




Perché la variabilità del tasso di difetti nella saldatura laser medica richiede un controllo predittivo
Controllo rigoroso da parte della FDA e rischio clinico: come i difetti di saldatura in pacemaker, cateteri e sensori provocano non conformità di Classe II/III
Quando si verificano variazioni nei difetti durante la saldatura laser medica, le conseguenze possono essere letteralmente letali per i dispositivi impiantabili. Dispositivi come pacemaker, cateteri e biosensori richiedono sigilli completamente stagni, affinché i fluidi non penetrino all’interno o causino problemi elettrici. Anche i difetti più piccoli rivestono un’importanza fondamentale: fori inferiori a 50 micrometri o microfessure nel materiale possono compromettere del tutto il funzionamento di tali dispositivi. Questi tipi di difetti diventano rapidamente problemi gravi secondo gli standard della FDA, classificati come non conformità di Classe II o III, il che significa che comportano rischi concreti per la salute delle persone. Analizzando i dati clinici reali, circa il 17% di tutti i richiami relativi a dispositivi cardiaci è attribuibile a saldature difettose, con conseguenze che vanno dalla correzione di prodotti già in uso al loro ritiro completo dal mercato. Prendiamo ad esempio i pacemaker: anche una singola saldatura difettosa potrebbe impedire il corretto funzionamento di quei segnali di stimolazione cardiaca critici, mettendo direttamente a rischio la vita dei pazienti. È quindi ragionevole prevedere le percentuali di difetti già prima dell’avvio della produzione, ai fini del controllo qualità. Ciò consente di passare da un approccio basato esclusivamente sulla correzione dei problemi dopo che si sono verificati a un approccio preventivo, volto a evitarli sin dalle fasi iniziali, proteggendo così in modo efficace la sicurezza dei pazienti.
Costo dell'instabilità: scarti, ritravagli e ritardi nelle verifiche legati alle fluttuazioni non modellate del tasso di difettosità
Le fluttuazioni imprevedibili del tasso di difettosità generano tre livelli di spreco operativo:
- Scarto di materiale : rigetto di interi lotti di alloggiamenti in titanio o di componenti per elettrodi in platino
- Cascata di ritravagli : la riparazione manuale di saldature difettose richiede tre volte le ore-uomo necessarie per l’assemblaggio iniziale
- Stallo regolatorio : indagini impreviste su non conformità ritardano l’approvazione FDA 510(k) di 6–12 settimane
Queste instabilità costano ai produttori 740.000 USD all’anno per linea produttiva in perdite evitabili (MedTech Insights 2023). Quando il tasso di difettosità aumenta in modo improvviso, la prontezza alle verifiche crolla: i team qualità devono dirottare risorse dall’ottimizzazione dei processi all’analisi delle cause radice. Questo ciclo reattivo erode i margini di profitto del 14–22% nei segmenti ad alta precisione, come gli impianti per neuromodulazione.
