




PERCとTOPConアーキテクチャー間におけるPVレーザー溝加工パラメーターの基本的違い
Al-BSF構造とポリSiパッシベーション積層構造における熱特性およびアブレーション閾値の変動
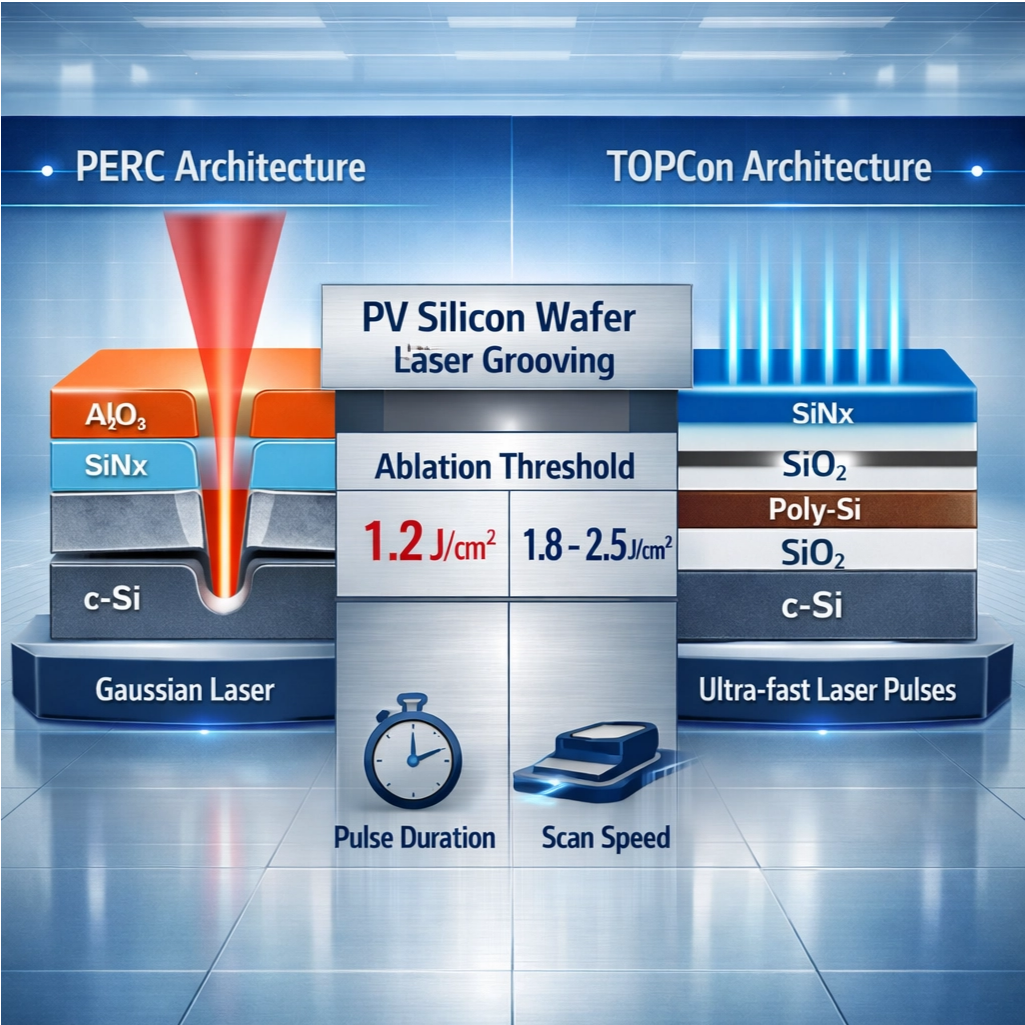
PERCセルには、アルミニウム製背面電界(Al-BSF)と呼ばれる、比較的均一な背面電極構造が備わっています。この構成により、レーザーを材料に照射した際の相互作用が比較的予測可能となり、通常、約1.2 J/cm²程度のアブレーション閾値が得られます。しかし、TOPCon技術では状況が異なります。トンネル酸化膜層と多結晶シリコン(poly-Si)が組み合わさることで、熱伝導率が各層で異なる、はるかに複雑な構造が形成されます。poly-Siは熱をより効率よく伝導するため、アブレーション閾値は1.8~2.5 J/cm²程度まで上昇します。この場合、照射エネルギーの最適化が極めて重要です。エネルギーが高すぎるとpoly-Si層に亀裂が生じる一方、低すぎると不要な酸化物残留物が残ってしまいます。また、標準的なPERCセルでは、約1.5 J/cm²を超えると、アルミニウムの飛散や電気的ショートといった問題が発生する可能性があります。
層積み構造の複雑さが溝エッジ品質および再結合リスクに与える影響
TOPConの複雑な5層構造(c-Si上にSiNx/SiO2/多結晶Si/さらにSiO2の順で積層)は、PERC技術で用いられる比較的単純な3層構造(Al2O3/SiNx/c-Si)と比べて、溝加工(grooving)時のエッジ再結合リスクを大幅に高めます。加工中に熱エネルギーがこれらの多結晶Si層に不均一に伝わると、実際には溝エッジから約3~5マイクロメートル離れた周辺部に微小な亀裂が生じます。こうした欠陥により、表面再結合率がPERCセルと比較して約40%も増加します。この問題を解決するためには、メーカーが熱損傷を局所的に抑えるために10ピコ秒未満の極めて短いレーザーパルスを用いる必要があります。一方、PERC技術では別の課題があります。すなわち、溝の切り込み角度が70度を超えると、金属被覆にギャップが生じやすくなり、その結果、セル効率が約0.8%低下します。つまり、太陽電池パネル製造メーカーは、対象となるセルのアーキテクチャに応じて、レーザー溝加工技術を個別に最適化しなければなりません。一般に、TOPConセルでは熱応力をより適切に緩和するために、時間的に分散させた複数回のレーザーパルスが有効ですが、PERCセルではガウシアン型のレーザービームを用いた加工によって、より滑らかなエッジが得られます。
堅牢なPVレーザー溝加工プロセスウィンドウの定義
重要パラメーターのトレードオフ:深さ均一性(±0.3 μm)を実現するためのパルス持続時間、フラエンス、およびスキャン速度
