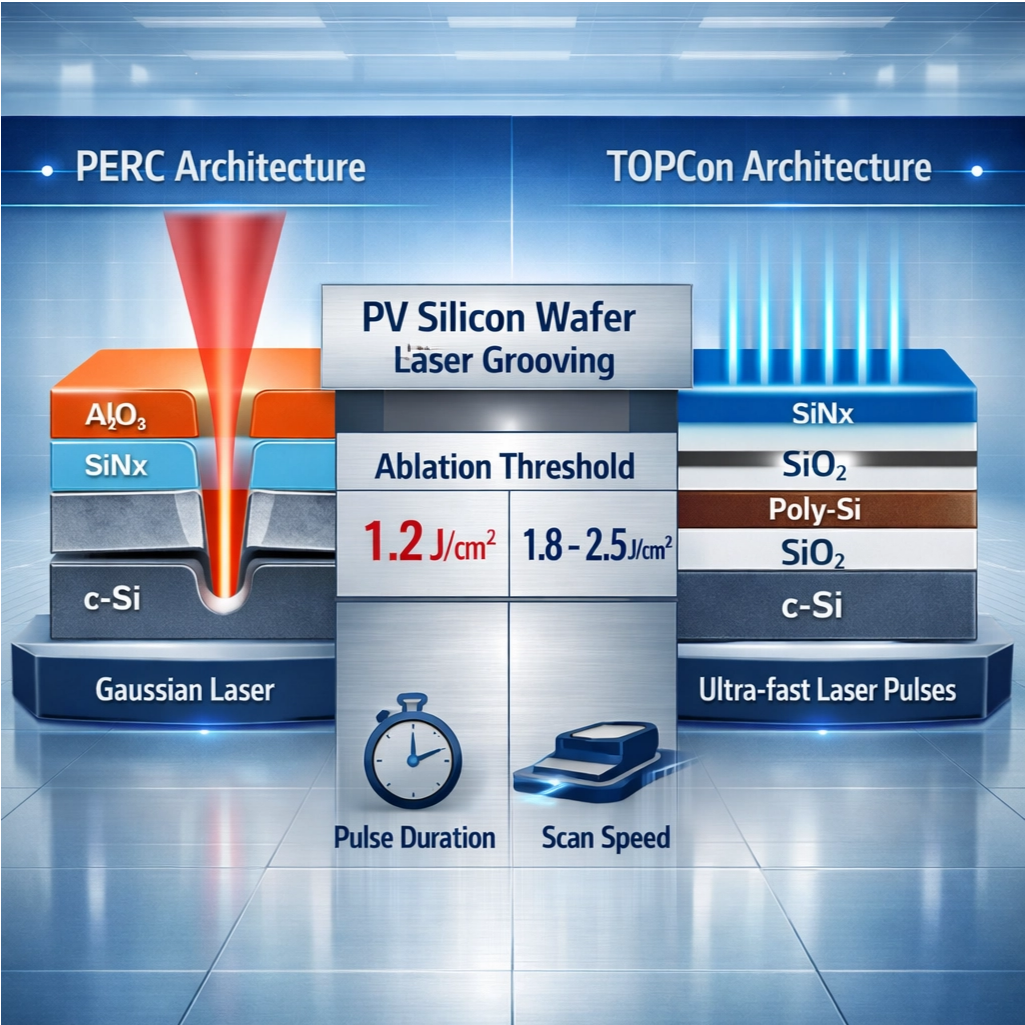
PERC hücrelerinde, oldukça düzgün bir arka yüzey temas yapısıyla donatılmış alüminyum arka yüzey alanı (Al-BSF) adı verilen bir yapı bulunur. Bu yapı, lazerlerin malzeme üzerinde kullanılması durumunda genellikle yaklaşık 1,2 J/cm² civarında bir ablasyon eşiğiyle öngörülebilir etkileşimlere olanak tanır. Ancak TOPCon teknolojisiyle durum değişir. Tünel oksit katmanının polikristalin silisyum (poly-Si) ile birleşimi, katmanlar boyunca termal iletkenliklerin değiştiği çok daha karmaşık bir durum yaratır. Poly-Si’nin ısıyı daha iyi yönetmesi nedeniyle ablasyon eşikleri 1,8–2,5 J/cm² aralığına kadar yükselir. Burada uygulanan enerjinin doğru miktarının belirlenmesi büyük önem taşır. Aşırı yüksek güç bu poly-Si katmanlarında çatlaklara neden olurken, yetersiz enerji istenmeyen oksit kalıntısı bırakır. Standart PERC hücrelerde ise yaklaşık 1,5 J/cm² değerinin üzerine çıkılması, alüminyum sıçramaları ve elektriksel kısa devre sorunları gibi problemlere yol açabilir.