Gli 8 fattori controllabili che determinano la variabilità del tasso di difettosità nella saldatura laser per dispositivi medici
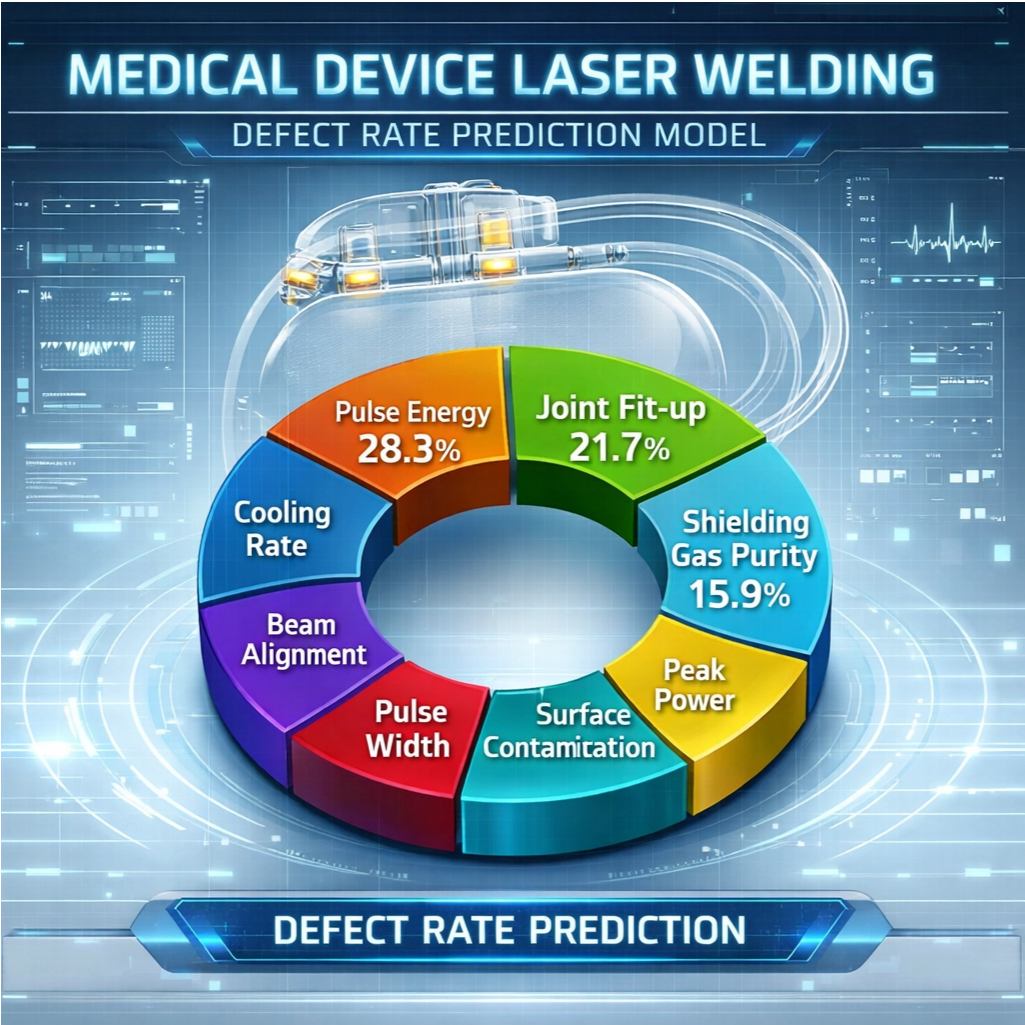
Gerarchia ponderata con SHAP: Energia dell'impulso (28,3%), allineamento del giunto (21,7%), purezza del gas di protezione (15,9%) — convalidata su 12.470 giunti saldati
L’analisi di oltre 12.000 saldature su dispositivi medici rivela chiaramente un modello ricorrente nei fattori che causano difetti. L’energia dell’impulso emerge come fattore principale, responsabile di circa il 28% della variabilità nei tassi di difettosità, poiché genera bacini di fusione non uniformi durante la saldatura. Al secondo posto figurano i problemi di allineamento del giunto, che contribuiscono a circa il 21% dei difetti quando gli intervalli tra le parti non sono sufficientemente costanti per garantire una corretta fusione. La purezza del gas di protezione si colloca al terzo posto, con circa il 16% dei difetti correlato alla presenza di impurità superiori a 50 ppm. Ciò che rende particolarmente preziosa questa analisi è il fatto che si basa su dati reali provenienti dalla produzione industriale, e non su modelli puramente teorici. I produttori possono utilizzare questi risultati per apportare modifiche specifiche ai propri processi, riducendo effettivamente i tassi di difettosità anziché procedere per tentativi empirici.
Soglie empiriche di sensibilità: Perché la potenza di picco e l’allineamento del fascio prevalgono sulla larghezza d’impulso negli ambienti produttivi ISO 13485
Negli impianti certificati secondo gli standard ISO 13485 si osserva un aumento drammatico dei difetti quando le variazioni della potenza di picco superano il ±2,5%, rendendo tali fluttuazioni circa il 37% più problematiche rispetto ai problemi legati alla larghezza d’impulso. Quando lo spostamento dell’allineamento del fascio supera il valore di 0,1 mm, i problemi di schizzi e porosità aumentano di circa il 23%. La necessità di tolleranze così ristrette diventa evidente nella produzione di impianti cardiaci, poiché è effettivamente l’intensità dell’energia applicata, e non la sua durata, a determinare se le saldature mantengono correttamente la coesione. Per i produttori che realizzano questi componenti critici, investire in sistemi in grado di monitorare in tempo reale i livelli di potenza e di mantenere la calibrazione ottica risulta molto più ragionevole che dedicare ore all’aggiustamento delle impostazioni di modulazione dell’impulso.