±0.3 μm以内の深さ均一性を達成するには、パルス持続時間、フラエンス値、および材料上での走査速度の間で最適なバランスを見つけることが極めて重要です。10~50ナノ秒という短パルスを用いる場合、熱影響部が小さくなる一方で、適切なアブレーション結果を得るためには、フラエンスを約2~5ジュール/平方センチメートル程度まで高める必要があります。逆に、長パルスではエネルギー伝達効率が向上しますが、過剰な加熱によって、デリケートなパッシベーション層を損傷してしまう可能性があります。また、走査速度は選択したフラエンス設定と密接に整合させる必要があります。走査速度が秒間5メートルを超えると、テーパー状の溝が形成されやすくなり、一方で秒間2メートル未満では、材料内に厄介な微小亀裂が発生しやすくなります。多くの製造業者が日常的な操業において観測しているところによると、フラエンスを約0.5 J/cm²だけ増加させることで、深さ制御を犠牲にすることなく、走査速度をおよそ15%高速化できるとのことです。なお、パルスの空間的オーバーラップ率を30%未満に保つことで、熱の蓄積問題を回避できます。これは、PERC技術とTOPCon技術を比較する際に特に重要であり、ポリSi層は従来のAl-BSF構造と比べてアブレーションを開始するまでに約40%多いエネルギーを必要とするためです。
シングルパス加工 vs マルチパス加工による溝切り:収率、スループット、およびエッジ絶縁安定性のトレードオフ
| パラメータ | シングルパス | マルチパス |
|---|---|---|
| 流量 | 高 (8–12ウェーハ/分) | 中程度 (4–6ウェーハ/分) |
| エッジ絶縁 | 漏れ電流変動 ±15% | 漏れ電流安定性 ±5% |
| 収量への影響 | デブリの影響により3–5%低下 | 制御された再堆積により98%超 |
| 熱管理 | 1 kWを超える出力では課題あり | エネルギー段階化により最適化 |
単一パス溝加工技術を用いる場合、製造業者は最大の生産性を達成できますが、エッジの不均一性やシリコン粉塵の堆積といった問題に直面します。これは、TOPConの複雑なポリSi/SiOx層構造を扱う作業者にとって特に深刻な課題となります。一方、マルチパス方式を採用すると、エネルギー付与を複数の工程に分散させられるため、こうした課題の大幅な緩和が可能です。このアプローチにより、ピーク温度を約60℃低減でき、エッジ絶縁の安定性も著しく向上します。ただし、生産速度は約50%低下するため、導入にあたっては企業が慎重なコスト・ベネフィット分析を行う必要があります。昨年の研究によると、マルチパス方式が経済的に妥当となるのは、セル効率が24%を超える場合に限られます。特にPERCウエハーについては、多くの工場でハイブリッド戦略が採用されており、まず強力な初期加工を行い、その後に穏やかなクリーニング加工を追加するという手法です。このような組み合わせにより、通常は約96%の収率を達成し、1分間に約7枚のウエハーを処理できます。最終的に、製造プロセスの最適化を図る際には、エッジ再結合による損失防止に重点を置くべきです。なぜなら、わずか1%の絶縁性能低下でも、全体の性能低下に約0.3%相当の影響を及ぼすため、いかなるメーカーもそのような損失を自社の最終利益(ボトムライン)に反映させたくはないからです。
高スループット生産におけるPVレーザー溝加工パラメータの検証と計測
ライン内計測比較:OCT対共焦点顕微鏡(溝深さ不確かさ<±50 nm)
