




Kluczowa rola tytanu w implantach kardiologicznych
Stymulatory serca oraz wszczepialne kardiowertery-defibrylatory (ICD) ratują życie każdego dnia, ale ich skuteczność zależy od jednego często pomijanego elementu: tytanowej obudowy . Ta cienkościenna obudowa musi szczelnie zabezpieczać delikatną elektronikę, jednocześnie wytrzymując dziesięciolecia gięcia, wahania temperatury oraz działanie korozyjnych płynów ustrojowych — wszystko w przestrzeni mniejszej niż pudełko zapałek.
Wyzwanie produkcyjne polega na cięciu precyzyjnych geometrii bez wprowadzania naprężenia resztkowe, mikropęknięcia lub zanieczyszczenie powierzchni które mogą zagrozić spawalnością lub długotrwałą integralnością. Metody mechaniczne, takie jak frezowanie lub elektroerozyjne cięcie (EDM), często okazują się niewystarczające w tym zakresie, pozostawiając krawędzie wpływu cieplnego podatne na pękanie przy obciążeniach zmęczeniowych.
System PrecisionLase MediCut Tube firmy GuangYao Laser oraz kompatybilne stacje robocze medyczne rozwiązują ten problem bezpośrednio, stosując kontrolowane ablacje ultra-szybkimi laserami w celu uzyskania czystych cięć o minimalnych naprężeniach resztkowych w rurkach i blachach tytanowych — zoptymalizowanych pod kątem wymagających specyfikacji producentów urządzeń kardiologicznych na całym świecie.
Wybór gatunku tytanu oraz rzeczywistości związane z jego obróbką
Implanty medyczne wykorzystują zazwyczaj tytan czysty handlowo (gatunek 1–4) lub Ti-6Al-4V (Grade 5) . Gatunek 2 zapewnia najlepszy balans plastyczności i wytrzymałości dla obudów, podczas gdy gatunek 5 oferuje wyższą sztywność dla mniejszych urządzeń. Oba tworzą naturalną warstwę tlenkową zapewniającą biokompatybilność, jednak ich niska przewodność cieplna (~22 W/m·K) czyni zarządzanie ciepłem podczas cięcia kluczowym czynnikiem.
Typowe pułapki występujące przy przetwarzaniu tytanu obejmują:
- Lokalne przegrzewanie prowadzi do powstania warstwy alfa (kruchość).
- Przepalenie tlenkowe wpływa na estetykę spoiny i jej szczelność.
- Wykwity krawędziowe przerywające proces spawania laserowego lub łączenia dyfuzyjnego.
Lasery ultra-szybkie unikają tych problemów, dostarczając energii w tak krótkich impulsach, że materiał ulatnia się zanim ciepło zdąży się rozproszyć. Dzięki temu strefa wpływu ciepła strefa wpływu ciepła (HAZ) ogranicza się do zaledwie kilku mikrometrów, zachowując mikrostrukturę i właściwości mechaniczne stopu. Systemy firmy GuangYao Laser umożliwiają precyzyjną regulację tego parametru poprzez dostosowywanie parametrów impulsu oraz stosowanie osłony gazem obojętnym.
