




医療用レーザー溶接の欠陥率変動性が予測制御を必要とする理由
FDAの厳格な審査と臨床リスク:ペースメーカー、カテーテル、センサーにおける溶接欠陥がクラスII/IIIの不適合を引き起こす仕組み
医療用レーザー溶接における欠陥のばらつきが生じると、植込み型医療機器にとっては文字通り命に関わる結果を招く可能性があります。ペースメーカー、カテーテル、バイオセンサーなどの機器は、液体が内部に侵入したり電気的障害を引き起こしたりしないよう、完全な防水性(気密性・液密性)を備えたシールが必要です。わずかな問題であっても、その影響は極めて重大です。50マイクロメートル未満の微小な穴や材料中の細い亀裂といった欠陥でも、これらの機器の機能を完全に損なうことがあります。こうした欠陥は、米国食品医薬品局(FDA)の基準において、直ちに深刻な問題と見なされ、不適合品としてクラスIIまたはクラスIIIに分類されます。これは、患者の健康に実質的なリスクを及ぼすことを意味します。実際の臨床データを分析すると、心臓関連医療機器の全リコール件数の約17%が溶接不良に起因しており、既に使用中の製品の修正から、店頭からの全面回収に至るまで、さまざまな対応を余儀なくされています。例えばペースメーカーの場合、たった1か所の不良溶接によって、生命維持に不可欠なペーシング信号の正常な出力が妨げられ、直接的に患者の命が危険にさらされるおそれがあります。そのため、量産開始前に欠陥発生率を予測することは、品質管理の観点から極めて合理的なアプローチです。これは、問題が発生した後の対処(リアクティブな対応)から、問題を未然に防止する(プロアクティブな対応)という品質保証のパラダイムシフトを実現し、最終的には患者の安全を守ることにつながります。
不安定性のコスト:未モデル化された不良率変動に起因する廃棄、再加工、監査遅延
予測不能な不良率の変動は、以下の3層の業務上の無駄を生み出します:
- 材料の廃棄 :チタン製ハウジングや白金製電極部品のロット全体が不合格となる
- 再加工の連鎖 :不良溶接部の手作業による修復には、初期組立工程の3倍の労働時間がかかる
- 規制当局による承認停滞 :計画外の不適合調査により、FDA 510(k) 承認が6~12週間遅延する
これらの不安定性は、メーカーにとって年間で1生産ラインあたり74万ドルの防止可能な損失(MedTech Insights 2023)をもたらします。不良率が予期せず急増すると、監査対応準備状況は崩壊し、品質チームはプロセス最適化から原因究明へとリソースを振り向けることになります。この反応的サイクルは、神経刺激インプラントなどの高精度セグメントにおいて、利益率を14~22%も圧迫します。
医療用レーザー溶接における不良率変動を引き起こす8つの制御可能な要因
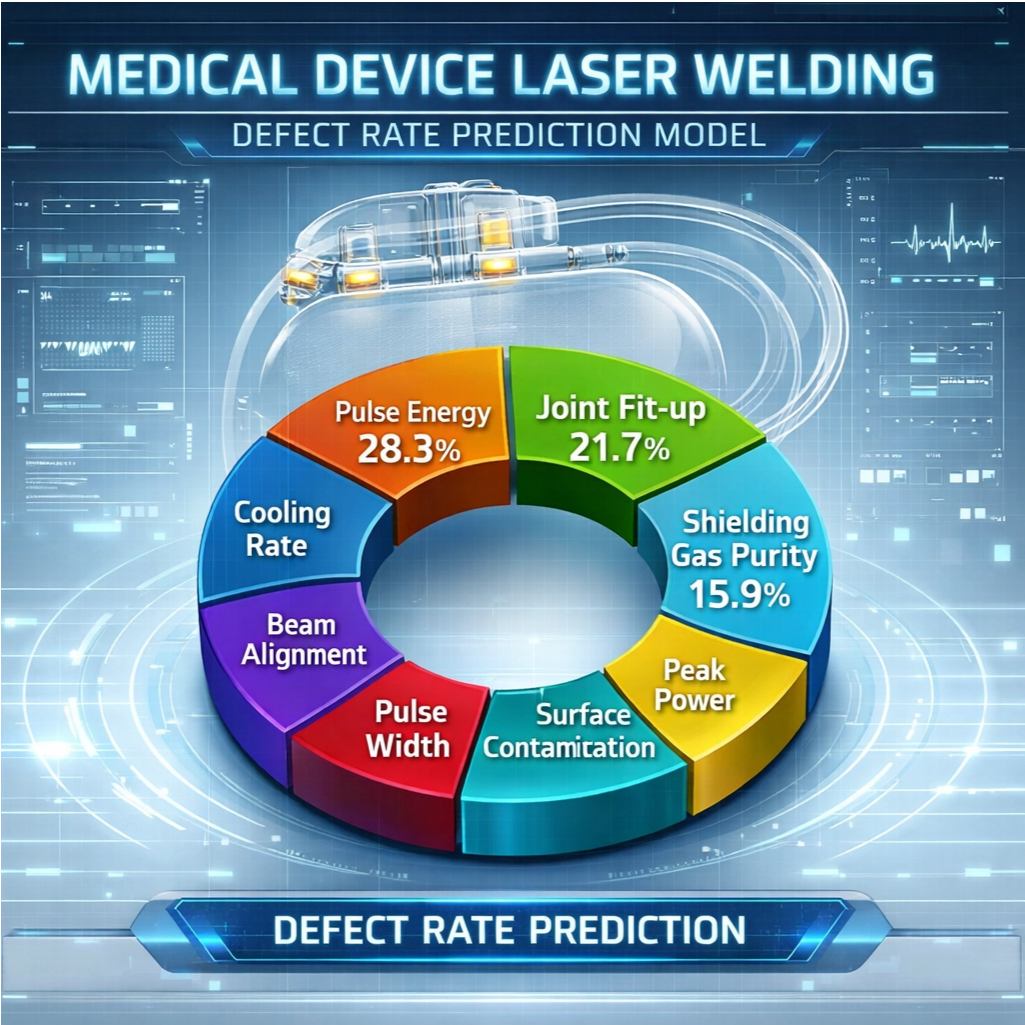
SHAP重み付き階層:パルスエネルギー(28.3%)、継手の組立精度(21.7%)、シールドガス純度(15.9%)——12,470個の溶接継手で検証済み
