




Neden Tıbbi Lazer Kaynağı Kusur Oranı Değişkenliği Öngörücü Kontrol Gerektiriyor?
FDA denetimi ve klinik risk: Pacemaker’lar, kateterler ve sensörlerdeki kaynak kusurları nasıl Class II/III uyumsuzluklara neden oluyor?
Tıbbi lazer kaynak sırasında kusurlarda değişiklikler olduğunda, bunun sonuçları implantlanabilir cihazlar için tam anlamıyla ölümcül olabilir. Kalp pili, kateter ve biyo-sensör gibi cihazlar, sıvıların içeri girmesini veya elektriksel sorunlara neden olmasını engellemek için tamamen su geçirmez contalara ihtiyaç duyar. Hatta en küçük kusurlar bile büyük önem taşır. 50 mikrometreden daha küçük delikler ya da malzemede ince çatlaklar bu cihazların işlevini tamamen bozabilir. Bu tür kusurlar, FDA standartlarına göre hızla ciddi sorunlara dönüşür ve Class II ya da Class III uygunluk dışı olarak sınıflandırılır; yani insan sağlığı için gerçek bir risk oluşturur. Gerçek klinik verilere bakıldığında, kalp cihazları için yapılan tüm geri çağırma işlemlerinin yaklaşık %17’si başarısız kaynaklardan kaynaklanmaktadır; bu durum, zaten kullanımda olan ürünlerin onarılmasından, tamamen raflardan kaldırılmasına kadar çeşitli sonuçlar doğurur. Örneğin kalp pillerini ele alalım: Tek bir kötü kaynak, hayati ritimleme sinyallerinin doğru çalışmasını engelleyebilir ve dolayısıyla doğrudan hayatları riske atabilir. Bu nedenle üretim başlamadan önce kusur oranlarını tahmin etmek, kalite kontrol açısından mantıklıdır. Böylece yaklaşım, sorunlar ortaya çıktıktan sonra onarıma dayalı bir sistemden, sorunları önceden önlemeye dayalı bir sisteme dönüşür; bu da sonucunda hasta güvenliğini korur.
Kararsızlığın maliyeti: Modelleme yapılmamış kusur oranı dalgalanmalarına bağlı hurda, yeniden işleme ve denetim gecikmeleri
Tahmin edilemez kusur oranı dalgalanmaları üç katmanlı operasyonel israf yaratır:
- Malzeme hurdası : Titanyum muhafazaların veya platin elektrot bileşenlerinin tam partilerinin reddedilmesi
- Yeniden işleme zincirleri : Kusurlu kaynakların manuel onarımı, ilk montaj için harcanan işçilik saatlerinin üç katını tüketir
- Düzenleyici tıkanıklık : Planlanmamış uygun olmayanlara ilişkin araştırmalar, FDA 510(k) onaylarını 6–12 hafta geciktirir
Bu kararsızlıklar, üreticilere üretim hattı başına yılda 740.000 ABD doları tutarında önlenilebilir kayıp maliyeti yükler (MedTech Insights 2023). Kusur oranları beklenmedik şekilde yükseldiğinde denetim hazırlığı çöker—kalite ekipleri süreç optimizasyonundan kaynaklanan kaynakları kök neden analizine yönlendirir. Bu tepkisel döngü, nöromodülasyon implantları gibi yüksek hassasiyetli segmentlerde kâr marjlarını %14–%22 oranında azaltır.
