




Podstawowe różnice w parametrach laserowego nacinania wafli PV pomiędzy architekturami PERC i TOPCon
Wariancje progów termicznych i ablacyjnych w stosach przeznaczonych do pasywacji: Al-BSF kontra poli-Si
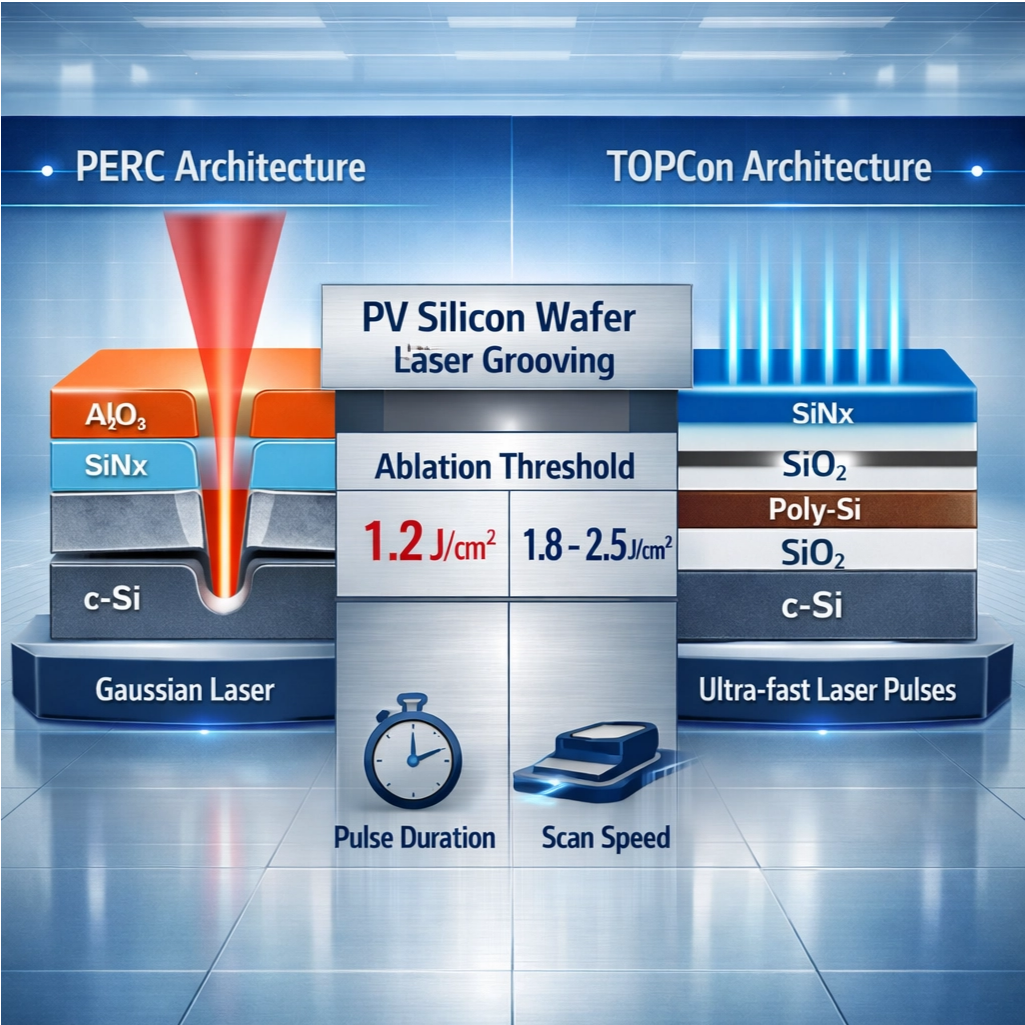
Komórki PERC mają tzw. tylnie pole powierzchniowe z aluminium (Al-BSF) z dość jednolitą strukturą tylnego kontaktu. Takie ułożenie umożliwia dość przewidywalne oddziaływania podczas stosowania laserów na materiał, zwykle w okolicach progu ablacji wynoszącego około 1,2 J na centymetr kwadratowy. Sytuacja zmienia się jednak w przypadku technologii TOPCon. Warstwa tlenku tunelowego połączona z krzemem polikrystalicznym (poly-Si) tworzy znacznie bardziej skomplikowaną sytuację, w której przewodność cieplna różni się w poszczególnych warstwach. Ponieważ krzem polikrystaliczny lepiej odprowadza ciepło, obserwujemy wzrost progu ablacji do wartości zawartych w przedziale od 1,8 do 2,5 J na centymetr kwadratowy. Dokładne dobranie ilości dostarczonej energii ma tutaj ogromne znaczenie. Zbyt duża moc może faktycznie spowodować pęknięcie warstw poly-Si, natomiast zbyt mała pozostawia niepożądane pozostałości tlenku. W przypadku standardowych komórek PERC przekroczenie wartości około 1,5 J na centymetr kwadratowy może prowadzić do problemów takich jak rozpryskiwanie się aluminium czy występowanie zwarć elektrycznych.
