




Etapa 1: Mapeie sua aplicação conforme os requisitos de potência do laser
Níveis de potência (1–50 W, 50–500 W, acima de 500 W) e sua adequação para gravação, corte, soldagem e manufatura aditiva
Lasers com baixa potência, entre 1 e 50 watts, funcionam melhor em tarefas detalhadas de gravação em materiais como madeira, acrílico e superfícies metálicas finas. Esses sistemas ajudam a evitar danos térmicos que podem deformar peças delicadas, tornando-os escolhas ideais para aplicações como marcação de joias ou gravação de placas de circuito impresso. Ao avançar para faixas de potência média, de aproximadamente 50 a 500 watts, é possível cortar metais com cerca de 10 mm de espessura e soldar diversos componentes utilizados na fabricação automotiva. Tais sistemas oferecem um bom equilíbrio entre velocidade e precisão, exigido na produção de lotes mistos de diferentes produtos. Para aplicações pesadas, lasers de alta potência, acima de 500 watts, conseguem cortar chapas de aço com mais de 25 mm de espessura e suportar operações industriais de impressão 3D. Manter níveis estáveis de energia durante esses processos garante a correta adesão entre camadas e resulta em peças acabadas densas. A relação entre potência do laser e produtividade é bastante direta: uma tarefa simples, como gravar acrílico, pode exigir apenas cerca de 10 watts, mas obter bordas limpas em aço inoxidável de 5 mm geralmente requer, no mínimo, 500 watts de potência.
Como o tipo de laser (fibra, CO₂, UV, ultrarrápido) afeta a gestão térmica, a velocidade e a compatibilidade com materiais em cada nível de potência
Quando se trata de processamento de metais na faixa de potência de 50 a 1.000 watts, os lasers de fibra estão realmente dominando o mercado, pois apresentam taxas de absorção em metais cerca de 30% superiores às dos lasers de CO₂ tradicionais. Isso faz uma grande diferença no que diz respeito à redução da carga de trabalho dos chillers e à obtenção de melhores resultados na conversão de energia elétrica em energia óptica. Por outro lado, os lasers de CO₂ ainda funcionam melhor para materiais como madeira, couro ou MDF, dentro de sua faixa de potência de 50 a 400 watts, embora necessitem de sistemas de refrigeração ativa para lidar com as perdas térmicas de 10 a 15% que ocorrem durante a operação. Para materiais sensíveis, como semicondutores e certos plásticos, os lasers UV, na faixa de 1 a 30 watts, oferecem um processo denominado ablação a frio, por meio de pulsos curtos na escala de nanosegundos, que cortam praticamente sem gerar calor. Em seguida, há os lasers ultrarrápidos, operando na faixa de 1 a 50 watts, com pulsos femtosegundos ou picosegundos. Esses equipamentos conseguem alcançar uma precisão incrível, na ordem de mícrons, ao fabricar peças minúsculas para dispositivos médicos, pois vaporizam o material antes que qualquer calor tenha tempo de se espalhar. A forma como diferentes materiais reagem depende fortemente das características do comprimento de onda. Tome-se, por exemplo, os polímeros: eles absorvem a luz UV cerca de cinco vezes mais rapidamente do que comprimentos de onda na região do infravermelho. E, de forma interessante, o cobre reflete aproximadamente 95% do feixe de laser de CO₂, mas acaba absorvendo cerca de 80% da energia proveniente de lasers de fibra — fato que explica por que a tecnologia a fibra tornou-se a escolha preferencial para trabalhar com metais altamente condutivos.
Etapa 2: Definir as Necessidades de Precisão conforme o Caso de Uso e a Classe de Tolerância
Resolvendo o tripé da precisão: precisão posicional, repetibilidade e resolução — com referências práticas para microusinagem, digitalização 3D e impressão 3D
A precisão em sistemas a laser depende de três métricas interdependentes: precisão Posicional (desvio em relação à posição comandada), repetibilidade (consistência ao longo de ciclos repetidos) e resolução (menor movimento incremental que o sistema é capaz de executar). Ajustar essas métricas às exigências da aplicação evita superespecificações onerosas ou falhas funcionais.
