




Differenze fondamentali nei parametri di scanalatura laser fotovoltaica tra architetture PERC e TOPCon
Variazioni della soglia termica e di ablazione tra stack di passivazione Al-BSF e poli-Si
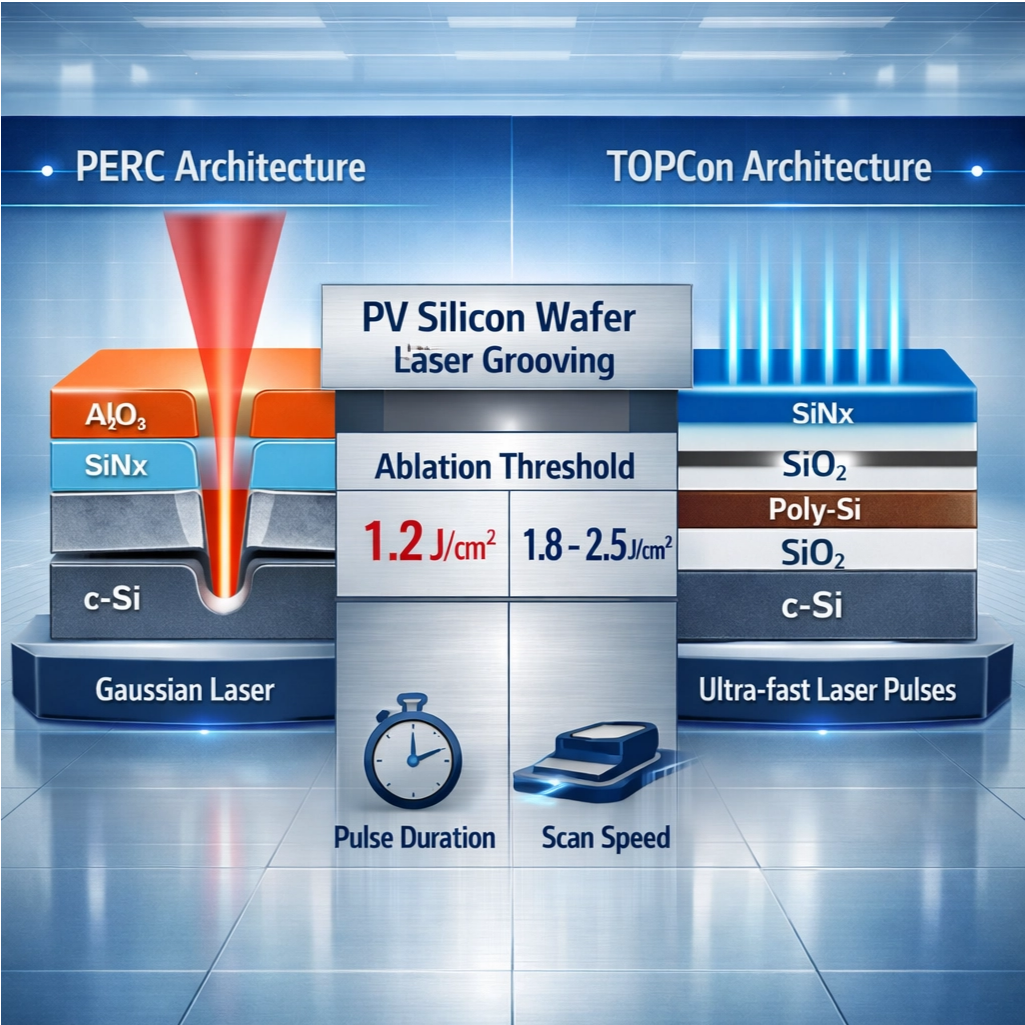
Le celle PERC presentano ciò che viene definito un campo superficiale posteriore in alluminio (Al-BSF) con una struttura di contatto posteriore piuttosto uniforme. Questa configurazione consente interazioni abbastanza prevedibili quando si utilizzano laser sul materiale, tipicamente intorno a una soglia di ablazione di circa 1,2 J per centimetro quadrato. Con la tecnologia TOPCon, tuttavia, le cose cambiano. Lo strato di ossido tunnel combinato con il silicio policristallino (poly-Si) crea una situazione molto più complessa, in cui le conduttività termiche variano da strato a strato. Poiché il poly-Si gestisce meglio il calore, si osserva un aumento della soglia di ablazione fino a un valore compreso tra 1,8 e 2,5 J per centimetro quadrato. Applicare la giusta quantità di energia è fondamentale: troppa potenza può effettivamente provocare crepe negli strati di poly-Si, mentre una quantità insufficiente lascia residui indesiderati di ossido. Per le celle PERC standard, superare circa 1,5 J per centimetro quadrato può causare problemi come lo schizzamento dell’alluminio e cortocircuiti elettrici.