12,000件を超える医療機器向け溶接データを分析した結果、欠陥発生の原因には明確なパターンが存在することが明らかになりました。その中で最も影響が大きい要因は「パルスエネルギー」であり、溶接時の溶融プールの不均一性を引き起こすため、欠陥率の変動要因の約28%を占めています。次に影響が大きいのは「継手の組立精度」で、部品間のギャップが溶融融合に十分な一貫性を保てない場合に約21%の問題を引き起こします。第3位は「シールドガスの純度」で、50 ppmを超える不純物が存在する場合、約16%の欠陥に関連しています。本分析の価値は、理論モデルではなく、実際の工場生産データに基づいている点にあります。製造事業者は、これらの知見を活用して、推測や試行錯誤ではなく、実際に欠陥率を低減できる具体的な工程改善を実施できます。
実証的な感度しきい値:ISO 13485 製造環境において、ピーク出力とビームアライメントがパルス幅よりも支配的となる理由
ISO 13485 準拠で認証された施設では、ピーク出力の変動が±2.5%を超えると、欠陥発生率が劇的に上昇し、この変動はパルス幅に関する問題よりも約37%深刻な影響を及ぼします。また、ビームアライメントが0.1 mmを超えてずれると、スパッタや気孔の問題が約23%増加します。心臓インプラントなどの製品を製造する際には、溶接部の信頼性を左右するのは、エネルギーが照射される「時間の長さ」ではなく、実際に適用されるエネルギーの「強度」であるため、このような極めて狭い許容範囲が不可欠となります。こうした重要部品を製造するメーカーにとって、リアルタイムで出力レベルを監視し、光学系のキャリブレーションを維持できるシステムへの投資は、パルス変調設定を何時間もかけて調整するよりもはるかに合理的です。
文脈依存型因子の重み付け再調整:窒素シールド下のNd:YAGレーザーでは、表面汚染の寄与率が5%未満に低下 — 原因究明に関する従来の仮定を再検討する
窒素シールド付きNd:YAGシステムを用いる場合、欠陥発生における表面汚染の寄与率は5%未満に低下します。約15リットル/分で流れる窒素パージにより、溶接部における酸化反応が実質的に抑制されます。この知見は、これまでの故障原因分析に対する認識を根本から揺るがすものであり、従来の解析では全欠陥の18~22%が残留物の堆積に起因するとされていました。これを受け、製造現場の作業チームは、特定の環境要因に応じて清掃手順および品質検査基準を見直す必要があります。異なる生産環境において、管理措置が過剰にならず、かつ十分な効果を発揮する「最適なバランス点」を確立することが求められます。
モデルから製造へ:医療用レーザー溶接欠陥率フレームワークの実装
実世界での検証:リアルタイムなパラメーター調整により、89,000件の心血管機器溶接において、欠陥率が3.8%~0.92%低減
予測モデリングの信頼性は、医療機器製造分野において臨床レベルの基準に達しています。心血管インプラントメーカーがリアルタイムでのパラメーター調整を導入し始めた際、溶接欠陥率は約3.8%からわずか0.92%へと劇的に低下しました。これは、約9万点の生産ユニット全体で約76%の改善を意味します。これらの複雑なパルスエネルギー変化を継続的に監視し、自動化システムがその場で補正を行うことで、工場はもはや手動による修正を待つ必要がなくなりました。その結果、ペースメーカーの筐体やカテーテルの内腔などにおける接合部の信頼性が大幅に向上しました。このようなフィードバック制御型(クローズドループ)システムにより、各生産ラインでは毎月約3,200点の不良品が検出・阻止されています。これは、廃棄材料費の大幅な削減および監査時のリスク低減を実現する一方で、医療機器メーカーが遵守しなければならない厳しい規制要件も引き続き満たすことを可能にしています。
