




Différences fondamentales des paramètres de rainurage laser photovoltaïque entre les architectures PERC et TOPCon
Variations du seuil thermique et du seuil d’ablation selon les empilements de passivation Al-BSF ou poly-Si
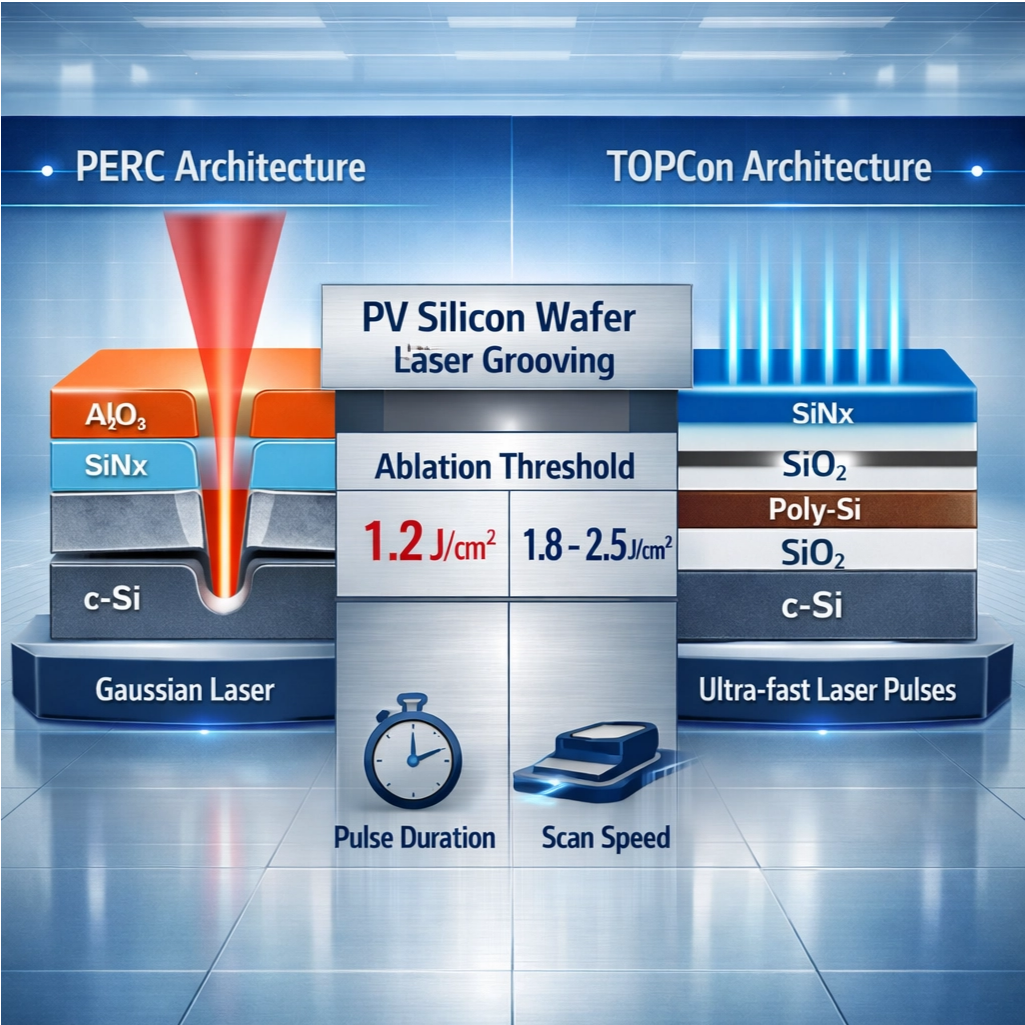
Les cellules PERC possèdent ce que l’on appelle un champ de surface arrière en aluminium (Al-BSF), avec une structure de contact arrière relativement uniforme. Cette configuration permet des interactions assez prévisibles lors de l’utilisation de lasers sur le matériau, généralement autour d’un seuil d’ablation d’environ 1,2 J par centimètre carré. Avec la technologie TOPCon, la situation change toutefois. La couche d’oxyde tunnel combinée au silicium polycristallin (poly-Si) crée une situation nettement plus complexe, où les conductivités thermiques varient selon les couches. Comme le poly-Si dissipe mieux la chaleur, on observe une augmentation du seuil d’ablation, qui s’élève à environ 1,8–2,5 J par centimètre carré. L’application d’une énergie adaptée est ici cruciale : trop d’énergie risque de provoquer des fissures dans les couches de poly-Si, tandis qu’une énergie insuffisante laisse des résidus d’oxyde indésirables. En outre, pour les cellules PERC classiques, un dépassement d’environ 1,5 J par centimètre carré peut entraîner des problèmes tels que des projections d’aluminium et des courts-circuits électriques.