Tıbbi Lazer Kaynağı Kusur Oranı Değişkenliğini Sürükleyen 8 Kontrol Edilebilir Faktör
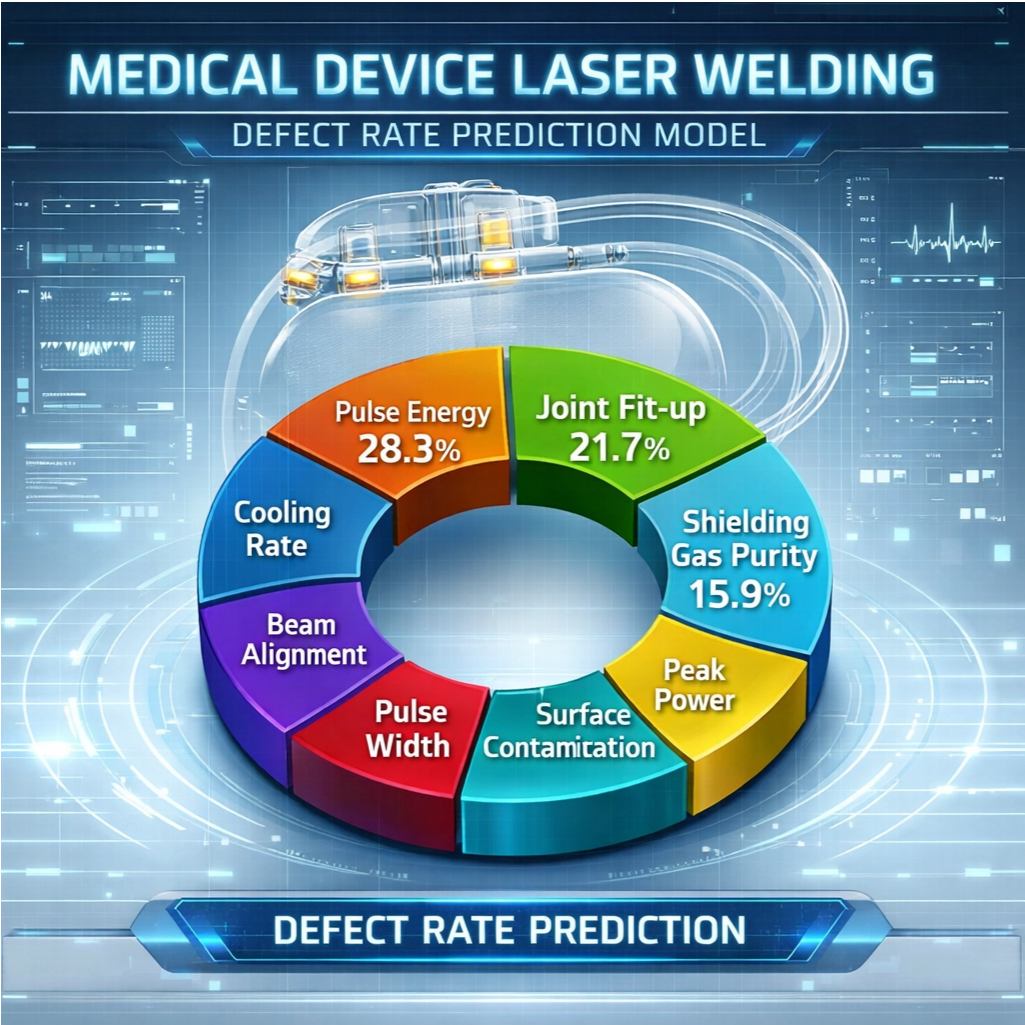
SHAP-ağırlıklı hiyerarşi: Darbe enerjisi (%28,3), birleştirme uyumu (%21,7), koruyucu gaz saflığı (%15,9) — 12.470 kaynak dikişi üzerinde doğrulanmıştır
12.000’den fazla tıbbi cihaz kaynağına bakıldığında, kusurlara neden olan faktörlerde kesinlikle bir örüntü olduğu görülür. Darbe enerjisi, kaynak sırasında tutarsız ergime havuzları oluşturmasından dolayı kusur oranlarındaki değişimin yaklaşık %28’inden sorumlu olmasından dolayı başlıca bir faktör olarak dikkat çeker. Listede ikinci sırada birleştirme uyumu sorunları gelir; parçalar arasındaki boşluklar uygun kaynaşmayı sağlayacak kadar tutarlı olmadığında bu sorunlar yaklaşık %21’lik problemlere neden olur. Üçüncü sırada koruyucu gaz saflığı yer alır; saflık düzeyinin 50 ppm’nin üzerindeki safsızlıklarla düşmesi, kusurların yaklaşık %16’sına yol açar. Bu analizin değerini artıran yönü, yalnızca teorik modeller değil, fabrikalardan alınan gerçek üretim verilerine dayanmasıdır. Üreticiler, bu bulguları, tahmin yürütmek yerine kusur oranlarını gerçekten azaltacak şekilde süreçlerinde belirli değişiklikler yapmak için kullanabilirler.
Ampirik duyarlılık eşikleri: Neden ISO 13485 üretim ortamlarında tepe gücü ve ışın hizalaması, darbe genişliğinden daha baskın hale gelir?
ISO 13485 standartlarına göre sertifikalandırılmış tesislerde, tepe gücünde %2,5’ten fazla bir artış ya da azalış durumunda kusurların sayısı önemli ölçüde artar; bu dalgalanmalar, darbe genişliğiyle ilgili sorunlara kıyasla yaklaşık %37 daha sorunlu hale gelir. Kalp implantları gibi kritik bileşenler üretilirken bu kadar küçük toleranslara duyulan ihtiyaç açıkça ortaya çıkar; çünkü kaynakların sağlam kalıp kalmamasını belirleyen, enerjinin uygulandığı sürenin değil, uygulanan enerji yoğunluğunun kendisidir. Bu kritik bileşenler üzerinde çalışan üreticiler için, darbe modülasyon ayarlarını saatlerce ayarlamak yerine, güç seviyelerini gerçek zamanlı olarak izleyen ve optik kalibrasyonu koruyan sistemlere yatırım yapmak çok daha mantıklı bir yaklaşımdır.
