




Compreendendo os Fatores que Influenciam os Custos da Soldagem a Laser de Pacotes EV
O custo da soldagem a laser para pacotes de baterias de veículos elétricos reduz-se a várias áreas principais: aquisição dos equipamentos, custos operacionais, eficiência no uso de materiais e velocidade de execução dos processos. Os lasers de fibra são comumente utilizados para unir peças de alumínio, embora apresentem um preço elevado, que varia de aproximadamente USD 120.000 a até USD 500.000. Os lasers verdes funcionam melhor com cobre, pois este reflete intensamente a luz; contudo, os fabricantes acabam pagando cerca de 20 a 30% a mais por eles. Operar esses sistemas também não é barato: um sistema típico de 1000 watts consome entre USD 3.000 e USD 6.000 anualmente apenas em eletricidade, além de exigir manutenção regular dos componentes ópticos. O que torna todo esse investimento justificável é o fato de que a soldagem a laser gera significativamente menos problemas durante a fabricação. A precisão desse processo resulta em menor distorção e menos erros, gerando uma economia de cerca de 20% nos materiais e reduzindo pela metade os resíduos de sucata em comparação com técnicas mais antigas. Quando as empresas implementam tecnologia automatizada de varredura do feixe, obtêm, na verdade, maior retorno sobre o investimento, pois os volumes de produção aumentam sem que seja necessário elevar proporcionalmente os custos fixos. Ao analisar todos esses elementos interconectados — especificações dos equipamentos, consumo de energia, taxa de produtos conformes versus não conformes e velocidade com que os itens atravessam a fábrica —, os fabricantes conseguem reduzir os custos de soldagem a laser para baterias de VE sem comprometer os requisitos de qualidade necessários ao produzir dezenas de milhares de unidades mensalmente.
Seleção de Tecnologia a Laser e seu Impacto no Custo de Soldagem de Baterias para VE
Fontes a Laser de Fibra vs. Disco vs. Verde para Alumínio e Cobre
Quando se trata de soldagem de alumínio, os lasers de fibra realmente assumiram a liderança, pois reduzem os custos operacionais em cerca de 30% em comparação com técnicas mais antigas. Eles também conseguem atingir velocidades impressionantes de aproximadamente 10 metros por minuto ao trabalhar com chapas de liga de 3 mm de espessura. Para necessidades de penetração mais profunda — especialmente ao lidar com aquelas difíceis juntas híbridas de alumínio e cobre — os lasers de disco se destacam graças à sua melhor qualidade de feixe. E há ainda a opção do laser verde, com comprimento de onda de 532 nm, que enfrenta diretamente o notório problema da refletividade infravermelha do cobre. Esses lasers conseguem reduzir essa refletividade em cerca de 70%, permitindo que os soldadores obtenham resultados limpos e estáveis, sem toda a sujeira e complicações causadas pelo respingo. Além disso, não é necessário nenhum preparo especial da superfície previamente. Isso significa que as fábricas podem eliminar quase 90% dessas etapas demoradas de pré-processamento, tornando esses sistemas mais caros economicamente vantajosos a longo prazo para empresas que realizam grandes séries de produção.