Ripesatura dei fattori dipendenti dal contesto: la contaminazione superficiale scende a un peso inferiore al 5% con il sistema Nd:YAG schermato in azoto — rivedendo le ipotesi sulla causa radice
Quando si utilizzano sistemi Nd:YAG schermati in azoto, il ruolo della contaminazione superficiale nella generazione di difetti scende al di sotto del 5%. La purga di azoto, che fluisce a circa 15 litri al minuto, impedisce praticamente l’ossidazione nel punto di saldatura. Questo risultato modifica profondamente le precedenti assunzioni sulle cause di guasto, poiché le analisi tradizionali attribuivano tra il 18% e il 22% di tutti i difetti all’accumulo di residui. Ora i team produttivi devono rivedere e adeguare le proprie procedure di pulizia e i controlli qualità in base ai fattori ambientali specifici. Devono individuare il giusto equilibrio in cui le misure di controllo risultino efficaci senza essere eccessive, adattandole ai diversi contesti produttivi.
Dal modello alla produzione: implementazione del Framework per il tasso di difetti nella saldatura laser medica
Validazione nel mondo reale: riduzione del tasso di difetti compresa tra il 3,8% e lo 0,92% su 89.000 saldature di dispositivi cardiovascolari grazie all’aggiustamento in tempo reale dei parametri
L'affidabilità dei modelli predittivi ha raggiunto standard di qualità clinica nella produzione di dispositivi medici. Quando i produttori di impianti cardiovascolari hanno iniziato a utilizzare aggiustamenti in tempo reale dei parametri, hanno osservato una riduzione drastica del tasso di difetti nelle saldature, passando da circa il 3,8% a soltanto lo 0,92%. Ciò corrisponde a un miglioramento di circa il 76% su quasi 90.000 unità prodotte. Monitorando costantemente quelle complesse variazioni dell'energia degli impulsi e consentendo ai sistemi automatizzati di compensare in tempo reale, le fabbriche non devono più attendere interventi manuali correttivi. Il risultato? Un'integrità molto maggiore dei giunti, ad esempio nei contenitori dei pacemaker e nei lumi dei cateteri. Questi sistemi a controllo chiuso bloccano ogni mese circa 3.200 dispositivi difettosi per linea di produzione. Ciò comporta notevoli risparmi sui materiali di scarto e una minore esposizione al rischio durante gli audit, pur rispettando pienamente quei rigorosi requisiti normativi che i produttori di dispositivi medici sono tenuti a seguire.
Garantire la qualità nel lungo termine: integrazione di modelli predittivi per il tasso di difetti nella saldatura laser medica all'interno di flussi di lavoro convalidati
Roadmap operativo: Ponderazione offline – Monitoraggio integrato SPC – Feedback in loop chiuso ai controller del laser
L'implementazione di modelli predittivi del tasso di difettosità prevede tipicamente tre fasi principali. La prima fase consiste nella determinazione dei fattori più rilevanti mediante un'analisi ponderata offline. Elementi quali i livelli di energia degli impulsi o il grado di purezza del gas di protezione vengono classificati sulla base dei precedenti registri di saldatura. Segue quindi la fase di monitoraggio, in cui i sistemi rilevano i dati effettivi di produzione in parallelo con le previsioni generate dal modello. Eventuali scostamenti significativi emergono tempestivamente, impedendo che i problemi si aggravino oltre i limiti accettabili. Quando si rileva un'anomalia, il sistema interviene automaticamente apportando correzioni ai parametri del laser, ad esempio modificando la durata di ciascun impulso o spostando il punto di messa a fuoco del laser durante il funzionamento. Test condotti nel mondo reale su impianti cardiovascolari hanno dimostrato che questi interventi immediati riducono lo scarto di materiale di circa due terzi. Ciò che un tempo era un controllo qualità reattivo è oggi diventato un miglioramento proattivo del sistema, con la qualità delle saldature che migliora costantemente grazie all'analisi continua dei dati provenienti dai processi produttivi.