Zoptymalizowane parametry cięcia obudów tytanowych
Poniżej przedstawiono praktyczne zalecenia dotyczące cięcia obudów tytanowych, opracowane na podstawie uznanych wytycznych dotyczących przetwarzania medycznego za pomocą laserów:
|
Parametr |
Zakres typowy |
Wpływ inżynierski |
|
Długość fali lasera |
1064 nm (włóknisty) lub 1030 nm (Yb) |
Dopasowany do szczytu absorpcji tytanu |
|
Czas Trwania Impulsu |
10–30 pikosekund |
Minimalizuje efekty termiczne |
|
Gęstość mocy szczytowej |
1–3 GW/cm² |
Zapewnia czyste ablację bez topnienia |
|
Częstotliwość powtarzania |
200–600 kHz |
Kontroluje wydajność w stosunku do jakości krawędzi |
|
Wielkość miejsca |
15–25 µm |
Określa precyzję nacięć i promienie zaokrągleń narożników |
|
Ciśnienie gazu pomocniczego |
2–5 bar (argon/azot) |
Zapobiega tworzeniu się osłony plazmowej i utlenianiu |
|
Powstająca strefa wpływu ciepła (HAZ) przy krawędzi |
<5 µm |
Umożliwia bezpośrednie spawanie bez konieczności poprawek |
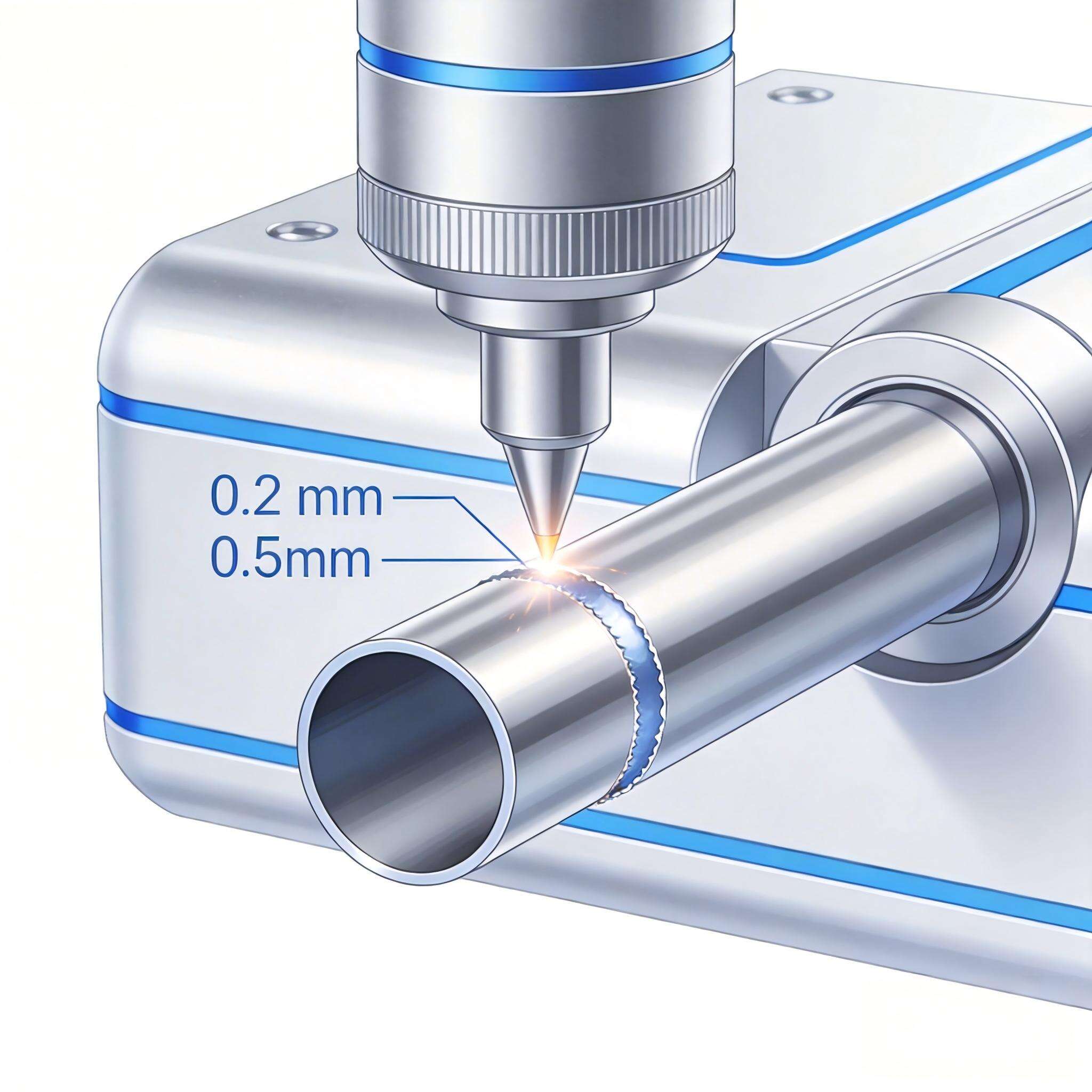
Te ustawienia zapewniają szerokość cięcia wynoszącą 20–40 µm oraz chropowatość powierzchni (Ra) około 0,3 µm — gotowa do uszczelnienia bez intensywnego przetwarzania wtórnego. Stanowiska robocze GuangYao Laser umożliwiają regulację w czasie rzeczywistym, dzięki czemu inżynierowie mogą dostosować parametry w zależności od grubości ścianki (zwykle 0,2–0,5 mm) lub złożoności konturu.
