EN

Le module PowerWeld révolutionne l’assemblage des modules de batterie pour véhicules électriques (VE) grâce à une technologie spécialisée de soudage laser haute puissance, optimisée pour les connexions entre barres collectrices et cellules, ainsi que pour l’intégration des plaques de refroidissement. Ce système, éprouvé en production, atteint des vitesses de soudage de 150 mm/s avec une profondeur de pénétration de 3,0 mm sur des composants en aluminium, tout en conservant une précision positionnelle de ±0,02 mm, exigée pour la qualité automobile. Conçu pour les modules à cellules prismatiques et à poches, le système intègre une automatisation robotique complète, une surveillance en temps réel de la qualité des soudures et une connectivité transparente au système de gestion de la production (MES), garantissant une traçabilité totale de la fabrication. Livré sous forme de solution clé en main, PowerWeld-Module réduit au minimum le temps d’intégration dans la ligne de production tout en maximisant le débit et la fiabilité des soudures pour la fabrication à grande échelle de batteries pour véhicules électriques au sein des chaînes d’approvisionnement mondiales des équipementiers automobiles (OEM).
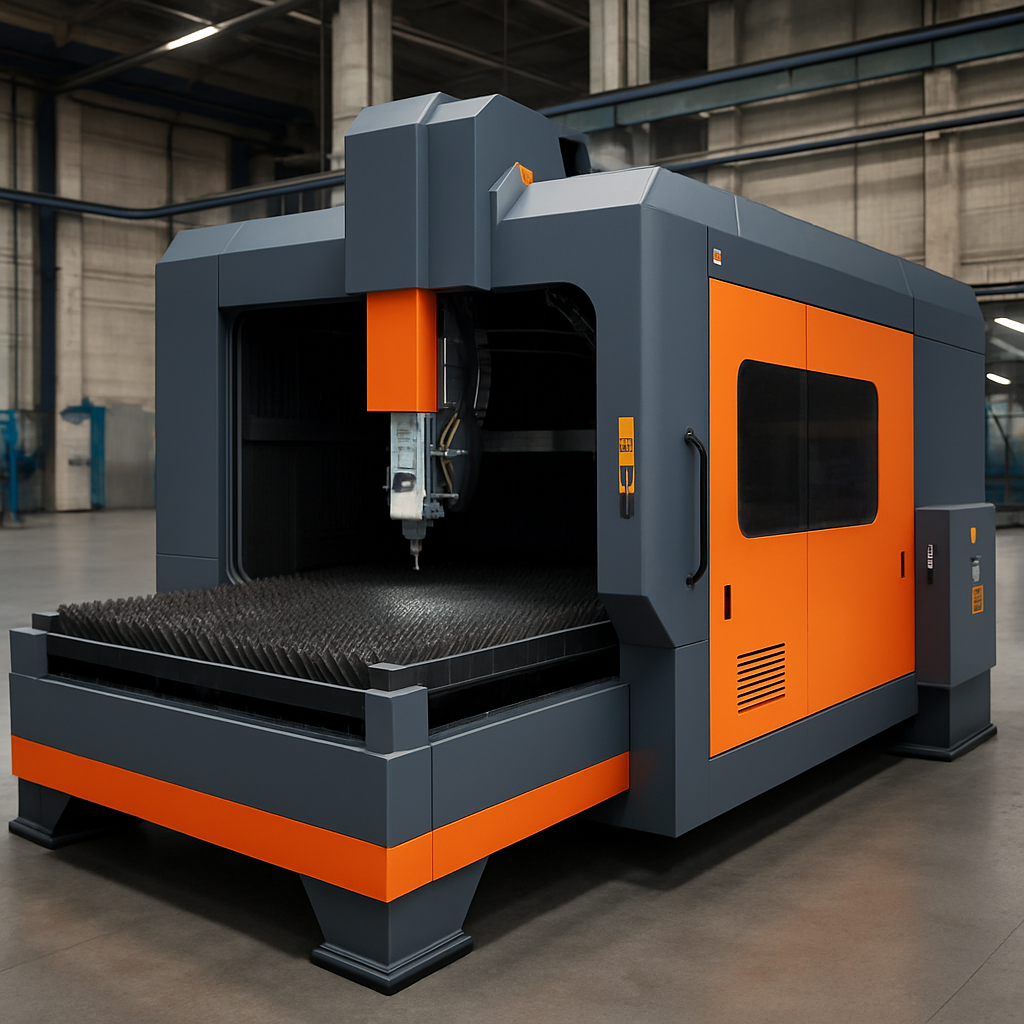
Le système modulaire PrecisionLase PowerWeld assure un soudage laser à haut débit pour les lignes d’assemblage de modules de batteries EV
Le module PowerWeld révolutionne l’assemblage des modules de batterie pour véhicules électriques (VE) grâce à une technologie spécialisée de soudage laser haute puissance, optimisée pour les connexions entre barres collectrices et cellules, ainsi que pour l’intégration des plaques de refroidissement. Ce système, éprouvé en production, atteint des vitesses de soudage de 150 mm/s avec une profondeur de pénétration de 3,0 mm sur des composants en aluminium, tout en conservant une précision positionnelle de ±0,02 mm, exigée pour la qualité automobile. Conçu pour les modules à cellules prismatiques et à poches, le système intègre une automatisation robotique complète, une surveillance en temps réel de la qualité des soudures et une connectivité transparente au système de gestion de la production (MES), garantissant une traçabilité totale de la fabrication. Livré sous forme de solution clé en main, PowerWeld-Module réduit au minimum le temps d’intégration dans la ligne de production tout en maximisant le débit et la fiabilité des soudures pour la fabrication à grande échelle de batteries pour véhicules électriques au sein des chaînes d’approvisionnement mondiales des équipementiers automobiles (OEM).