Katman Yığını Karmaşıklığının Oluk Kenarı Kalitesi ve Rekombinasyon Riski Üzerindeki Etkisi
TOPCon teknolojisinin karmaşık beş katmanlı yapısı (c-Si üzerine SiNx, ardından SiO2, poli-Si ve tekrar bir SiO2 katmanı) ile PERC teknolojisinde kullanılan daha basit üç katmanlı yapı (Al2O3/SiNx/c-Si) karşılaştırıldığında, oluk açma işlemi sırasında kenar rekombinasyon riskini önemli ölçüde artırır. İşleme sırasında termal enerji bu poli-Si katmanları boyunca eşit dağılmadığında, oluk kenarlarının yaklaşık 3 ila 5 mikrometre dışına küçük çatlaklar oluşur. Bu kusurlar, yüzey rekombinasyon oranlarını PERC hücrelerinde gözlenen değerden yaklaşık %40 oranında artırır. Bu sorunu gidermek için üreticiler, ısı hasarını yerel düzeyde tutabilmek amacıyla 10 pikosaniyeden daha kısa süren son derece hızlı lazer darbelerine ihtiyaç duyar. PERC teknolojisinde ise tamamen farklı bir sorun ortaya çıkar: Olukların kesim açısı 70 derecenin üzerine çıktığında, metal kaplamada boşluklar oluşmaya eğilimlidir; bu da hücre verimini yaklaşık %0,8 oranında düşürür. Bu durum, güneş paneli üreticilerinin çalıştıkları özel hücre mimarisine göre lazer oluk açma tekniklerini uyarlamaları gerektiğini gösterir. TOPCon genellikle termal gerilmeleri daha iyi yönetebilmek için zaman içinde yayılmış çoklu lazer darbeleriyle en iyi sonuçları verirken, PERC hücreleri genellikle Gauss şeklindeki lazer ışınlarıyla işlendiğinde daha pürüzsüz kenarlar üretir.
Dayanıklı PV Lazer Oluk Açma İşlem Penceresinin Tanımlanması
Kritik Parametreler Arasındaki Denge: Derinlik Düzgünlüğü (±0,3 μm) İçin Darbe Süresi, Akı Yoğunluğu ve Tarama Hızı
±0,3 μm içinde derinlik düzgünlüğü elde etmek, darbe süresi, enerji yoğunluğu (fluence) seviyeleri ve malzeme üzerinde hareket hızımız arasında doğru dengeyi bulmaya büyük ölçüde bağlıdır. 10 ila 50 nanosaniye aralığındaki daha kısa darbelerle çalışırken ısı etkilenen bölgeler daha küçülür; ancak uygun aşındırma (ablation) sonuçları elde edebilmek için enerji yoğunluğunu yaklaşık 2 ila 5 joule/santimetrekare aralığına çıkarmamız gerekir. Bunun aksine, daha uzun darbeler enerjiyi daha iyi aktarır; ancak aşırı ısınmaya neden olarak hassas pasivasyon katmanlarını zararlandırabilir. Tarama hızı da seçtiğimiz enerji yoğunluğu ayarlarına çok yakın şekilde uyumlu olmalıdır. Saniyede 5 metreden fazla tarama hızı genellikle konik (daralan) oluklar oluştururken, saniyede 2 m/sn’den düşük hızlar çoğu zaman malzemede sinir bozucu mikroçatlakların oluşmasına yol açar. Çoğu üretici günlük operasyonlarında, enerji yoğunluğunu yaklaşık 0,5 J/cm² artırarak derinlik kontrolünü kaybetmeden tarama hızını yaklaşık %15 oranında artırabildiğini gözlemlemiştir. Dikkat edilmesi gereken bir diğer nokta, darbe alanlarının uzamsal örtüşüm oranını %30’un altına tutmaktır; bu, ısı birikimi sorunlarından kaçınmamızı sağlar. Bu durum, PERC ile TOPCon teknolojilerini kıyasladığımızda büyük fark yaratır; çünkü poli-Si katmanların aşındırmaya başlamadan önce gerekli enerji miktarı, geleneksel Al-BSF yapılarına kıyasla yaklaşık %40 daha fazladır.