Kontrola naprężeń: od cięcia do stanu nadającego się do spawania
Naprężenia resztkowe to „cichy zabójca” w przypadku implantów tytanowych. Nawet niewielkie naprężenia rozciągające w pobliżu krawędzi cięcia mogą prowadzić do rozprzestrzeniania się pęknięć podczas spawania pokrywy lub przyspieszać zmęczenie w warunkach in vivo. Cięcie laserem ogranicza te zjawiska poprzez:
- Zimne ablacje : Czas trwania impulsów wystarczająco krótki, aby uniknąć powstawania basenów stopionego materiału.
- Strategię skanowania : Nakładające się przejścia z kontrolowanym nakładaniem się (20–30%) w celu jednolitego rozprowadzenia energii.
- Chłodzenie po skanowaniu : Przepływ gazu obojętnego zapobiega powstawaniu gradientów temperatury.
Walidacja często obejmuje Dyfrakcję rentgenowską (XRD) do mapowania naprężeń lub mikrospektroskopii Ramana. Cięcia wykonywane na systemach GuangYao charakteryzują się zwykle ściskającymi naprężeniami powierzchniowymi — co jest korzystne dla odporności na zmęczenie — w przeciwieństwie do naprężeń rozciągających powstających przy zastosowaniu metod mechanicznych.
Monitorowanie inline dodaje kolejną warstwę: systemy wizyjne sprawdzają prostoliniowość krawędzi (dopuszczalna odchyłka ±3 µm), a czujniki emisji akustycznej wykrywają anomalie, takie jak niepełne przebicie. Takie podejście z pętlą sprzężenia zwrotnego zapewnia spójność każdej partii obudów.
Testy trwałości: symulacja czasu życia implantu
Obudowy rozruszników serca muszą wytrzymać 10-15 Lat okres implantacji, co odpowiada miliardom cykli sercowych. Protokoły przyspieszonych testów obejmują:
- Zmęczenie pod obciążeniem pulsacyjnym : 10 7-108 cykli przy odkształceniu 5–20%.
- Cykliczne grzanie i chłodzenie : od −40 °C do +85 °C, ponad 1000 cykli.
- Narażenie na korozję : symulowana ciecz ustrojowa (pH 7,4) przez ponad 6 miesięcy.
- Szybkość wycieku helu : <10⁻⁹ atm·cm³/s zgodnie ze standardem MIL-STD-202.
Laserowo cięty tytan, uzyskany w wyniku zoptymalizowanych procesów, szczególnie dobrze sprawdza się w tym zakresie. Krawędzie zachowują integralność bez inicjacji pęknięć, a pasywna warstwa tlenkowa pozostaje stabilna. Wsparcie aplikacyjne firmy GuangYao Laser często obejmuje wskazówki dotyczące przeprowadzania tych badań, pomagając klientom powiązać jakość cięcia z wynikami testów w celu przygotowania dokumentacji regulacyjnej.
Przypadek badawczy: Skalowanie produkcji urządzeń kardiologicznych
Rozważmy średniej wielkości producenta OEM przechodzącego z elektroerozyjnego (EDM) na cięcie laserowe obudów defibrylatorów kardiowersyjnych (ICD). Początkowe cięcia mechaniczne wykazały odkształcenie krawędzi na poziomie 15–20 µm, powodujące puste przewody spawalnicze w 8% jednostek. Po wdrożeniu zestawu roboczego firmy GuangYao Laser:
- Prostoliniowość krawędzi poprawiła się do wartości poniżej 5 µm na długości 50 mm.
- Wskaźnik odrzucanych połączeń spawanych spadł poniżej 1%.
- Czas cyklu na obudowę zmniejszył się z 8 do 4 minut.
Kluczem było mapowanie parametrów dla ich specyficznego rurka klasy 2 (grubość ścianki 0,3 mm). Obecnie produkcja odbywa się w wielu zmianach, a tygodniowo przetwarzana jest ponad 2000 sztuk — z pełną śledzalnością od danych cięcia po seryjny numer gotowego urządzenia.
Integracja spawania i uszczelnianie hermetyczne
Krawędzie wykonane laserowo naturalnie pasują do spawanie laserowe przymocowania pokrywy. Czyste profile o minimalnej strefie wpływu ciepła (HAZ) zapewniają spójne baseny stopione i szczeliny bez wtrąceń. Typowe konfiguracje wykorzystują skanery galwanometryczne do śledzenia konturu lub dostawę światła włóknowego do głębokiego wnikania.