Wpływ złożoności układu warstw na jakość krawędzi rowka oraz ryzyko rekombinacji
Złożona pięciowarstwowa struktura TOPCon (SiNx na SiO2, następnie poli-Si, a następnie kolejna warstwa SiO2 na krzemie krystalicznym) wiąże się z istotnie wyższym ryzykiem rekombinacji brzegowej podczas frezowania w porównaniu do prostszej trójwarstwowej konstrukcji stosowanej w technologii PERC (Al2O3/SiNx/krzem krystaliczny). Gdy energia cieplna rozprasza się w sposób nierównomierny przez warstwy poli-Si w trakcie przetwarzania, powstają mikroskopijne pęknięcia w odległości około 3–5 mikrometrów od krawędzi frezu. Te wady zwiększają szybkość rekombinacji powierzchniowej o ok. 40% w porównaniu do komórek PERC. Aby rozwiązać ten problem, producenci muszą stosować ekstremalnie krótkie impulsy laserowe o czasie trwania poniżej 10 pikosekund, aby ograniczyć uszkodzenia cieplne do jak najmniejszego obszaru. W przypadku technologii PERC występuje inny problem: jeśli kąt frezowania przekracza 70 stopni, zazwyczaj powstają luki w powłokach metalowych, co prowadzi do spadku sprawności komórki o ok. 0,8%. Oznacza to, że producenci paneli słonecznych muszą dostosowywać swoje techniki frezowania laserowego do konkretnej architektury komórek, z którymi pracują. TOPCon zazwyczaj działa najlepiej przy użyciu wielu impulsów laserowych rozłożonych w czasie, co pozwala lepiej radzić sobie z naprężeniami cieplnymi, podczas gdy komórki PERC zwykle generują gładziej wykonane krawędzie przy przetwarzaniu za pomocą wiązek laserowych o kształcie gaussowskim.
Określenie odpornego okna procesu laserowego żłobienia w fotowoltaice
Kompromisy krytycznych parametrów: czas trwania impulsu, gęstość energii oraz prędkość skanowania w celu zapewnienia jednolitości głębokości (±0,3 μm)
Uzyskanie jednolitości głębokości w zakresie ±0,3 μm zależy w dużej mierze od znalezienia odpowiedniej równowagi między czasem trwania impulsu, poziomem fluencji oraz prędkością przesuwania się po materiale. Przy użyciu krótszych impulsów o czasie trwania w zakresie od 10 do 50 nanosekund uzyskuje się mniejsze obszary wpływu cieplnego, ale konieczne jest zwiększenie fluencji do około 2–5 dżuli na centymetr kwadratowy, aby osiągnąć skuteczne wyniki ablacji. Z drugiej strony dłuższe impulsy lepiej przekazują energię, ale mogą uszkodzić delikatne warstwy pasywacyjne poprzez nadmierne nagrzewanie. Prędkość skanowania musi również dokładnie odpowiadać wybranym ustawieniom fluencji. Przekroczenie prędkości 5 metrów na sekundę zwykle prowadzi do powstawania rowków stożkowych, podczas gdy prędkość poniżej 2 m/s zazwyczaj powoduje powstawanie uciążliwych mikropęknięć w materiale. Według obserwacji większości producentów z codziennej pracy zwiększenie fluencji o około 0,5 J/cm² pozwala na przyspieszenie skanowania o ok. 15% bez utraty kontroli nad głębokością. Warto zauważyć, że utrzymywanie przesunięcia przestrzennego impulsów poniżej 30% pomaga uniknąć problemów związanych z gromadzeniem się ciepła. Ma to kluczowe znaczenie przy porównywaniu technologii PERC i TOPCon, ponieważ warstwy poli-Si wymagają około 40% więcej energii niż tradycyjne struktury Al-BSF, zanim zacznie się ich ablacja.