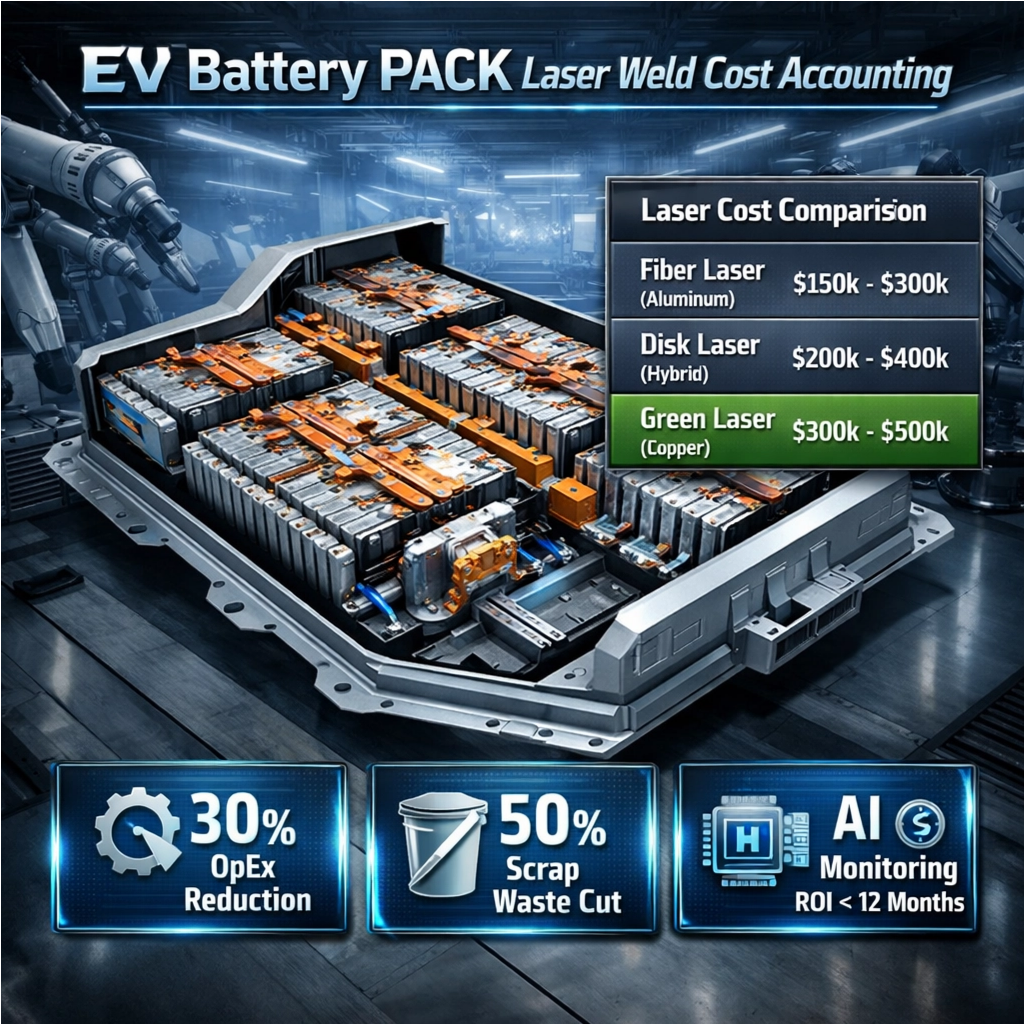
| Tipo de laser | Adequação do Material | Faixa de Preço | Eficiência |
|---|---|---|---|
| Fibra | Ligas de Alumínio | $150 mil – $300 mil | 35–40% de eficiência elétrica |
| Disco | Híbridos de alumínio/cobre | $200 mil–$400 mil | 30–35% na tomada |
| Verde | Cobre Puro | $300 mil–$500 mil | 15–20% na tomada |
Compromissos entre entrega do feixe, velocidade de varredura e eficiência do processo
Os scanners galvanométricos operando em altas velocidades podem reduzir significativamente os tempos de ciclo graças à sua capacidade de posicionamento a 5 metros por segundo, o que reduz o custo da soldagem a laser para baterias de veículos elétricos (EV) em cerca de 15 a 25 por cento. A desvantagem? Esses sistemas normalmente exigem um investimento adicional de US$ 50.000 a US$ 100.000 em comparação com configurações tradicionais. As ópticas fixas oferecem uma alternativa mais econômica inicialmente, reduzindo os custos iniciais em aproximadamente 40%, mas os fabricantes frequentemente se veem limitados quanto ao volume de produção. Ao analisar os parâmetros do processo, há sempre compromissos a serem considerados. Por exemplo, dobrar a velocidade de varredura de 4 metros por minuto para 8 metros por minuto reduz as despesas com mão de obra em cerca de 35%, embora isso possa levar a um aumento nos problemas de porosidade entre 8 e 12%. Tamanhos menores de ponto focal, como 100 mícrons, certamente aumentam a precisão das juntas, mas também acrescentam cerca de 20% mais tempo a cada ciclo, comparado aos pontos maiores de 300 mícrons. A modulação dinâmica de potência é outro diferencial, reduzindo os problemas de salpicos em quase dois terços, o que torna todo o processo mais consistente e resulta em menos peças necessitando de retrabalho. A inclusão de monitoramento por IA acrescenta um custo de aproximadamente US$ 20.000 a US$ 40.000 por estação, mas a maioria das fábricas obtém retorno sobre o investimento em apenas 12 meses, assim que atinge volumes anuais de produção superiores a 50 mil unidades. E não podemos esquecer o planejamento adaptativo do percurso de soldagem, que continua reduzindo o custo por bateria simplesmente tomando decisões mais inteligentes sobre a quantidade real de soldagem necessária.
Estratégias de Projeto para Fabricação para Reduzir o Custo da Soldagem a Laser em Pacotes de VE
A otimização da geometria das juntas e da preparação dos materiais proporciona reduções de custo mensuráveis na fabricação em alta escala de pacotes de VE—sem comprometer a integridade estrutural ou a conformidade com normas de segurança.
