




Dlaczego zmienność wskaźnika wadliwości spawania laserowego w urządzeniach medycznych wymaga zastosowania kontroli predykcyjnej
Ścisła kontrola ze strony FDA oraz ryzyko kliniczne: jak wady spawów w rozrusznikach serca, cewnikach i czujnikach powodują niezgodności klasy II/III
Gdy podczas spawania laserowego w medycynie występują wady, ich skutki mogą być dosłownie śmiertelne w przypadku urządzeń wszczepianych. Urządzenia takie jak rozruszniki serca, cewniki i biosensory wymagają całkowicie szczelnych połączeń, aby zapobiec przedostawaniu się cieczy do wnętrza urządzenia lub powstawaniu problemów elektrycznych. Nawet najmniejsze niedoskonałości mają ogromne znaczenie. Niewielkie otwory o średnicy mniejszej niż 50 mikrometrów lub cienkie pęknięcia w materiale mogą całkowicie zakłócić funkcjonowanie tych urządzeń. Zgodnie ze standardami FDA tego rodzaju wady szybko stają się poważnymi problemami i są klasyfikowane jako niezgodności klasy II lub III, co oznacza realne zagrożenie dla zdrowia ludzi. Analiza rzeczywistych danych klinicznych wykazuje, że około 17% wszystkich wycofań z rynku urządzeń do leczenia chorób serca wynika z nieudanych spoin, prowadząc od konieczności naprawy już wprowadzonych do użytku produktów po całkowite ich wycofanie ze sprzedaży. Weźmy na przykład rozruszniki serca: jedna niewłaściwa spoina może uniemożliwić prawidłowe przesyłanie krytycznych sygnałów stymulujących, stawiając tym samym życie pacjentów bezpośrednio w zagrożeniu. Dlatego też prognozowanie wskaźnika wadliwości jeszcze przed rozpoczęciem produkcji ma sens w kontekście kontroli jakości. Oznacza to zmianę podejścia — od wyłącznie usuwania problemów po ich wystąpieniu do ich aktywnego zapobiegania już na etapie wstępnym, co ostatecznie zapewnia bezpieczeństwo pacjentów.
Koszty niestabilności: odpadki, przeróbka i opóźnienia w audytach związane z nieuwzględnionymi w modelu wahaniemi wskaźnika wadliwości
Nieprzewidywalne wahania wskaźnika wadliwości generują trzy warstwy odpadów operacyjnych:
- Odpadki materiałowe : odrzucenie całych partii obudów tytanowych lub komponentów elektrod platynowych
- Łańcuchy przeróbki : ręczna naprawa wadliwych spawów wymaga trzykrotnie więcej godzin pracy niż pierwotna montażowa operacja
- Zablokowanie regulacyjne : nieplanowane dochodzenia dotyczące niezgodności opóźniają uzyskanie zatwierdzeń FDA 510(k) o 6–12 tygodni
Te niestabilności powodują u producentów roczne straty w wysokości 740 000 USD na linię produkcyjną w wyniku utrat zapobiegawczych (MedTech Insights 2023). Gdy wskaźnik wadliwości nagle wzrasta, gotowość do audytu ulega załamaniu — zespoły ds. jakości przekierowują zasoby z optymalizacji procesów na analizę przyczyn podstawowych. Ten reaktywny cykl zmniejsza marżę zysku o 14–22% w segmentach o wysokiej precyzji, takich jak implanty neuromodulacyjne.