Tek Geçişli vs Çok Geçişli Oluk Oluşturma: Verim, İşlem Hızı ve Kenar İzolasyonu Kararlılığı Arasındaki Denge
| Parametre | Tek Geçişli | Çok Geçişli |
|---|---|---|
| Geçiş Kapasitesi | Yüksek (8–12 wafers/dakika) | Orta düzey (4–6 wafers/dakika) |
| Kenar İzolasyonu | ±15% kaçak akım değişimi | ±5% kaçak kararlılığı |
| Verim Etkisi | artık malzeme nedeniyle %3–5 daha düşük | %98'den fazla, kontrollü yeniden birikim ile |
| Isı Yönetimi | >1 kW güçte zorlanır | Enerji aşamalandırmasıyla optimize edilir |
Tek geçişli oluk açma teknikleri kullanıldığında üreticiler maksimum verimliliğe ulaşır ancak düzensiz kenarlar ve silikon artıklarının birikimi gibi sorunlarla karşılaşır. Bu durum, TOPCon’un karmaşık poli-Si/SiOx katman yapılarıyla çalışanlar için özellikle sorun yaratır. Çoklu geçiş yöntemiyle işlem yapmak bu sorunlara oldukça iyi bir çözüm sunar çünkü enerji uygulamasını birkaç adıma yayarak dağıtır. Bu yaklaşım, kenar izolasyonlarının çok daha kararlı hale gelmesini sağlarken tepe sıcaklıkları yaklaşık 60 °C düşürür. Bununla birlikte dikkat edilmesi gereken önemli bir nokta vardır: üretim hızında yaklaşık %50’lik bir kayıp yaşanması nedeniyle şirketlerin geçiş öncesinde ciddi maliyet-fayda analizleri yapmaları gerekir. Geçen yıl yapılan araştırmalar, çoklu geçiş yöntemlerinin yalnızca hücre verimliliği %24’ü aşarsa mali olarak anlamlı hale geldiğini göstermiştir. Özellikle PERC kalınlıkları için birçok tesis, güçlü bir başlangıç geçişi ile başlayıp ardından daha yumuşak temizleme geçişleriyle devam eden hibrit stratejiler benimsemiştir. Bu kombinasyonlar genellikle dakikada yaklaşık yedi kalınlık işleyerek %96 oranında verim elde eder. Sonuç olarak üretim sürecini optimize eden herkes, kenar rekombinasyonu sorunlarını önlemeye yoğunlaşmalıdır; çünkü buradaki küçük kayıplar doğrudan verim düşüşüne dönüşür. Sadece %1’lik bir izolasyon kaybı, toplam performansı yaklaşık %0,3 oranında düşürür; bu da hiçbir üreticinin mali sonuçlarında görmek istemediği bir durumdur.