品質の将来保証:検証済みワークフローへの予測型医療用レーザー溶接欠陥率モデルの統合
運用ロードマップ:オフライン重み付け – SPC統合監視 – レーザー制御装置へのクローズドループフィードバック
予測型不良率モデルの導入には、通常、3つの主要な段階が含まれます。最初のステップは、オフラインでの重み付け分析を通じて、最も重要な要因を特定することです。パルスエネルギー値やシールドガスの純度といった要素は、過去の溶接記録に基づいて順位付けされます。次に、実際の生産数とモデルによる予測値を並行して監視する「モニタリング段階」が続きます。予測値と実績値の間に有意な差異が生じた場合、問題が許容限界を超えて拡大する前に早期に検出されます。異常が検知されると、システムはレーザー設定に対する自動補正を即座に実行します。具体的には、各パルスの持続時間を調整したり、稼働中のレーザー焦点位置を変更したりします。心血管インプラントを用いた実世界での試験では、こうした即時対応により、廃棄材が約3分の2削減されることが確認されています。かつては事後的な品質検査に過ぎなかったものが、現在では能動的なシステム改善へと進化しており、製造工程全体にわたる継続的なデータ分析によって、溶接品質は絶えず向上しています。
採用動向:ISO 13485認証済みレーザー溶接ラインの41%が、機械学習(ML)を活用した不良率予測機能を組み込むようになっている(2024年医療機器技術品質調査)
機械学習を活用した欠陥予防は、医療機器製造業界において急速に標準化しつつあります。2024年の最新版『MedTech品質調査』によると、ISO 13485規格に基づいて認証を受けたレーザー溶接ラインの約41%ですでに予測モデルを導入しています。このトレンドを早期に取り入れた企業では、生産チェーン全体における可視性の向上により、FDAによる監査プロセスが約22%短縮されるという成果が見られています。また、規制当局が基準を一層厳格化し、医師たちが治療結果に対する説明責任の強化を求める中で、予測分析を公式に検証済みの手順に統合することは、もはや単なる「あると便利な機能」ではなく、企業が事業を継続するためにはほぼ必須の要件となっています。ここでの真の価値は、単に生産効率を高めることにとどまりません。これらのモデルが適切に機能すれば、実際に患者の安全性を高め、規制対応担当者との良好な関係を維持し、製品を今後数年にわたり市場で競争力のある状態に保つことができるのです。
よくある質問セクション
なぜ予測制御が医療用レーザー溶接において不可欠なのでしょうか?
予測制御は極めて重要であり、製造業者が欠陥を未然に検出し、防止することを可能にするため、患者の安全性を高め、製品のリコールを削減します。
溶接欠陥の主な原因となる要因は何ですか?
パルスエネルギー、継手の組立精度(ジョイント・フィットアップ)、シールドガスの純度が主な要因であり、その中でもパルスエネルギーが欠陥発生率に最も大きな影響を与えます。
機械学習は欠陥予測にどのように影響しますか?
機械学習は、製造データを分析して問題を事前に予測・軽減することにより、欠陥予測の精度を高め、監査効率および製品安全性を向上させます。