- A microusinagem de implantes médicos exige tolerâncias ISO 2768-f (precisão de ±5 µm) e resolução submicrométrica para fabricar canais microfluídicos ou características de stents.
- A digitalização 3D automotiva para controle de qualidade prioriza a repetibilidade (±2 µm) em vez da precisão absoluta, garantindo medições consistentes de desvio superficial ao longo de diferentes lotes de produção.
- A impressão 3D industrial em metal produz peças de qualidade aeroespacial com resolução de camada de 20–50 µm, mantendo precisão posicional de ±15 µm — suficiente para ajuste funcional e desempenho mecânico.
| Aplicação | Precisão Posicional | Repetibilidade | Resolução | Classe de Tolerância |
|---|---|---|---|---|
| Micromachineria | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (Fino) |
| Digitalização | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Médio) |
| impressão 3D | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (grosseira) |
Níveis de precisão incompatíveis geram custos ou riscos evitáveis: prototipagem artística de alta resolução exige apenas tolerâncias grosseiras, enquanto a litografia de semicondutores requer alinhamento da classe fina e estabilidade do feixe inferior a 100 nm. Selecione seu limiar de tolerância utilizando este quadro decisório para seleção de equipamentos a laser, alinhando capacidade à necessidade — e não à aspiração.
Etapa 3: Avalie o orçamento além do custo inicial — Alinhamento do custo total de propriedade (TCO) e do retorno sobre o investimento (ROI)
Decomposição do custo total de propriedade: consumíveis, manutenção, calibração, treinamento e tempo de inatividade em plataformas de scanner e de lasers de processamento
Ao analisar orçamentos para equipamentos a laser, é importante considerar o Custo Total de Propriedade (CTP), e não apenas o valor que aparece na fatura. Itens como consumíveis também fazem grande diferença. Estamos falando de lentes protetoras, ópticas de foco, diversos gases auxiliares, além de todos os tipos de componentes para entrega do feixe. Só esses itens representam cerca de 15 a 20% das despesas anuais. Em seguida, há os contratos de manutenção, que geralmente acrescentam mais 7 a 10% ao custo anual com base no valor original do equipamento. O que às vezes é negligenciado? Sistemas que não são devidamente calibrados tendem a perder cerca de 12% de precisão a cada trimestre quando as verificações regulares não são realizadas. E, francamente, as falhas inesperadas representam a maior surpresa em termos de despesas. Os lasers de processamento geram perdas de produtividade 18% maiores comparados aos sistemas de varredura, pois levam mais tempo para serem reparados e possuem tolerâncias muito mais estreitas quanto a erros. O treinamento também é fundamental. Operadores que não receberam instrução adequada cometem aproximadamente 30% mais erros nas operações diárias, segundo dados setoriais do ano passado.
Limites orientados por ROI: quando investir em potência superior ou tolerâncias mais rigorosas gera retorno mensurável (por exemplo, controle de qualidade automotivo versus prototipagem rápida)
Quando as empresas investem dinheiro, precisam ver resultados reais que possam mensurar. Tome como exemplo o controle de qualidade automotivo. Quando os fabricantes reduzem as tolerâncias posicionais para cerca de 0,01 mm, normalmente reduzem em aproximadamente 40% tanto os falsos positivos quanto os defeitos detectados no campo. Esse nível de precisão gera um retorno de cerca de duas vezes o investimento em até 18 meses, graças às economias obtidas com garantias e ao menor tempo gasto corrigindo erros. Para oficinas especializadas em prototipagem rápida, a atualização dos equipamentos gera retorno ainda mais rápido. A substituição por um laser de fibra de 500 W ou superior pode reduzir em quase metade o tempo de produção de peças metálicas. A maioria dessas oficinas recupera os custos do investimento em menos de um ano, pois os produtos são validados mais rapidamente e chegam ao mercado mais cedo. No entanto, o cálculo do ponto de equilíbrio torna-se mais complexo. Na maioria dos casos, montagens mecânicas não se beneficiam significativamente de tolerâncias inferiores a 0,05 mm. Além disso, em aplicações não metálicas, há pouca justificativa para investir em lasers com potência superior a 1 kW. Dados do mundo real indicam que acompanhar sistematicamente o custo total em comparação com o retorno sobre o investimento ajuda os fabricantes a economizar cerca de 35% nas despesas de capital em diversos setores industriais.