Bağlam bağlı faktör ağırlıklandırması: Azot korumalı Nd:YAG ile yüzey kontaminasyonu ağırlığı %5’in altına düşer — kök neden varsayımları gözden geçirilir
Azot korumalı Nd:YAG sistemleri kullanıldığında, yüzey kontaminasyonunun kusurlara neden olma rolü %5’in altına düşer. Dakikada yaklaşık 15 litre hızla akan azot purifi, kaynak noktasında oksidasyon oluşumunu temelde engeller. Bu bulgu, başarısızlıklarla ilgili eski varsayımlarımızı ciddi şekilde sarsar; çünkü geleneksel analizler, tüm kusurların %18’inden %22’sine kadarını kalıntılardan kaynaklanan birikimlere bağlamaktaydı. Şimdi üretim ekipleri, belirli çevresel faktörlere göre temizlik prosedürlerini ve kalite kontrol yöntemlerini yeniden gözden geçirmek zorundadır. Farklı üretim ortamlarında, kontrol önlemlerinin etkili çalıştığı ancak aşırıya kaçmadığı ‘altın noktayı’ bulmaları gerekir.
Modelden Üretim’e: Tıbbi Lazer Kaynağı Kusur Oranı Çerçevesinin Uygulanması
Gerçek dünya doğrulaması: Gerçek zamanlı parametre ayarı ile 89.000 kardiyovasküler cihaz kaynağı üzerinde %3,8 – %0,92 oranında kusur oranı azaltımı
Tahmine dayalı modelleme güvenilirliği, tıbbi cihaz üretimi alanında klinik sınıf standartlara ulaşmıştır. Kardiyovasküler implant üreticileri gerçek zamanlı parametre ayarlarını kullanmaya başladıklarında, kaynak hata oranlarının yaklaşık %3,8'den sadece %0,92'ye kadar dramatik bir düşüş yaşadığını gözlemlemişlerdir. Bu, neredeyse 90 bin üretim ünitesi üzerinde yaklaşık %76'lık bir iyileşmeye karşılık gelmektedir. Zorlu darbe enerjisi değişimlerini sürekli izleyerek ve otomatik sistemlerin bunları anında telafi etmesine izin vererek fabrikalar artık elle yapılan düzeltmeleri beklemek zorunda kalmamıştır. Sonuç? Kalp pili muhafazaları ve kateter lümenleri gibi ürünlerde çok daha üstün eklem bütünlüğü. Bu kapalı çevrim sistemleri, her üretim hattında aylık olarak yaklaşık 3.200 arızalı cihazın önüne geçmektedir. Bu durum, hurda malzeme maliyetlerinde büyük tasarruflara ve denetimler sırasında daha düşük risklere yol açarken aynı zamanda tıbbi cihaz üreticilerinin uymak zorunda olduğu sıkı düzenleyici gereksinimlerin karşılanmasını da sağlamaktadır.
Kalitenin Geleceğe Uygunluğu: Doğrulanmış İş Akışlarına Tahmine Dayalı Tıbbi Lazer Kaynak Hata Oranı Modellerinin Entegrasyonu
Operasyonel Yol Haritası: Çevrimdışı Ağırlıklandırma – SPC'ye Entegre İzleme – Lazer Denetleyicilere Kapalı Çevrim Geri Bildirimi
Tahminsel kusur oranı modellerinin uygulanması genellikle üç ana aşamadan oluşur. İlk adım, geçmiş kaynaklama kayıtlarına dayalı olarak darbe enerjisi seviyeleri veya koruyucu gazın saflığı gibi faktörlerin hangilerinin en çok etkilediğinin belirlenmesi için çevrimdışı ağırlık analizi yapılmasıdır. Ardından izleme aşaması gelir; bu aşamada sistemler, üretimde gerçekleşen gerçek sayıları modelin tahmin ettiği değerlerle birlikte izler. Belirgin farklar erken tespit edilerek sorunların kabul edilebilir sınırları aşmasına engel olunur. Bir şey yanlış görünürse sistem, lazer ayarlarında otomatik düzeltmeler başlatır; örneğin her darbenin süresini ayarlamak ya da lazerin işlem sırasında odaklandığı noktayı değiştirmek gibi işlemler yapılır. Kardiyovasküler implantlarla yapılan gerçek dünya testleri, bu anlık düzeltmelerin hurda malzeme miktarını yaklaşık üçte ikisi oranında azalttığını göstermiştir. Daha önce reaktif kalite kontrolleri olan süreç artık proaktif sistem iyileştirmesine dönüşmüştür; üretim süreçleri boyunca devam eden veri analizi sayesinde kaynak kalitesi sürekli olarak artmaktadır.