Frezowanie jednoprzejściowe vs wieloprzejściowe: kompromisy między wydajnością, przepustowością oraz stabilnością izolacji krawędzi
| Parametr | Tryb jednoprzelotowy | Tryb wieloprzelotowy |
|---|---|---|
| Przepustowość | Wysoka (8–12 krzemianek/min) | Umiarkowana (4–6 krzemianek/min) |
| Izolacja krawędzi | wariancja prądu przeciekowego ±15% | stabilność prądu przeciekowego ±5% |
| Wpływ na plon | o 3–5% niższa z powodu zanieczyszczeń | >98% przy kontrolowanej redepozycji |
| Zarządzanie termiczne | Problemy występują przy mocy >1 kW | Zoptymalizowane poprzez stopniowanie energii |
Przy zastosowaniu technik rowkowania w jednym przejściu producenci osiągają maksymalną wydajność, lecz napotykają problemy związane z nieregularnymi krawędziami oraz nagromadzeniem odpadów krzemowych. Sytuacja staje się szczególnie uciążliwa dla tych, którzy pracują z złożonymi strukturami warstw poli-Si/SiOx stosowanymi w ogniwach TOPCon. Zastosowanie metody wieloprzejściowej przynosi znaczne ulgi, ponieważ rozprasza działanie energii na kilka etapów. Takie podejście obniża temperaturę szczytową o około 60 °C i zapewnia znacznie większą stabilność izolacji krawędzi. Warto jednak zauważyć, że wydajność produkcyjna spada o ok. 50%, co oznacza, że firmy muszą przeprowadzić szczegółową analizę kosztów i korzyści przed podjęciem decyzji o przejściu na tę metodę. Badania przeprowadzone w ubiegłym roku wykazały, że metody wieloprzejściowe są opłacalne finansowo jedynie wtedy, gdy sprawność ogniw przekracza 24%. W przypadku waferów PERC wiele zakładów przyjęło strategie hybrydowe: najpierw wykonuje się silne początkowe przejście, a następnie łagodniejsze przejścia czyszczące. Takie kombinacje pozwalają zwykle osiągnąć współczynnik wydajności na poziomie ok. 96% przy przetwarzaniu około siedmiu waferów na minutę. Ostatecznie każdy, kto optymalizuje swój proces produkcyjny, powinien skupić się przede wszystkim na zapobieganiu rekombinacji na krawędziach, ponieważ nawet niewielkie straty w tym obszarze bezpośrednio przekładają się na spadki sprawności. Zmniejszenie izolacji o zaledwie 1% powoduje spadek ogólnej wydajności o ok. 0,3%, co żaden producent nie chce widzieć w swoich wynikach finansowych.
Walidacja i pomiar parametrów laserowego nacinania ogniw fotowoltaicznych w produkcji o wysokiej wydajności
Porównanie metrologii inline: tomografia koherencyjna (OCT) kontra mikroskopia konfokalna dla niepewności głębokości nacięcia <±50 nm
Uzyskanie pomiarów głębokości poniżej 50 nanometrów w produkcji masowej wymaga obecnie zaawansowanych technologii pomiarowych stosowanych w linii produkcyjnej. Tomografia koherencyjna optyczna (OCT) radzi sobie z tym zadaniem bardzo dobrze, oferując szybkie, bezkontaktowe trójwymiarowe obrazowanie, które pozwala przetwarzać około 200 krzemowych płytek na godzinę. Daje to OCT doskonałą przydatność w wysokoprzepustowych liniach produkcyjnych PERC i TOPCon, jakie obecnie dominują na rynku. Mechanizm działania OCT oparty na wzorach interferencyjnych umożliwia wykrywanie niewielkich zmian głębokości nawet na poziomie mikrometrów, choć zaczyna ona napotykać ograniczenia przy analizie ścian o bardzo stromym nachyleniu – powyżej 80 stopni. Z kolei mikroskopia konfokalna stosuje odmienną metodę, wykorzystującą skanowanie powierzchni wiązką lasera przefiltrowaną przez otwór punktowy. Ta technika zapewnia lepszą rozdzielczość w kierunku pionowym – potwierdzoną na poziomie ±20 nanometrów – co czyni ją szczególnie przydatną przy analizie złożonych kształtów rowków. Jest jednak wolniejsza: spowalnia proces produkcyjny o ok. 30%, ale zysk na szczegółowości kompensuje tę utratę wydajności. Systemy konfokalne wykrywają uciążliwe mikropęknięcia oraz pozostałości materiału usuniętego metodą ablacji, które mogą później prowadzić do problemów w warstwach pasywacji krzemu. Gdy producenci muszą znaleźć równowagę między szybkością a wymaganą dokładnością, OCT zwykle najlepiej sprawdza się przy badaniu płytkich struktur o głębokości poniżej 3 mikrometrów. Natomiast w przypadku głębszych struktur stosowanych w konstrukcjach TOPCon, gdzie zagrożenie uszkodzeniem termicznym jest istotnym czynnikiem, doświadczeni inżynierowie najczęściej wybierają mikroskopię konfokalną.