Module PowerWeld de PrecisionLase par GuangYao offre une technologie spécialisée de soudage laser conçue spécifiquement pour l’assemblage à grande vitesse des modules de batterie EV . Ce pilier de la production comble l’écart critique entre le soudage individuel des cellules et l’assemblage final du bloc, en se concentrant sur les connexions entre barres collectrices et bornes des cellules et l’intégration des plaques de refroidissement — les deux étapes les plus complexes et les plus limitantes en termes de débit dans la production de modules.
Avec puissance laser à fibre en onde continue de 2000 W à 6000 W , vitesses de soudage linéaires de 150 mm/s , et précision positionnelle de ±0,02 mm , le module PowerWeld atteint une qualité de soudure conforme aux normes automobiles à des volumes de production de gigafactory . Déployé sur des lignes de fabrication mondiales de cellules prismatiques et de type pochette, ce système assure des améliorations de productivité de 35 à 50 % avec un taux de rendement au premier passage de 99,98 % grâce à une surveillance intégrée de la qualité et à une traçabilité complète au sein du système de gestion de la fabrication (MES).
Ingénierie de précision pour relever les défis de l’assemblage des modules
Spécifications principales du module de soudage :
├── Puissance laser : laser à fibre CW de 2000 W à 6000 W (évolutif)
├── Longueur d’onde : 1070 nm, optimisée pour la réflectivité de l’aluminium et du cuivre
├── Vitesse de soudage : 50 à 150 mm/s en joint continu
├── Profondeur de pénétration : 3,0 mm pour l’aluminium, 2,5 mm pour le cuivre
├── Précision de positionnement : répétabilité robotique de ±0,02 mm
├── Volume de travail : 1800 mm × 1200 mm × 800 mm
Optimisation brevetée de la transmission du faisceau élimine les défauts courants de soudage des modules tels que porosité , fissuration , et fusion incomplète tout en minimisant zones affectées par la chaleur à proximité des cellules de batterie sensibles.
Fonctionnalités technologiques critiques pour la production
1. Soudage haute vitesse entre barres collectrices et cellules
Procédure de soudage optimisée des barres collectrices :
• Soudage des languettes de bornes des cellules (feuilles de cuivre/aluminium de 8 à 20 µm)
• Soudage conducteur entre barre collective et borne
• Assemblage d’un réseau multicouche de barres collectrices
• Vitesse linéaire de soudage en continu atteignant 150 mm/s
• Tolérance de franchissement de jeu de ±0,02 mm
Résultat : 45 % plus rapide par rapport au soudage par points résistif traditionnel avec conductivité électrique supérieure .
2. Soudage de l’intégration de la plaque de refroidissement
Soudage pour la gestion thermique :
• Soudage de la plaque de refroidissement en aluminium sur le châssis du module
• Soudage par gap diélectrique (0,5–2,0 mm)
• Étanchéité hermétique des joints (fuite à l’hélium < 10⁻⁸ mbar·L/s)
• Capacité multi-passes pour les sections épaisses
• Gestion thermique sans déformation
3. Assurance qualité en temps réel de la soudure
Système de surveillance à trois couches :
• Avant soudage : mesure du gap par triangulation laser
• Pendant le processus : analyse du bain de fusion à 1 000 images/seconde
• Après soudage : vérification par essai non destructif ultrasonore
• Classification des défauts par apprentissage automatique
• Couverture d’inspection en ligne à 100 %
précision de détection des défauts de 99,98 % avec zéro faux négatifs .