Impatto della complessità dello stack degli strati sulla qualità del bordo delle scanalature e sul rischio di ricombinazione
La complessa struttura a cinque strati di TOPCon (SiNx su SiO2, quindi poli-Si seguito da un altro strato di SiO2 su c-Si) comporta rischi molto maggiori di ricombinazione ai bordi durante la scanalatura rispetto alla più semplice configurazione a tre strati utilizzata nella tecnologia PERC (Al2O3/SiNx/c-Si). Quando l’energia termica si diffonde in modo non uniforme attraverso quegli strati di poli-Si durante il processo, si generano effettivamente microfessure a circa 3–5 micrometri oltre i bordi delle scanalature. Questi difetti aumentano il tasso di ricombinazione superficiale di circa il 40% in più rispetto a quanto osservato nelle celle PERC. Per risolvere questo problema, i produttori necessitano di impulsi laser estremamente brevi, inferiori a 10 picosecondi, per mantenere il danno termico localizzato. Con la tecnologia PERC si presenta invece un altro problema: se l’angolo di incisione delle scanalature supera i 70 gradi, ciò tende a creare interruzioni nel rivestimento metallico, riducendo l’efficienza della cella di circa lo 0,8%. Ciò significa che i produttori di pannelli solari devono adattare le proprie tecniche di scanalatura laser in base all’architettura specifica della cella con cui stanno lavorando. In generale, TOPCon funziona meglio con più impulsi laser distribuiti nel tempo, per gestire in modo più efficace le sollecitazioni termiche, mentre le celle PERC producono normalmente bordi più uniformi quando vengono processate con fasci laser a profilo gaussiano.
Definizione della finestra di processo robusta per la scanalatura laser PV
Compromessi tra parametri critici: durata dell'impulso, fluenza e velocità di scansione per l'uniformità della profondità (±0,3 μm)
Ottenere un'uniformità di profondità entro ±0,3 μm dipende fortemente dal trovare il giusto equilibrio tra durata dell'impulso, livelli di fluenza e velocità di scansione sul materiale. Quando si utilizzano impulsi più brevi, compresi tra 10 e 50 nanosecondi, si ottengono zone termicamente influenzate più ridotte, ma è necessario aumentare la fluenza a circa 2–5 joule per centimetro quadrato per ottenere risultati di ablazione adeguati. Al contrario, impulsi più lunghi trasferiscono l'energia in modo più efficace, ma possono danneggiare effettivamente quegli strati di passivazione delicati a causa di un riscaldamento eccessivo. Anche la velocità di scansione deve essere adeguatamente sincronizzata con le impostazioni di fluenza scelte. Superare i 5 metri al secondo tende a generare scanalature tronco-coniche, mentre velocità inferiori a 2 m/s provocano generalmente la formazione di microfessure fastidiose nel materiale. Secondo quanto osservato dalla maggior parte dei produttori nelle loro operazioni quotidiane, un incremento della fluenza di circa 0,5 J/cm² consente di aumentare la velocità di scansione del 15% circa, senza compromettere il controllo della profondità. Vale la pena sottolineare che mantenere l’overlap spaziale tra impulsi inferiore al 30% aiuta ad evitare problemi di accumulo termico. Ciò fa tutta la differenza nel confronto tra le tecnologie PERC e TOPCon, poiché gli strati di silicio policristallino richiedono circa il 40% di energia in più prima di iniziare ad ablatarsi rispetto alle tradizionali strutture Al-BSF.
Scan singolo vs scan multiplo per la scanalatura: compromessi tra resa, produttività e stabilità dell’isolamento ai bordi
| Parametro | A passaggio singolo | A passaggi multipli |
|---|---|---|
| Debito | Alta (8–12 wafer/min) | Media (4–6 wafer/min) |
| Isolamento ai bordi | varianza della corrente di dispersione ±15% | stabilità della corrente di dispersione ±5% |
| Impatto sulla produzione | 3–5% inferiore a causa dei detriti | >98% con ridistruzione controllata |
| Gestione termica | Prestazioni limitate a potenze superiori a 1 kW | Ottimizzato mediante graduazione dell’energia |
Quando si utilizzano tecniche di scanalatura in un unico passaggio, i produttori ottengono la massima produttività, ma incontrano problemi legati a bordi irregolari e all’accumulo di detriti di silicio. Ciò diventa particolarmente problematico per chi lavora con le complesse strutture a strati poli-Si/SiOx dei dispositivi TOPCon. L’adozione di una strategia a più passaggi apporta notevoli benefici, poiché distribuisce l’applicazione dell’energia su diversi stadi. Questo approccio riduce la temperatura di picco di circa 60 gradi Celsius e rende molto più stabile l’isolamento dei bordi. Va tuttavia sottolineato che si registra un calo di circa il 50% nella velocità di produzione, il che implica che le aziende devono effettuare accurati calcoli costi-benefici prima di procedere al passaggio. Una ricerca condotta lo scorso anno ha dimostrato che i metodi a più passaggi risultano finanziariamente vantaggiosi soltanto qualora le efficienze delle celle superino il 24%. Nello specifico per le fette PERC, molti impianti hanno adottato strategie ibride, avviando il processo con un primo passaggio energico seguito da ulteriori passaggi di pulizia più delicati. Queste combinazioni raggiungono tipicamente un rendimento del 96%, elaborando circa sette fette al minuto. Alla fine della giornata, chiunque ottimizzi il proprio processo produttivo dovrebbe concentrarsi fortemente sulla prevenzione dei fenomeni di ricombinazione ai bordi, poiché anche piccole perdite in questa fase si traducono direttamente in cali di efficienza: una riduzione dell’1% nell’isolamento corrisponde a una diminuzione approssimativa dello 0,3% delle prestazioni complessive, un risultato che nessun produttore desidera vedere riflettersi sul proprio conto economico.