Otimização da Geometria das Juntas e Gestão de Tolerâncias
Práticas Recomendadas para Preparação dos Materiais e Condicionamento de Superfícies
Os sistemas de limpeza a laser eliminam óxidos e resíduos de hidrocarbonetos incômodos imediatamente antes do início da soldagem, o que resulta em quase nenhuma porosidade e reduz os materiais descartados em cerca de 25% em comparação com os métodos manuais tradicionais. Quando as superfícies apresentam o nível de rugosidade adequado — entre Ra 0,4 e Ra 0,8 mícrons — os lasers interagem muito melhor com o material. Isso significa que cada solda requer aproximadamente 15 a 20% menos energia no total. A maioria dos fabricantes constata que essas técnicas se integram perfeitamente aos seus processos-padrão de validação OEM. Além disso, manter a conformidade com os padrões de qualidade IATF 16949 torna-se muito mais fácil, pois tudo permanece altamente consistente entre diferentes lotes de produção.
Automação de Processo, Monitoramento e Melhoria de Rendimento
Monitoramento em Tempo Real da Qualidade da Soldagem com Sistemas de Visão Baseados em IA
Sistemas de visão alimentados por inteligência artificial podem inspecionar juntas soldadas à mesma velocidade da produção, graças a imagens detalhadas capturadas em alta resolução e a algoritmos inteligentes que identificam instantaneamente defeitos como porosidade, trincas, rebaixamento ou penetração inadequada. Trata-se de uma grande diferença em comparação com inspeções tradicionais realizadas após a conclusão do processo. Com análise em tempo real, os operadores podem ajustar parâmetros instantaneamente, reduzindo as taxas de refugo em cerca de 30% nas instalações com altos volumes de produção. Um maior índice de primeiras tentativas bem-sucedidas significa custos menores para os pacotes de baterias de veículos elétricos (EV), pois há menor necessidade de retrabalho. As horas de mão de obra diminuem, o consumo de energia reduz e os materiais desperdiçados tornam-se menos frequentes ao lidar com peças defeituosas. Quando conectados a controles de malha fechada, esses sistemas ajudam, na verdade, a prever falhas de equipamentos antes que ocorram e a aprimorar continuamente os processos ao longo do tempo. Isso torna as fábricas mais resilientes a interrupções, ao mesmo tempo em que mantêm conformidade com as rigorosas normas de segurança automotiva estabelecidas na ISO 26262.
Perguntas Frequentes
Quais são os principais fatores de custo da soldagem a laser para pacotes de baterias de VE?
Os principais fatores de custo incluem a aquisição de equipamentos, os custos operacionais de funcionamento, a eficiência dos materiais e a velocidade de produção. Tipos de equipamentos, como lasers de fibra, de disco e verdes, afetam significativamente os custos, dependendo dos materiais a serem soldados.
Por que os lasers de fibra são populares para alumínio?
Os lasers de fibra são populares para alumínio devido à sua eficiência e velocidade, reduzindo os custos operacionais em cerca de 30% em comparação com métodos mais antigos. Eles oferecem uma solução confiável e rápida para a soldagem de ligas de alumínio.
Qual é o impacto dos sistemas de monitoramento por IA nos custos da soldagem a laser?
Os sistemas de monitoramento por IA melhoram a qualidade das soldas ao permitir ajustes em tempo real dos parâmetros, reduzindo as taxas de refugo em aproximadamente 30% e aumentando os índices de sucesso na primeira passagem, reduzindo efetivamente os custos totais na produção em grande volume.
Como as estratégias de projeto para fabricação reduzem os custos?
Estratégias de projeto para fabricação envolvem a otimização da geometria das juntas e a melhoria da preparação dos materiais, resultando na redução de custos sem comprometer a integridade estrutural ou a conformidade com as normas de segurança.
Índice
- Compreendendo os Fatores que Influenciam os Custos da Soldagem a Laser de Pacotes EV
- Seleção de Tecnologia a Laser e seu Impacto no Custo de Soldagem de Baterias para VE
- Estratégias de Projeto para Fabricação para Reduzir o Custo da Soldagem a Laser em Pacotes de VE
- Automação de Processo, Monitoramento e Melhoria de Rendimento
-
Perguntas Frequentes
- Quais são os principais fatores de custo da soldagem a laser para pacotes de baterias de VE?
- Por que os lasers de fibra são populares para alumínio?
- Qual é o impacto dos sistemas de monitoramento por IA nos custos da soldagem a laser?
- Como as estratégias de projeto para fabricação reduzem os custos?