4. Automatisation robotique à grande enveloppe
Intégration de robots industriels :
• Configuration à deux bras avec charge utile de 12 kg
• Enveloppe de travail de 1800 mm × 1200 mm
• Programmation adaptative de trajectoire complexe à 6 axes
• Apprentissage adaptatif guidé par vision
• Précision du point central de l’outil : ± 0,02 mm
5. Intégration des données de production
Plateforme de connectivité MES :
• Diffusion en temps réel des paramètres de soudage
• Traçabilité du numéro de série des composants
• Tableaux de bord de maîtrise statistique des procédés
• Mise en quarantaine automatique des non-conformités
• Automatisation de la remontée des alertes qualité
Résultats industriels éprouvés sur le terrain
Étude de cas 1 : Ligne de modules de cellules prismatiques asiatiques
CLIENT : L’un des 5 principaux fabricants mondiaux de batteries
DÉFI : La porosité issue du soudage par résistance affectait 2,8 % des modules
DÉPLOIEMENT : 10 stations de modules PowerWeld
RÉSULTATS (première année d’exploitation) :
• Taux de défauts : 2,8 % → 0,02 % (−99,3 %)
• Temps de cycle d’assemblage des modules : 12,4 → 8,1 minutes (−35 %)
• Vitesse de soudage des barres collectrices : 78 → 142 m/h (+82 %)
• Amélioration du rendement : 97,1 % → 99,98 %
• Économies de main-d’œuvre : suppression de 3 opérateurs par station
Étude de cas 2 : Production européenne de modules en poche
DÉFI : L’assemblage de la plaque de refroidissement nécessitait des joints étanches
Résultats :
• Conformité aux essais d’étanchéité à 100 % (< 10⁻⁸ mbar·L/s)
• Réduction de 42 % du temps de cycle par rapport au soudage TIG
• Aucune distorsion sur les modules au format grandeur
• Intégration complète au système de fabrication exécutif (MES) réalisée dès la semaine 1
Comparaison complète des performances
Indicateur de Performance |
SOUDAGE PAR RÉSISTANCE |
Tungstène gaz inerte |
Module PowerWeld |
Avantage |
Vitesse de soudage des barres collectrices |
78 m/heure |
45 m/heure |
142 m/heure |
+82 % par rapport au soudage par résistance |
Cycle de la plaque de refroidissement |
2,8 min |
4,1 min |
1,6 minute |
-43 % par rapport au TIG |
Détection de défauts |
92% |
88% |
99.98% |
+8 % de précision |
Zone thermiquement affectée |
1,2 mm |
0,9 mm |
0,3 mm |
-67 % plus petit |
Précision de position |
±0,12mm |
±0,08 mm |
±0,02 mm |
4 à 6 fois meilleur |
Heures d’opérateur / poste |
4.2 |
3.8 |
1.1 |
-71 % de réduction |
Spécifications techniques complètes
Paramètre |
Détails des spécifications |
Type de laser |
Laser à fibre à onde continue |
Plage de puissance |
2000 W – 6000 W réglable |
Longueur d'onde |
1070 nm (optimisé pour une haute réflectivité) |
Qualité du faisceau |
BPP < 3,0 mm·mrad |
Vitesse de soudage |
50-150 mm/s |
Pénétration maximale |
aluminium 3,0 mm / Cuivre 2,5 mm |
Enveloppe de Travail |
1800 x 1200 x 800 mm |
Précision de position |
±0,02 mm |
Charge utile du robot |
12 kg à une portée de 2 m |
Capacité de refroidissement |
refroidisseur à boucle fermée de 10 kW |
Besoins en énergie |
400 V, triphasé, 35 kVA |
Empreinte |
3200 x 2200 x 2400 mm |
Classe de sécurité |
Enceinte laser de classe 1 |
Matrice d’optimisation des procédés
Application de soudage |
Puissance du laser |
Vitesse |
Pénétration |
Caractéristiques principales |
Raccordement barre omnibus–borne cellule |
unité de puissance |
120mm/s |
2,0 mm |
Faible apport de chaleur |
Réseaux de barres omnibus |
pour les appareils à combustion |
150 mm/s |
2,8 mm |
Fort débit |
Fixation de la plaque de refroidissement |
2500W |
80 mm/s |
1,5 mm |
L'étanchéité hermétique |
Soudage du cadre de module |
5500W |
100mm/s |
3.0mm |
Résistance structurelle |
Raccords de blocs de bornes |
4000W |
110 mm/s |
2,5 mm |
Conductivité électrique |
Fonctionnalités avancées de production
Automatisation du contrôle qualité :
├── Mesure préalable à la soudure de l'écart (±0,02 mm)
├── Suppression en temps réel des projections
├── Vérification post-soudure de la géométrie
├── Compensation des déformations thermiques
└── Adaptation automatique des paramètres
Frequently Asked Questions (FAQ)
Q : Quels formats de modules PowerWeld-Module prend-il en charge ?