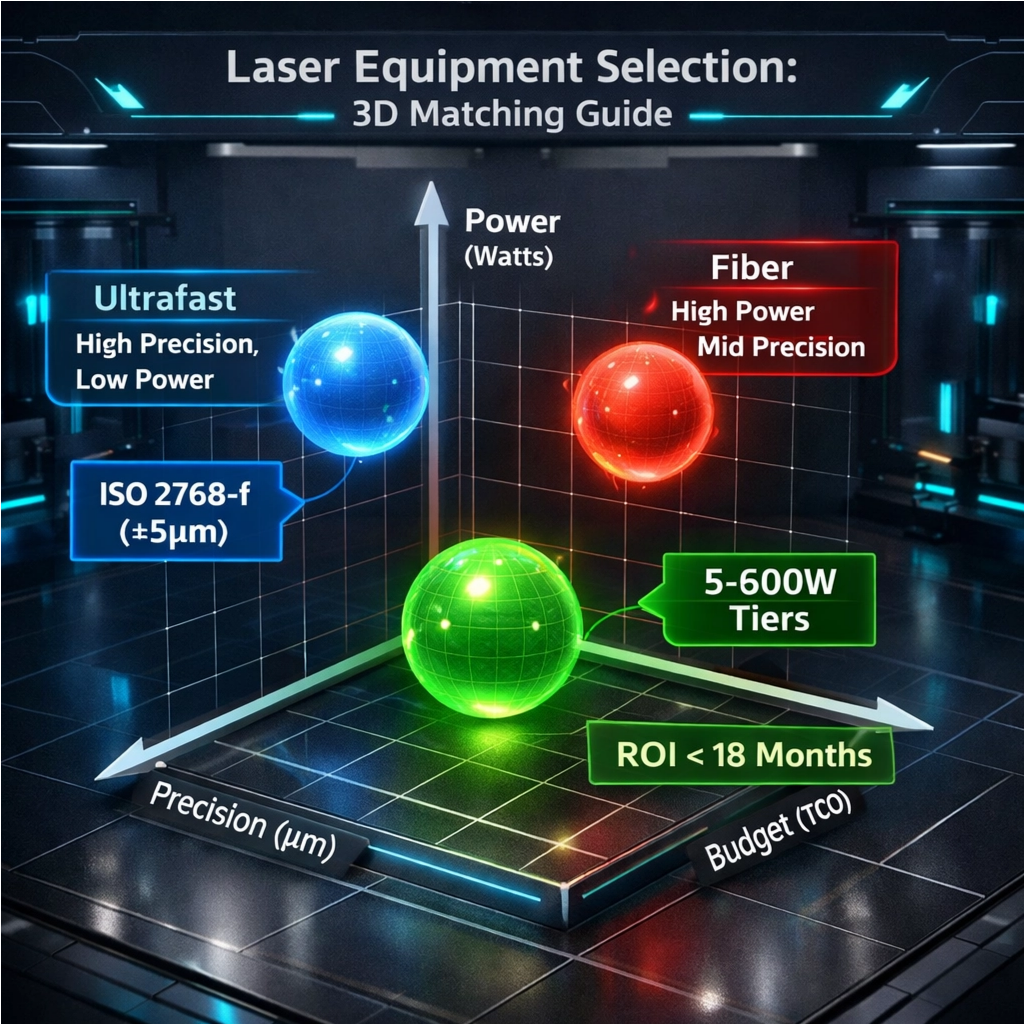
A Árvore de Decisão para Seleção de Equipamentos a Laser: Integrando Potência, Precisão e Orçamento
Escolher o equipamento a laser certo significa ir além das especificações listadas no papel e considerar como todos os componentes funcionam em conjunto. Uma boa abordagem leva em conta a potência necessária para a tarefa, o grau de precisão exigido nos cortes e o que se enquadra no orçamento disponível. A árvore de decisão que desenvolvemos reúne todos esses pontos importantes discutidos anteriormente. Ela ajuda a traçar um caminho claro para a frente, no qual as características técnicas realmente correspondem às necessidades operacionais diárias da empresa, sem extrapolar o orçamento. Quando as especificações técnicas se alinham com os requisitos do mundo real e com as restrições financeiras, é nesse momento que as empresas obtêm o maior valor de seu investimento.