Benimsenme Eğilimleri: ISO 13485 Sertifikalı Lazer Kaynak Hatlarının %41’i Şimdi ML Tabanlı Kusur Oranı Tahmini Özelliğini Entegre Etmektedir (2024 MedTech Kalite Anketi)
Makine öğrenimiyle desteklenen kusur önleme, tıbbi cihaz üretimi alanında hızla yaygınlaşan bir standart haline gelmektedir. 2024 yılına ait en son MedTech Kalite Anketi’ne göre, ISO 13485 standartları kapsamında sertifikalandırılan lazer kaynak hatlarının yaklaşık %41’i zaten tahmine dayalı modelleri entegre etmiştir. Bu eğilime erken adapte olan şirketler, üretim zincirleri boyunca daha iyi görünürlük sayesinde FDA denetim süreçlerini yaklaşık %22 oranında hızlandırmışlardır. Düzenleyici kurumlar sürekli olarak kalite beklentilerini yükseltirken doktorlar da tedavi sonuçlarına ilişkin daha fazla hesap verebilirlik talep etmektedir; bu nedenle tahmine dayalı analitiği resmi olarak doğrulanmış prosedürlerle entegre etmek artık yalnızca bir avantaj değil, şirketlerin işlerini sürdürebilmeleri için neredeyse zorunlu hâle gelmiştir. Buradaki gerçek değer, üretim oranlarını artırmakla sınırlı değildir. Bu modeller doğru çalıştığında, hastaların güvenliğini artırır, uyumluluk yetkilileriyle iyi ilişkilerin sürdürülmesine yardımcı olur ve ürünlerin pazarda yıllarca geçerli kalmasını sağlar.
SSS Bölümü
Tahminsel kontrol, tıbbi lazer kaynaklamada neden hayati öneme sahiptir?
Tahminsel kontrol, üreticilerin kusurları oluşmadan önce tespit etmelerini ve önlemelerini sağladığı için hayati öneme sahiptir; bu da hasta güvenliğini artırır ve ürün geri çağırma oranlarını azaltır.
Kaynak kusurlarına yol açan temel faktörler nelerdir?
Darbe enerjisi, birleştirme uyumu ve koruyucu gaz saflığı ana faktörlerdir; bunlardan darbe enerjisinin kusur oranları üzerinde en büyük etkisi vardır.
Makine öğrenimi, kusur tahminini nasıl etkiler?
Makine öğrenimi, üretim verilerini analiz ederek sorunları öngörmeyi ve önlemini sağlayarak kusur tahminini geliştirir; bu da denetim verimliliğini ve ürün güvenliğini artırır.
İçindekiler
- Neden Tıbbi Lazer Kaynağı Kusur Oranı Değişkenliği Öngörücü Kontrol Gerektiriyor?
-
Tıbbi Lazer Kaynağı Kusur Oranı Değişkenliğini Sürükleyen 8 Kontrol Edilebilir Faktör
- SHAP-ağırlıklı hiyerarşi: Darbe enerjisi (%28,3), birleştirme uyumu (%21,7), koruyucu gaz saflığı (%15,9) — 12.470 kaynak dikişi üzerinde doğrulanmıştır
- Ampirik duyarlılık eşikleri: Neden ISO 13485 üretim ortamlarında tepe gücü ve ışın hizalaması, darbe genişliğinden daha baskın hale gelir?
- Bağlam bağlı faktör ağırlıklandırması: Azot korumalı Nd:YAG ile yüzey kontaminasyonu ağırlığı %5’in altına düşer — kök neden varsayımları gözden geçirilir
- Modelden Üretim’e: Tıbbi Lazer Kaynağı Kusur Oranı Çerçevesinin Uygulanması
-
Kalitenin Geleceğe Uygunluğu: Doğrulanmış İş Akışlarına Tahmine Dayalı Tıbbi Lazer Kaynak Hata Oranı Modellerinin Entegrasyonu
- Operasyonel Yol Haritası: Çevrimdışı Ağırlıklandırma – SPC'ye Entegre İzleme – Lazer Denetleyicilere Kapalı Çevrim Geri Bildirimi
- Benimsenme Eğilimleri: ISO 13485 Sertifikalı Lazer Kaynak Hatlarının %41’i Şimdi ML Tabanlı Kusur Oranı Tahmini Özelliğini Entegre Etmektedir (2024 MedTech Kalite Anketi)
- SSS Bölümü