A : Cellules prismatiques (capacité de 20 à 60 Ah), cellules poche grand format et cellules type « blade ». Plus de 200 jeux de paramètres validés pour les principaux formats de cellules asiatiques et européens.
Q : Comment protège-t-il les cellules adjacentes de la batterie contre les dommages thermiques ?
A : Un contrôle précis du faisceau maintient la zone affectée thermiquement (ZAT) < 0,3 mm. La surveillance en temps réel de la température ajuste automatiquement les paramètres. Le gaz de protection empêche le transfert de chaleur par conduction.
Q : Quel délai d’intégration est requis pour les lignes existantes ?
A : Intégration complète en 7 jours, incluant la programmation des robots, la connectivité au système de gestion de la fabrication (MES) et la certification des opérateurs. Interfaces de fixations « plug-and-play ».
Q : Peut-il traiter différents matériaux et épaisseurs de barres collectrices ?
A : Cuivre (C10100-C11000), aluminium (1050-6061), acier plaqué nickel. Plage d’épaisseur de 0,8 à 5,0 mm avec sélection automatique des paramètres.
Q : Quelles conformités aux normes de qualité sont garanties ?
A : Qualification de procédé selon ISO 17296-3, démarche qualité IATF 16949, traçabilité complète des paramètres de soudage, couverture des inspections en ligne à 99,98 %.
Q : Quelle est l’infrastructure mondiale de service ?
A : Assistance 24/7 depuis le siège de Shenzhen, ainsi que les centres de service en Amérique du Nord et en Europe. Les diagnostics à distance résolvent 89 % des problèmes sans intervention sur site.
Avantages stratégiques pour la production de modules
Module PowerWeld élimine les goulots d’étranglement dans l’assemblage des modules tout en établissant capacité de fabrication de classe mondiale :
✅ Gain de 82 % vérifié sur le débit de soudage des barres collectrices
✅ Cycles d’assemblage des plaques de refroidissement accélérés de 43 %
✅ Taux de réussite au premier passage de 99,98 % avec surveillance en ligne
✅ Intégration en usine réalisée en 7 jours
✅ Optimisation de 71 % de la main-d’œuvre opératrice
✅ Traçabilité complète de la production via le système MES
✅ Retour sur investissement réalisé en 11 mois
Atteignez l’excellence dans la production de modules conforme aux normes automobiles. Contactez les ingénieurs applications de PrecisionLase pour essais gratuits de soudabilité avec vos conceptions spécifiques de modules et vos configurations de cellules.
Le module PowerWeld révolutionne l’assemblage des modules de batterie pour véhicules électriques (VE) grâce à une technologie spécialisée de soudage laser haute puissance, optimisée pour les connexions entre barres collectrices et cellules, ainsi que pour l’intégration des plaques de refroidissement. Ce système, éprouvé en production, atteint des vitesses de soudage de 150 mm/s avec une profondeur de pénétration de 3,0 mm sur des composants en aluminium, tout en conservant une précision positionnelle de ±0,02 mm, exigée pour la qualité automobile. Conçu pour les modules à cellules prismatiques et à poches, le système intègre une automatisation robotique complète, une surveillance en temps réel de la qualité des soudures et une connectivité transparente au système de gestion de la production (MES), garantissant une traçabilité totale de la fabrication. Livré sous forme de solution clé en main, PowerWeld-Module réduit au minimum le temps d’intégration dans la ligne de production tout en maximisant le débit et la fiabilité des soudures pour la fabrication à grande échelle de batteries pour véhicules électriques au sein des chaînes d’approvisionnement mondiales des équipementiers automobiles (OEM).
Découvrez toute notre gamme complète de solutions complémentaires de traitement laser destinées à la fabrication de dispositifs médicaux et à la production de groupes motopropulseurs pour véhicules électriques (EV). Chaque système est conçu selon des normes de qualité identiques et bénéficie d’un support mondial.