8 kontrolowalnych czynników wpływających na zmienność wskaźnika wadliwości w procesie laserowego spawania medycznego
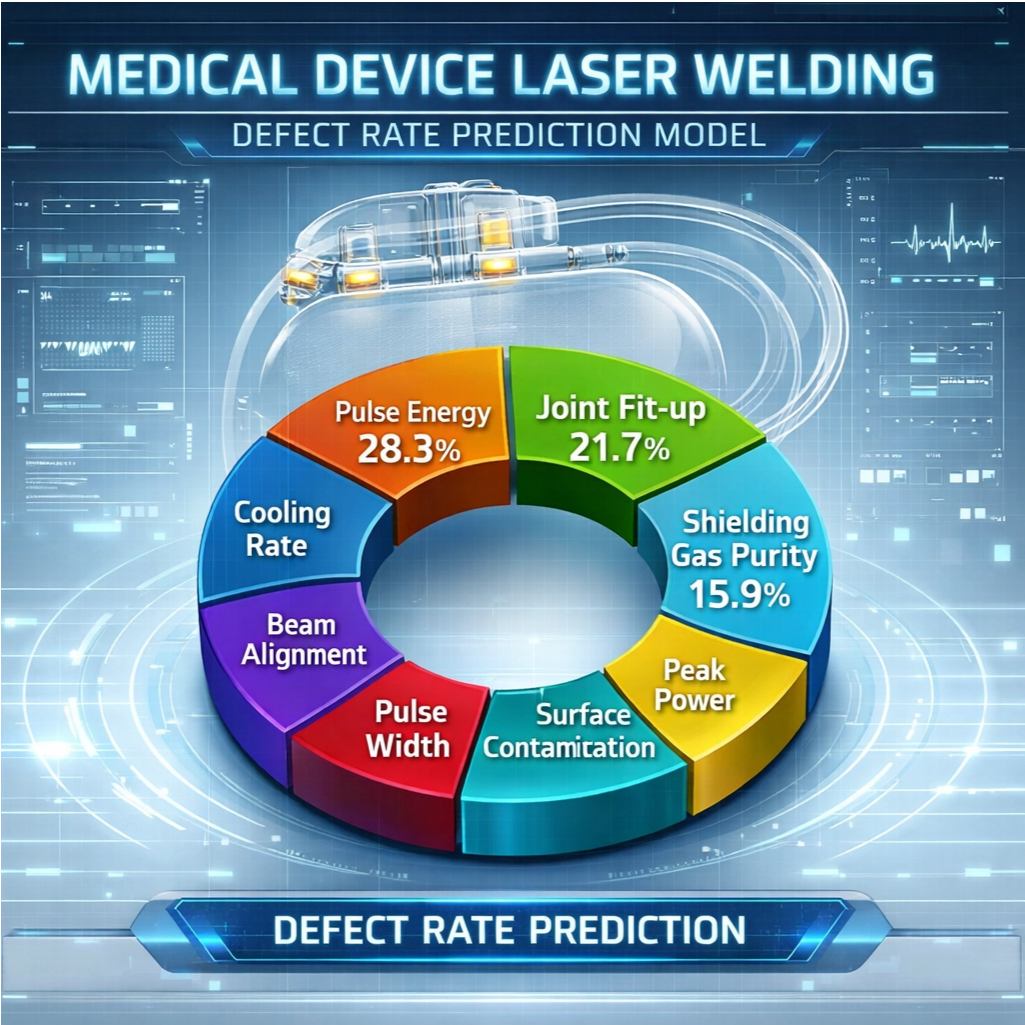
Hierarchia ważona metodą SHAP: energia impulsu (28,3%), dopasowanie połączenia (21,7%), czystość gazu osłonowego (15,9%) — zweryfikowano na 12 470 złączy spawanych
Analiza ponad 12 tysięcy złączy spawanych urządzeń medycznych wyraźnie wskazuje na powtarzający się wzór przyczyn powstawania wad. Energia impulsu wyróżnia się jako główny czynnik – odpowiada za około 28% zmienności wskaźnika wad, ponieważ powoduje niestabilne baseny stopione podczas spawania. Na drugim miejscu znajdują się problemy z dopasowaniem połączenia, które odpowiadają za ok. 21% wad, gdy odstępy między elementami są zbyt niestabilne, aby zapewnić prawidłową fuzję. Trzecie miejsce zajmuje czystość gazu osłonowego – około 16% wad wiąże się z obecnością zanieczyszczeń przekraczających poziom 50 ppm. Wartość tej analizy wynika z faktu, że oparta jest na rzeczywistych danych produkcyjnych ze zakładów, a nie jedynie na teoretycznych modelach. Producentowie mogą wykorzystać te wnioski do wprowadzania konkretnych zmian w swoich procesach, które rzeczywiście zmniejszają wskaźnik wad, zamiast próbować zgadywać, co mogłoby przynieść skutek.
Empiryczne progi czułości: Dlaczego maksymalna moc i wyrównanie wiązki dominują nad szerokością impulsu w środowiskach produkcyjnych zgodnych ze standardem ISO 13485
W obiektach certyfikowanych zgodnie ze standardem ISO 13485 liczba wad rośnie gwałtownie, gdy wahania mocy szczytowej przekraczają ±2,5%, co czyni te fluktuacje o około 37% bardziej uciążliwymi niż problemy związane ze szerokością impulsu. Gdy odchylenie wyrównania wiązki przekracza 0,1 mm, występuje skokowy wzrost występowania rozprysków i porowatości o ok. 23%. Konieczność stosowania tak wąskich tolerancji staje się oczywista przy produkcji implantów serca, ponieważ to właśnie intensywność dostarczanej energii – a nie czas jej trwania – decyduje o właściwym połączeniu spawanych elementów. Dla producentów tych krytycznych komponentów inwestycja w systemy monitorujące poziom mocy w czasie rzeczywistym oraz utrzymujące kalibrację optyczną ma znacznie większy sens niż spędzanie godzin na dostosowywaniu ustawień modulacji impulsów.