Przygotowanie powierzchni jest minimalne: czyszczenie ultradźwiękowe w wodzie destylowanej (DI), a następnie przetrzymanie w izopropanolu (IPA). Nie wymaga się intensywnego trawienia, co pozwala zachować warstwę tlenku zapewniającą ochronę przed korozją. Ten zoptymalizowany przepływ wspiera produkcję zgodną z zasadami lean manufacturing w liniach certyfikowanych zgodnie z normą ISO 13485.
Ekonomika produkcji i dopasowanie do czystej strefy
Poza jakością cięcie laserowe przynosi także praktyczne korzyści:
- Nie ma zużycia narzędzia — nieograniczona „żywotność frezu”, w przeciwieństwie do frezowania.
- Proces suchy — brak płynów cięciowych ani odpadów skrawkowych.
- Kompaktowy rozmiar — łatwo dopasowuje się do czystych pomieszczeń klasy 7/8.
Modularne stanowiska robocze GuangYao Laser integrują system odprowadzania odpadów, blokady bezpieczeństwa i rejestrację danych „out of the box”, ułatwiając proces walidacji. Dla producentów urządzeń kardiologicznych o wysokiej wydajności (5 000–20 000 sztuk/miesiąc) koszt przypadający na pojedynczą część ustabilizuje się poniżej 2 USD, wliczając amortyzację.
Często zadawane pytania
P: Jakie są różnice między cięciem laserowym a cięciem strumieniem wody w przypadku obudów z tytanu?
Cięcie strumieniem wody unika wpływu ciepła, ale pozostawia nachylenie krawędzi i wymaga intensywnego usuwania wykańczania. Cięcie laserowe zapewnia prostsze krawędzie oraz lepszą przygotowaną powierzchnię do spawania, choć wymaga precyzyjnej kontroli parametrów.
P: Czy systemy PrecisionLase mogą przetwarzać mieszane gatunki tytanu?
Tak — od stopu Grade 1 do Grade 5 oraz niestandardowe stopy. Energia impulsu jest skalowana w zależności od twardości i odbijalności materiału, zapewniając spójne rezultaty dla różnych materiałów.
P: Jakie operacje wykańczania po cięciu są zwykle wymagane?
Zazwyczaj wystarczają jedynie czyszczenie i kontrola jakości. Elektropolerowanie stosuje się tylko w przypadku, gdy estetyka wymaga lustrzanego wykończenia; standardowo uzyskuje się krawędzie gotowe do spawania.
P: W jaki sposób dokonuje się walidacji jakości cięcia w celu złożenia dokumentacji regulacyjnej?
Przekroje poprzeczne za pomocą SEM/FIB, naprężenia za pomocą XRD, testy szczelności zgodnie z normą ASTM F2096. GuangYao dostarcza danych procesowych wspierających protokoły IQ/OQ/PQ.
Przyszłościowe zapewnienie jakości w produkcji urządzeń kardiologicznych
W miarę jak urządzenia stają się coraz mniejsze – np. bezprzewodowe rozruszniki serca czy hybrydowe materiały bioabsorbujące – dopuszczalne odchylenia zmniejszają się do wartości poniżej 10 µm. Systemy laserowe o charakterze adaptacyjnym – wyposażone w sztuczną inteligencję do optymalizacji ścieżki wiązki oraz źródła światła wielodługościowego – będą kluczowym czynnikiem tego przesunięcia.
Platformy PrecisionLase firmy GuangYao Laser umieszczają producentów na czołówce branży: przetwarzanie tytanu bez powstawania naprężeń, skalowalne od etapu prototypowania po masową produkcję, zapewniając, że każdy monitor tętna zaczyna swoje działanie od zaufanej, precyzyjnej krawędzi.
Spis treści
- Kluczowa rola tytanu w implantach kardiologicznych
- Wybór gatunku tytanu oraz rzeczywistości związane z jego obróbką
- Zoptymalizowane parametry cięcia obudów tytanowych
- Kontrola naprężeń: od cięcia do stanu nadającego się do spawania
- Testy trwałości: symulacja czasu życia implantu
- Przypadek badawczy: Skalowanie produkcji urządzeń kardiologicznych
- Integracja spawania i uszczelnianie hermetyczne
- Ekonomika produkcji i dopasowanie do czystej strefy
- Często zadawane pytania
- Przyszłościowe zapewnienie jakości w produkcji urządzeń kardiologicznych