As necessidades de potência dos equipamentos variam desde processadores minúsculos com menos de 50 watts até máquinas capazes de suportar múltiplos quilowatts para operações de corte. Essas especificações de potência definem, basicamente, quais materiais podem ser processados e quanta produção pode ser realizada em um determinado período de tempo. No caso de trabalhos de precisão, fatores como exatidão, consistência entre ciclos de operação e resolução de detalhes finos tornam-se extremamente importantes. Isso é particularmente relevante em aplicações que exigem a fabricação de peças em escala micrométrica, como dispositivos médicos ou componentes eletrônicos intrincados. A análise de custos não se limita apenas ao preço de aquisição do equipamento novo. A visão completa dos custos inclui também despesas contínuas: peças de reposição, frequência da manutenção necessária, contas de energia elétrica, possíveis interrupções na produção e até mesmo o nível de qualificação exigido dos operadores para o uso adequado da máquina.
O que torna este framework valioso é a forma como ele ajuda a identificar os melhores compromissos. Por exemplo, às vezes faz sentido obter mais potência se isso significar unidades mais baratas quando produzidas em escala. A indústria aeroespacial frequentemente exige trabalhos extremamente precisos, de modo que investe em ópticas especializadas, mesmo que o custo total seja maior. Por outro lado, ao fabricar protótipos rapidamente, o fator mais importante nem sempre é dispor da potência máxima ou de uma precisão milimétrica até frações de um mícron. Nesses casos, a flexibilidade e a manutenção de custos iniciais baixos tendem a ser mais relevantes. Quando as empresas analisam todos esses fatores em conjunto, com base nas necessidades reais de seu projeto específico, e vinculam essas escolhas a retornos financeiros concretos, todo o processo torna-se muito mais claro. Em vez de se sentirem sobrecarregadas pelas opções complexas de equipamentos, as empresas podem seguir esta abordagem estruturada, que equilibra tanto considerações práticas operacionais quanto a economia do resultado final.
Seção de Perguntas Frequentes
-
Quais são os principais tipos de laser utilizados em aplicações industriais?
Os lasers de fibra, os lasers a CO₂, os lasers UV e os lasers ultrarrápidos são os principais tipos, cada um adequado a materiais e aplicações específicas com base em suas características de gerenciamento térmico e compatibilidade com materiais. -
Como os níveis de potência do laser afetam os processos de fabricação?
Os níveis de potência influenciam quais materiais podem ser processados de forma eficiente, as espessuras que podem ser cortadas e a precisão de processos como gravação, soldagem e impressão 3D. -
Quais fatores as empresas devem considerar além do custo inicial do equipamento?
O Custo Total de Propriedade (Total Cost of Ownership), incluindo consumíveis, manutenção, tempo de inatividade e treinamento, deve ser considerado para uma avaliação orçamentária abrangente. -
Por que a precisão é importante nas aplicações a laser?
A precisão garante exatidão, repetibilidade e resolução, fatores críticos em aplicações como usinagem micrométrica de implantes médicos e controle de qualidade automotivo. -
Como o ROI pode ser avaliado ao selecionar equipamentos a laser?
O ROI pode ser medido por meio da redução do tempo de produção, das taxas de defeitos e das economias de custos que atendam aos requisitos de precisão e potência da aplicação.
Índice
- Etapa 1: Mapeie sua aplicação conforme os requisitos de potência do laser
- Etapa 2: Definir as Necessidades de Precisão conforme o Caso de Uso e a Classe de Tolerância
-
Etapa 3: Avalie o orçamento além do custo inicial — Alinhamento do custo total de propriedade (TCO) e do retorno sobre o investimento (ROI)
- Decomposição do custo total de propriedade: consumíveis, manutenção, calibração, treinamento e tempo de inatividade em plataformas de scanner e de lasers de processamento
- Limites orientados por ROI: quando investir em potência superior ou tolerâncias mais rigorosas gera retorno mensurável (por exemplo, controle de qualidade automotivo versus prototipagem rápida)
- A Árvore de Decisão para Seleção de Equipamentos a Laser: Integrando Potência, Precisão e Orçamento