Convalida e misurazione dei parametri di scanalatura laser PV in produzione ad alta produttività
Confronto di metrologia in linea: OCT rispetto alla microscopia confocale per un'incertezza di profondità delle scanalature <±50 nm
Ottenere misurazioni di profondità inferiori a 50 nanometri nella produzione di massa richiede oggigiorno tecnologie di misura in linea davvero avanzate. La tomografia a coerenza ottica (OCT) si distingue in questo ambito, offrendo elevate capacità di imaging tridimensionale non a contatto e ad alta velocità, in grado di gestire circa 200 wafer all’ora. Ciò la rende particolarmente adatta alle linee di produzione ad alto volume di celle PERC e TOPCon, ormai diffuse ovunque. Il principio di funzionamento dell’OCT, basato sui pattern di interferenza, le consente di rilevare variazioni di profondità estremamente ridotte, fino a pochi micron; tuttavia, comincia a incontrare difficoltà quando deve analizzare pareti particolarmente ripide, con angoli superiori a 80 gradi. Al contrario, la microscopia confocale adotta un approccio diverso, utilizzando laser filtrati tramite fori stenopeici per scandire le superfici. Questo metodo garantisce una risoluzione verticale superiore, verificata in ±20 nanometri, particolarmente utile per forme di scanalature complesse. Non è però altrettanto veloce: comporta una riduzione della velocità di produzione di circa il 30%, ma il guadagno in termini di dettaglio ne compensa ampiamente lo svantaggio. I sistemi confocali individuano efficacemente microfessure indesiderate e residui di materiale ablato, che potrebbero causare problemi successivi negli strati di passivazione del silicio. Quando i produttori devono bilanciare velocità ed accuratezza, l’OCT risulta generalmente la scelta migliore per caratteristiche superficiali poco profonde, inferiori a 3 micrometri. Per strutture più profonde, invece, come quelle previste nei design TOPCon — dove i danni termici rappresentano una preoccupazione rilevante — la maggior parte degli ingegneri esperti opta preferibilmente per la microscopia confocale.
Domande frequenti
Qual è la principale differenza tra le tecnologie di celle PERC e TOPCon?
Le celle PERC utilizzano una struttura con campo superficiale posteriore in alluminio (Al-BSF), mentre le celle TOPCon incorporano uno strato più complesso che include silicio policristallino (poly-Si) e ossido di tunnel, consentendo soglie di ablazione più elevate ma aggiungendo anche complessità al processo.
Perché la scanalatura laser è importante nella produzione di celle fotovoltaiche?
La scanalatura laser è fondamentale per il taglio preciso degli strati nella fabbricazione delle celle solari, influenzando l’efficienza, la qualità dei bordi e il rischio di ricombinazione, e quindi le prestazioni complessive delle celle.
In che modo la durata dell’impulso influenza il processo di scanalatura?
La durata dell’impulso svolge un ruolo significativo nel controllo delle zone interessate dal calore e nell’uniformità della profondità. Impulsi più brevi riducono al minimo la diffusione del calore, ma richiedono una fluenza superiore per un’ablazione efficace, mentre impulsi più lunghi possono causare un accumulo eccessivo di calore, danneggiando gli strati delicati.
Quali vantaggi offrono le tecniche di scanalatura multi-pass?
Le tecniche di scanalatura multi-pass distribuiscono l’applicazione dell’energia, riducendo le temperature di picco e migliorando la stabilità dell’isolamento dei bordi. Tuttavia, esse riducono la velocità di produzione, rendendo necessaria un’analisi costi-benefici per valutarne la sostenibilità economica.
In che modo OCT e microscopia confocale vengono utilizzate nelle misurazioni in linea di produzione?
L’OCT fornisce immagini tridimensionali rapide e senza contatto per caratteristiche superficiali, risultando adatta a contesti ad alto tasso di produzione. La microscopia confocale offre invece una risoluzione superiore per forme complesse e consente di rilevare microfessure, sebbene a una velocità inferiore, risultando pertanto vantaggiosa per ispezioni dettagliate in strutture stratificate complesse.
Indice
- Differenze fondamentali nei parametri di scanalatura laser fotovoltaica tra architetture PERC e TOPCon
- Definizione della finestra di processo robusta per la scanalatura laser PV
- Convalida e misurazione dei parametri di scanalatura laser PV in produzione ad alta produttività
-
Domande frequenti
- Qual è la principale differenza tra le tecnologie di celle PERC e TOPCon?
- Perché la scanalatura laser è importante nella produzione di celle fotovoltaiche?
- In che modo la durata dell’impulso influenza il processo di scanalatura?
- Quali vantaggi offrono le tecniche di scanalatura multi-pass?
- In che modo OCT e microscopia confocale vengono utilizzate nelle misurazioni in linea di produzione?