Przepisywanie wag czynników zależnych od kontekstu: Zanieczyszczenie powierzchni spada do wagi <5% przy zastosowaniu lasera Nd:YAG chronionego azotem — korekta założeń dotyczących podstawowych przyczyn
W przypadku stosowania systemów laserowych Nd:YAG chronionych azotem rola zanieczyszczenia powierzchni jako przyczyny wad spada poniżej 5%. Przepływ azotu o natężeniu ok. 15 litrów na minutę skutecznie zapobiega utlenianiu w strefie spawania. Odkrycie to znacząco zmienia dotychczasowe założenia dotyczące przyczyn awarii, ponieważ wcześniejsza analiza tradycyjna przypisywała 18–22% wszystkich wad nagromadzeniu się pozostałości. Obecnie zespoły produkcyjne muszą ponownie przeanalizować swoje procedury czyszczenia oraz kontroli jakości, dostosowując je do konkretnych czynników środowiskowych. Muszą znaleźć optymalny punkt równowagi, w którym środki kontroli są skuteczne, ale nie nadmiernie restrykcyjne w różnych warunkach produkcyjnych.
Od modelu do produkcji: Wdrożenie ramy oceny wskaźnika wad w medycznych procesach spawania laserowego
Weryfikacja w warunkach rzeczywistych: redukcja wskaźnika wad od 3,8% do 0,92% wśród 89 000 spawów urządzeń kardiochirurgicznych dzięki korekcie parametrów w czasie rzeczywistym
Niezawodność modelowania predykcyjnego osiągnęła standardy kliniczne w produkcji urządzeń medycznych. Gdy producenci implantów kardiovascularnych zaczęli stosować rzeczywiste, dynamiczne korekty parametrów, odsetek wadliwych spoin zmniejszył się drastycznie – z około 3,8% do zaledwie 0,92%. Oznacza to poprawę rzędu 76% przy produkcji prawie 90 tysięcy jednostek. Dzięki ciągłemu monitorowaniu trudnych do kontrolowania zmian energii impulsu oraz natychmiastowej kompensacji przez systemy zautomatyzowane, zakłady przemysłowe nie muszą już czekać na ręczne korekty. Jaki jest rezultat? Znacznie lepsza integralność połączeń w takich elementach jak obudowy rozruszników serca czy światła cewników. Te systemy sprzężenia zwrotnego zapobiegają powstaniu około 3200 wadliwych urządzeń miesięcznie na każdej linii produkcyjnej. Oznacza to znaczne oszczędności materiałów odpadowych oraz mniejsze ryzyko podczas audytów – wszystko przy jednoczesnym spełnieniu surowych wymogów regulacyjnych, które obowiązują producentów urządzeń medycznych.
Zapewnienie przyszłościowej jakości: integracja modeli predykcyjnych wskaźnika wadliwości spawania laserowego w urządzeniach medycznych do zwalidowanych przepływów pracy
Ścieżka operacyjna: Ważenie w trybie offline – monitorowanie zintegrowane ze statystyczną kontrolą procesów (SPC) – sprzężenie zwrotne w pętli zamkniętej do sterowników laserowych
Wdrożenie modeli predykcyjnych wskaźników wad zwykle obejmuje trzy główne etapy. Pierwszym krokiem jest określenie czynników najbardziej istotnych poprzez analizę wag offline. Takie elementy jak poziom energii impulsu czy stopień czystości gazu osłonowego są klasyfikowane na podstawie wcześniejszych zapisów spawania. Następnie następuje etap monitorowania, w którym systemy śledzą rzeczywiste dane produkcyjne wraz z przewidywaniami modelu. Każde istotne odchylenia ujawniają się wczesno, dzięki czemu problemy nie nasilają się poza dopuszczalne granice. Gdy coś wydaje się niepokojące, system aktywuje automatyczne korekty ustawień lasera, np. dostosowując czas trwania każdego impulsu lub zmieniając punkt skupienia wiązki laserowej w trakcie pracy. Testy w warunkach rzeczywistych przeprowadzone na implantach kardiologicznych wykazały, że te natychmiastowe korekty zmniejszają ilość odpadów materiałowych o około dwie trzecie. To, co wcześniej było reaktywną kontrolą jakości, przekształciło się teraz w proaktywną optymalizację systemu, przy czym jakość spawów stale się poprawia dzięki ciągłej analizie danych ze wszystkich procesów produkcyjnych.