量産工程において50ナノメートル未満の深さ測定を実現するには、現在では高度なライン内計測技術が必要です。光干渉断層撮影法(OCT:Optical Coherence Tomography)は、この分野で非常に優れた性能を発揮しており、非接触・高速な3次元画像取得能力を備え、時速約200枚のウエハー処理が可能です。このため、現在あらゆる場所で見られる高容量PERCおよびTOPCon生産ラインに最適な選択肢となります。OCTは干渉縞を用いる原理に基づいており、マイクロメートル単位の微細な深さ変化を検出できますが、80度を超える急峻な側壁に対しては精度が低下し始めます。一方、共焦点顕微鏡(Confocal Microscopy)は、ピンホールでフィルタリングされたレーザーを用いて表面を走査するという異なるアプローチを採用しています。この手法は、特に複雑な溝形状に対して、垂直方向分解能が±20ナノメートルと実証されており、より優れた分解能を提供します。ただし、処理速度はやや遅く、生産速度が約30%低下しますが、得られる詳細情報の豊かさによってその欠点は十分に補われます。共焦点系は、後にシリコンパッシベーション層において問題を引き起こす可能性のある微小亀裂や残留アブレーション材を確実に検出できます。製造現場において、処理速度と測定精度のバランスを取る必要がある場合、OCTは深さ3マイクロメートル未満の浅い構造に対して最も適しています。しかし、熱損傷が大きな懸念となるTOPCon設計におけるより深い構造に対しては、経験豊富なエンジニアの多くが、代わりに共焦点顕微鏡を採用します。
よくある質問
PERCセル技術とTOPConセル技術の主な違いは何ですか?
PERCセルはアルミニウム背面電界(Al-BSF)構造を採用していますが、TOPConセルは多結晶シリコン(poly-Si)およびトンネル酸化膜を含むより複雑な層構造を採用しており、これによりアブレーション閾値が向上しますが、製造プロセスの複雑さも増します。
レーザー溝加工(レーザーグルービング)は太陽電池セル製造においてなぜ重要ですか?
レーザー溝加工は、太陽電池製造における各層の精密な切断に不可欠であり、セルの効率、エッジ品質、再結合リスクに影響を与え、結果としてセル全体の性能に大きく関与します。
パルス持続時間は溝加工プロセスにどのように影響しますか?
パルス持続時間は、熱影響領域および溝深さの均一性を制御する上で極めて重要な役割を果たします。短いパルスでは熱の拡散が最小限に抑えられますが、有効なアブレーションを実現するにはより高いフラエンス(エネルギー密度)が必要となります。一方、長いパルスでは過剰な熱蓄積が生じ、繊細な層を損傷させる可能性があります。
マルチパス溝加工技術にはどのような利点がありますか?
マルチパス溝加工技術は、エネルギーの印加を分散させることでピーク温度を低下させ、エッジ分離の安定性を向上させます。ただし、この技術は生産速度を低下させるため、経済的実現可能性を判断するにはコスト・ベネフィット分析が必要です。
OCTおよび共焦点顕微鏡は、製造ライン上の計測にどのように使用されますか?
OCTは、浅い形状に対する高速・非接触型3D画像化を提供し、高スループット環境に適しています。一方、共焦点顕微鏡は複雑な形状に対してより高い分解能を提供し、微小亀裂の検出も可能ですが、計測速度は遅いため、複雑な多層構造における詳細検査に有効です。