Tendenze nell'adozione: il 41% delle linee di saldatura laser certificate ISO 13485 integra attualmente la previsione del tasso di difetti basata su ML (Indagine sulla qualità nel settore MedTech 2024)
La prevenzione dei difetti basata sull'apprendimento automatico sta rapidamente diventando la norma nella produzione di dispositivi medici. Secondo l'ultima indagine sulla qualità nel settore MedTech del 2024, circa il 41% delle linee di saldatura laser certificate secondo gli standard ISO 13485 incorpora già modelli predittivi. Le aziende che hanno anticipato tempestivamente questa tendenza hanno visto accelerare i propri processi di audit da parte della FDA di circa il 22%, grazie soprattutto a una maggiore trasparenza lungo l’intera catena produttiva. Con le autorità regolatorie che alzano costantemente l’asticella e i medici che richiedono una maggiore responsabilità sui risultati clinici, l’integrazione dell’analisi predittiva nelle procedure ufficialmente validate non è più un semplice vantaggio competitivo: è ormai quasi obbligatoria per chi intende rimanere sul mercato. Il vero valore di queste soluzioni va ben oltre il semplice incremento dei tassi di produzione. Quando questi modelli funzionano correttamente, contribuiscono effettivamente a migliorare la sicurezza dei pazienti, a mantenere buoni rapporti con gli ispettori della conformità e a garantire che i prodotti restino competitivi e commercialmente validi per molti anni a venire.
Sezione FAQ
Perché il controllo predittivo è essenziale nella saldatura laser medica?
Il controllo predittivo è fondamentale perché consente ai produttori di identificare e prevenire i difetti prima che si verifichino, migliorando così la sicurezza del paziente e riducendo i richiami dei prodotti.
Quali sono i principali fattori che contribuiscono ai difetti di saldatura?
L'energia dell'impulso, l'allineamento del giunto e la purezza del gas di protezione sono i principali fattori, con l'energia dell'impulso che esercita l'impatto più significativo sul tasso di difetti.
In che modo il machine learning influenza la previsione dei difetti?
Il machine learning migliora la previsione dei difetti analizzando i dati produttivi per anticipare e mitigare i problemi, aumentando l'efficienza delle verifiche e la sicurezza del prodotto.
Indice
- Perché la variabilità del tasso di difetti nella saldatura laser medica richiede un controllo predittivo
-
Gli 8 fattori controllabili che determinano la variabilità del tasso di difettosità nella saldatura laser per dispositivi medici
- Gerarchia ponderata con SHAP: Energia dell'impulso (28,3%), allineamento del giunto (21,7%), purezza del gas di protezione (15,9%) — convalidata su 12.470 giunti saldati
- Soglie empiriche di sensibilità: Perché la potenza di picco e l’allineamento del fascio prevalgono sulla larghezza d’impulso negli ambienti produttivi ISO 13485
- Ripesatura dei fattori dipendenti dal contesto: la contaminazione superficiale scende a un peso inferiore al 5% con il sistema Nd:YAG schermato in azoto — rivedendo le ipotesi sulla causa radice
- Dal modello alla produzione: implementazione del Framework per il tasso di difetti nella saldatura laser medica
-
Garantire la qualità nel lungo termine: integrazione di modelli predittivi per il tasso di difetti nella saldatura laser medica all'interno di flussi di lavoro convalidati
- Roadmap operativo: Ponderazione offline – Monitoraggio integrato SPC – Feedback in loop chiuso ai controller del laser
- Tendenze nell'adozione: il 41% delle linee di saldatura laser certificate ISO 13485 integra attualmente la previsione del tasso di difetti basata su ML (Indagine sulla qualità nel settore MedTech 2024)
- Sezione FAQ