Trendy w zakresie wdrażania: 41% linii spawalniczych laserowych certyfikowanych zgodnie z normą ISO 13485 wykorzystuje obecnie predykcyjne modele uczenia maszynowego do szacowania wskaźnika wad (Badanie jakości MedTech 2024)
Zapobieganie wadom wspierane uczeniem maszynowym szybko staje się standardem w produkcji urządzeń medycznych. Zgodnie z najnowszym badaniem jakości MedTech z 2024 roku około 41 procent linii spawania laserowego certyfikowanych zgodnie ze standardem ISO 13485 wykorzystuje już modele predykcyjne. Firmy, które wcześnie zaadaptowały się do tej tendencji, odnotowały przyspieszenie procesów inspekcyjnych FDA o około 22%, co wynika głównie z lepszej przejrzystości w całych łańcuchach produkcyjnych. W sytuacji, gdy organy regulacyjne nieustannie podnoszą wymagania, a lekarze domagają się większej odpowiedzialności za osiągane rezultaty, integracja analityki predykcyjnej w oficjalnie zweryfikowanych procedurach przestała być jedynie pożądaną opcją – jest niemal obowiązkowa dla firm chcących pozostać na rynku. Rzeczywista wartość takich rozwiązań wykracza daleko poza sam wzrost wydajności produkcji. Gdy te modele działają poprawnie, rzeczywiście zwiększają bezpieczeństwo pacjentów, wspierają utrzymanie dobrych relacji z organami nadzorującymi oraz zapewniają, że produkty pozostaną konkurencyjne i komercyjnie atrakcyjne przez wiele lat.
Sekcja FAQ
Dlaczego kontrola predykcyjna jest niezbędna w medycznej spawalnictwie laserowym?
Kontrola predykcyjna jest kluczowa, ponieważ umożliwia producentom wykrywanie i zapobieganie wadom jeszcze przed ich wystąpieniem, co zwiększa bezpieczeństwo pacjentów i zmniejsza liczbę odwołań produktów.
Jakie są główne czynniki przyczyniające się do powstawania wad spawów?
Głównymi czynnikami są energia impulsu, dopasowanie krawędzi spawanych elementów oraz czystość gazu osłonowego; największe znaczenie dla liczby wad ma energia impulsu.
W jaki sposób uczenie maszynowe wpływa na prognozowanie wad?
Uczenie maszynowe poprawia prognozowanie wad poprzez analizę danych produkcyjnych w celu przewidywania i łagodzenia potencjalnych problemów, co zwiększa skuteczność audytów oraz bezpieczeństwo produktu.
Spis treści
- Dlaczego zmienność wskaźnika wadliwości spawania laserowego w urządzeniach medycznych wymaga zastosowania kontroli predykcyjnej
-
8 kontrolowalnych czynników wpływających na zmienność wskaźnika wadliwości w procesie laserowego spawania medycznego
- Hierarchia ważona metodą SHAP: energia impulsu (28,3%), dopasowanie połączenia (21,7%), czystość gazu osłonowego (15,9%) — zweryfikowano na 12 470 złączy spawanych
- Empiryczne progi czułości: Dlaczego maksymalna moc i wyrównanie wiązki dominują nad szerokością impulsu w środowiskach produkcyjnych zgodnych ze standardem ISO 13485
- Przepisywanie wag czynników zależnych od kontekstu: Zanieczyszczenie powierzchni spada do wagi <5% przy zastosowaniu lasera Nd:YAG chronionego azotem — korekta założeń dotyczących podstawowych przyczyn
- Od modelu do produkcji: Wdrożenie ramy oceny wskaźnika wad w medycznych procesach spawania laserowego
-
Zapewnienie przyszłościowej jakości: integracja modeli predykcyjnych wskaźnika wadliwości spawania laserowego w urządzeniach medycznych do zwalidowanych przepływów pracy
- Ścieżka operacyjna: Ważenie w trybie offline – monitorowanie zintegrowane ze statystyczną kontrolą procesów (SPC) – sprzężenie zwrotne w pętli zamkniętej do sterowników laserowych
- Trendy w zakresie wdrażania: 41% linii spawalniczych laserowych certyfikowanych zgodnie z normą ISO 13485 wykorzystuje obecnie predykcyjne modele uczenia maszynowego do szacowania wskaźnika wad (Badanie jakości MedTech 2024)
- Sekcja FAQ