Yüksek Verimli Üretimde PV Lazer Oluk Açma Parametrelerinin Doğrulanması ve Ölçülmesi
Satır İçi Metroloji Karşılaştırması: ±50 nm’lik Oluk Derinliği Belirsizliği İçin OCT ile Konfokal Mikroskopi
50 nanometreden daha derin ölçüm değerleri, günümüzde seri üretim ortamında ciddi düzeyde çevrimiçi ölçüm teknolojisi gerektirir. Optik Koherens Tomografisi (OCT), bu alanda oldukça iyi performans gösterir ve saatte yaklaşık 200 wafere kadar işleyebilen, hızlı ve temassız 3B görüntüleme yeteneği sunar. Bu nedenle, günümüzde yaygın olarak görülen yüksek hacimli PERC ve TOPCon üretim hatları için oldukça uygun bir çözümdür. OCT, girişim desenleriyle çalıştığından, mikron seviyesine kadar küçük derinlik değişimlerini tespit edebilir; ancak duvar eğimleri 80 dereceden fazla olduğunda performansı düşmeye başlar. Diğer yandan konfokal mikroskopi, yüzeyleri taramak için delikli filtreli lazerler kullanan farklı bir yaklaşımdır. Bu yöntem, özellikle karmaşık oluk şekilleri için doğrulanmış ±20 nanometre dikey çözünürlük sağlayarak daha üstün dikey çözünürlük sunar. Ancak bu yöntem daha yavaştır ve üretim hızını yaklaşık %30 oranında azaltır; ancak kazandığı detay seviyesi bu yavaşlığı telafi eder. Konfokal sistemler, silisyum pasivasyon katmanlarında ileride sorunlara neden olabilecek mikro çatlakları ve kalan ablasyon malzemesini tespit edebilir. Üreticiler, üretim hızı ile gerekli doğruluk arasında denge kurmak zorunda kaldıklarında OCT, 3 mikrometreden daha az derinliğe sahip hafif yapılar için genellikle tercih edilir. Ancak ısı hasarı büyük bir endişe kaynağı olan TOPCon tasarımındaki daha derin yapılar için çoğu tecrübeli mühendis, konfokal mikroskopiye yönelir.
SSS
PERC ve TOPCon hücre teknolojileri arasındaki temel fark nedir?
PERC hücreleri alüminyum arka yüzey alanı (Al-BSF) yapısı kullanırken, TOPCon hücreleri polikristalin silisyum (poly-Si) ve tünel oksit içeren daha karmaşık bir katman yapısını içerir; bu yapı daha yüksek ablasyon eşiklerine olanak tanır ancak süreçte aynı zamanda ekstra karmaşıklık da yaratır.
Lazer oluklama, fotovoltaik hücre üretiminde neden önemlidir?
Lazer oluklama, güneş hücresi üretimi sırasında katmanların hassas kesiminde kritik öneme sahiptir; bu işlem, verimliliği, kenar kalitesini ve yeniden birleşme riskini etkileyerek hücrelerin genel performansını belirler.
Darbe süresi oluklama sürecini nasıl etkiler?
Darbe süresi, ısı etkilenen bölgeleri ve derinlik düzgünlüğünü kontrol etmede önemli bir rol oynar. Daha kısa darbeler ısı dağılımını en aza indirirken, etkili ablasyon için daha yüksek fluens gerektirir; buna karşılık daha uzun darbeler aşırı ısı birikimine neden olabilir ve hassas katmanlara zarar verebilir.
Çoklu geçişli oluklama tekniklerinin sağladığı avantajlar nelerdir?
Çoklu geçiş oluklama teknikleri, enerji uygulamasını yayarak tepe sıcaklıklarını azaltır ve kenar izolasyon stabilitesini artırır. Ancak bu teknikler üretim hızını düşürür; bu nedenle mali uygunluk belirlenmek üzere maliyet-fayda analizi yapılması gerekir.
OCT ve konfokal mikroskopi, üretim hattı ölçümlerinde nasıl kullanılır?
OCT, yüksek verimli ortamlar için uygun olan, yüzeyel özellikler için hızlı, temassız 3B görüntüleme sağlar. Konfokal mikroskopi ise karmaşık şekiller için daha yüksek çözünürlük sunar ve mikroçatlakları tespit edebilir; ancak daha yavaş bir işleme hızına sahiptir ve karmaşık katman yapılarında ayrıntılı incelemeler için avantajlıdır.
İçindekiler
- PERC ve TOPCon Mimarileri Arasında PV Lazer Oluklama Parametrelerindeki Temel Farklar
- Dayanıklı PV Lazer Oluk Açma İşlem Penceresinin Tanımlanması
- Yüksek Verimli Üretimde PV Lazer Oluk Açma Parametrelerinin Doğrulanması ve Ölçülmesi
-
SSS
- PERC ve TOPCon hücre teknolojileri arasındaki temel fark nedir?
- Lazer oluklama, fotovoltaik hücre üretiminde neden önemlidir?
- Darbe süresi oluklama sürecini nasıl etkiler?
- Çoklu geçişli oluklama tekniklerinin sağladığı avantajlar nelerdir?
- OCT ve konfokal mikroskopi, üretim hattı ölçümlerinde nasıl kullanılır?