Najczęściej zadawane pytania
Jaka jest główna różnica między technologiami ogniw PERC i TOPCon?
Komórki PERC wykorzystują strukturę pola powierzchniowego tylnego z aluminium (Al-BSF), podczas gdy komórki TOPCon zawierają bardziej złożoną warstwę obejmującą krzem polikrystaliczny (poly-Si) oraz tlenek tunelowy, co pozwala na wyższe progi ablacji, ale jednocześnie zwiększa złożoność procesu.
Dlaczego frezowanie laserowe jest ważne w produkcji ogniw fotowoltaicznych?
Frezowanie laserowe odgrywa kluczową rolę w precyzyjnym cięciu warstw podczas produkcji ogniw słonecznych, wpływając na sprawność, jakość krawędzi oraz ryzyko rekombinacji, a tym samym na ogólną wydajność ogniw.
W jaki sposób czas trwania impulsu wpływa na proces frezowania?
Czas trwania impulsu odgrywa istotną rolę w kontrolowaniu stref wpływu ciepła oraz jednorodności głębokości. Krótsze impulsy minimalizują rozpraszanie ciepła, lecz wymagają wyższego natężenia promieniowania (fluence) do skutecznej ablacji, podczas gdy dłuższe impulsy mogą powodować nadmierny wzrost temperatury, uszkadzając delikatne warstwy.
Jakie korzyści oferują techniki frezowania wieloprzejściowego?
Wielopasywne techniki rowkowania rozpraszają zastosowanie energii, zmniejszając temperatury szczytowe i poprawiając stabilność izolacji krawędzi. Jednak obniżają one prędkość produkcji, co wymaga analizy kosztów i korzyści w celu określenia opłacalności finansowej.
W jaki sposób tomografia optyczna koherencyjna (OCT) i mikroskopia konfokalna są wykorzystywane w pomiarach na linii produkcyjnej?
Tomografia optyczna koherencyjna (OCT) zapewnia szybką, bezkontaktową trójwymiarową wizualizację płytkich cech, nadającą się do środowisk o wysokiej wydajności. Mikroskopia konfokalna oferuje wyższą rozdzielczość dla złożonych kształtów oraz pozwala wykrywać mikropęknięcia, choć działa wolniej – co czyni ją przydatną w szczegółowych badaniach struktur warstwowych o złożonej budowie.
Spis treści
- Podstawowe różnice w parametrach laserowego nacinania wafli PV pomiędzy architekturami PERC i TOPCon
- Określenie odpornego okna procesu laserowego żłobienia w fotowoltaice
- Walidacja i pomiar parametrów laserowego nacinania ogniw fotowoltaicznych w produkcji o wysokiej wydajności
-
Najczęściej zadawane pytania
- Jaka jest główna różnica między technologiami ogniw PERC i TOPCon?
- Dlaczego frezowanie laserowe jest ważne w produkcji ogniw fotowoltaicznych?
- W jaki sposób czas trwania impulsu wpływa na proces frezowania?
- Jakie korzyści oferują techniki frezowania wieloprzejściowego?
- W jaki sposób tomografia optyczna koherencyjna (OCT) i mikroskopia konfokalna są wykorzystywane w pomiarach na linii produkcyjnej?