Posted on November 26, 2025
キーワード: レーザー溶接、従来の溶接、アルミニウム合金レーザー溶接、異種金属溶接、レーザー溶接の自動化
数十年にわたり、TIG(タングステン不活性ガス)溶接、MIG(金属不活性ガス)溶接、抵抗溶接などの従来の溶接手法が産業製造の基盤を支えてきました。しかし、新エネルギー車(NEV)、航空宇宙、医療機器など現代産業が求める高精度・高速性・材料柔軟性への要求が高まり、大幅な技術シフトが「」へと進んでいます。本比較ガイドでは、「」と従来手法との基本的な違い、それぞれの利点、および最適な適用分野について解説します。 レーザー溶接 レーザー溶接 レーザー溶接 レーザー溶接
最も本質的な違いは、被加工物へのエネルギー供給方法にあります。
| 特徴 | 従来の溶接(MIG/TIG) | レーザー溶接 |
|---|---|---|
| エネルギー源 | 電気アークまたは抵抗 | 極めて集束されたコヒーレント光ビーム |
| 熱入力 | 高い(熱影響部(HAZ)が大きい) | 極めて低い (最小限の危険物) |
| 溶接速度 | ゆっくりと中程度 | 非常に高速 (最大10倍の高速化) |
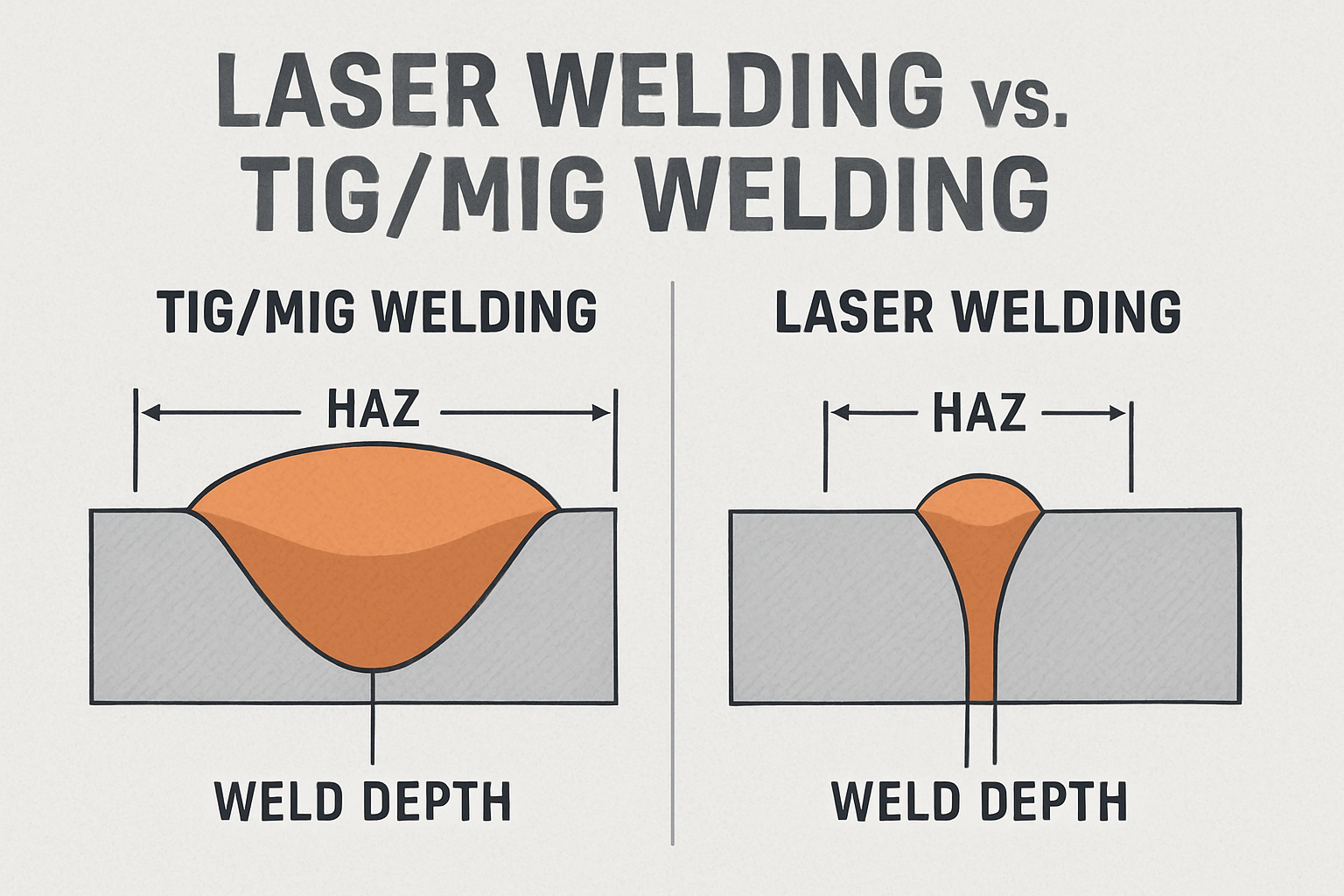
| 溶接深さ/幅比 | 低レベル(幅広く浅い溶接) | 高い (深く狭い溶接) |
| お問い合わせ | 接触式(電極/ワイヤー) | 非接触 |
| 充填材 | 多くの場合必要です | ほとんど不要(自己溶接) |
| 自動化 | 複雑で、しばしば半自動 | 完全自動化への統合が容易 |
レーザー光束の特有の特性は、製造業者にとっていくつかの重要なメリットをもたらします。
レーザー光束は、最大で50マイクロメートルという極めて小さなスポットサイズに集光できます。この集中したエネルギーにより、熱入力が極めて少ない、非常に狭く深さのある溶接が可能になります。
レーザー溶接は非接触式プロセスであり、セットアップ時間も極めて短く、電極交換も不要です。最新の高出力ファイバーレーザーでは、最大で毎分10メートルの溶接速度を実現できます。
レーザー溶接は、従来の方法では困難な材料同士の接合に優れており、以下のようなケースに適用できます。
レーザー溶接には多くの利点がありますが、特定の状況においては、従来の溶接法が引き続き重要です。
業界では、次第に ハイブリッドレーザー・アーク溶接(HLAW) が採用され始めています。これは、レーザーの深部溶透性と高速性と、アークのギャップ橋渡し能力およびコスト効率性を組み合わせた溶接技術です。
選択の分かれ道は レーザー溶接 レーザー溶接と従来の溶接法の選択は、応用分野の要件、材料特性、生産量といった要素に基づく戦略的な判断です。EVや医療機器など、高い精度・速度および複雑形状や異種材料への溶接対応が求められる産業では、レーザー溶接が明確な技術的リーダーです。最新式の レーザー 溶接 システム 高品質で自動化された製造業の未来への投資です。
図3:断面比較:レーザー溶接 vs. 従来の溶接