Impact de la complexité de la pile de couches sur la qualité des bords des rainures et le risque de recombinaison
La structure complexe à cinq couches du TOPCon (SiNx sur SiO2, puis poly-Si, suivi d'une autre couche de SiO2 sur le silicium cristallin) engendre des risques beaucoup plus élevés de recombinaison en bordure lors de la gravure par rainurage, comparativement à la configuration plus simple à trois couches utilisée dans la technologie PERC (Al2O3/SiNx/silicium cristallin). Lorsque l'énergie thermique se répartit de façon inhomogène à travers ces couches de poly-Si pendant le traitement, cela provoque effectivement la formation de microfissures situées à environ 3 à 5 micromètres au-delà des bords des rainures. Ces défauts augmentent les taux de recombinaison superficielle d'environ 40 % par rapport à ceux observés avec les cellules PERC. Pour résoudre ce problème, les fabricants doivent recourir à des impulsions laser extrêmement rapides, inférieures à 10 picosecondes, afin de limiter les dommages thermiques à une zone localisée. Avec la technologie PERC, un autre problème se pose : si l'angle de rainurage dépasse 70 degrés, cela tend à créer des lacunes dans le revêtement métallique, entraînant une baisse de l'efficacité de la cellule d'environ 0,8 %. Cela signifie que les fabricants de panneaux solaires doivent adapter leurs techniques de rainurage laser en fonction de l'architecture spécifique des cellules qu'ils traitent. En général, le TOPCon fonctionne mieux avec plusieurs impulsions laser espacées dans le temps, afin de mieux gérer les contraintes thermiques, tandis que les cellules PERC produisent généralement des bords plus lisses lorsqu'elles sont traitées à l'aide de faisceaux laser de forme gaussienne.
Définition de la fenêtre de procédé robuste pour la rainurage laser PV
Compromis entre paramètres critiques : durée d’impulsion, fluence et vitesse de balayage pour l’uniformité de profondeur (±0,3 μm)
Obtenir une uniformité de profondeur comprise dans une fourchette de ±0,3 µm dépend fortement de la recherche d’un équilibre optimal entre la durée des impulsions, les niveaux de fluence et la vitesse de déplacement sur le matériau. Lorsque l’on utilise des impulsions plus courtes, comprises entre 10 et 50 nanosecondes, les zones affectées thermiquement sont réduites, mais il faut augmenter la fluence à environ 2 à 5 joules par centimètre carré pour obtenir des résultats d’ablation adéquats. À l’inverse, les impulsions plus longues permettent un transfert d’énergie plus efficace, mais peuvent endommager les couches de passivation délicates en raison d’un chauffage excessif. La vitesse de balayage doit également être parfaitement adaptée aux réglages de fluence choisis. Une vitesse supérieure à 5 mètres par seconde tend à produire des rainures coniques, tandis qu’une vitesse inférieure à 2 m/s provoque généralement l’apparition de microfissures gênantes dans le matériau. Selon les observations quotidiennes de la plupart des fabricants, une augmentation de la fluence d’environ 0,5 J/cm² leur permet d’accélérer le balayage d’environ 15 % sans compromettre le contrôle de la profondeur. Il convient de noter que maintenir le recouvrement spatial des impulsions à moins de 30 % aide à éviter les problèmes d’accumulation thermique. Cela fait toute la différence lors de la comparaison des technologies PERC et TOPCon, car les couches de silicium polycristallin nécessitent environ 40 % d’énergie supplémentaire avant de commencer à s’ablationner, comparé aux structures traditionnelles Al-BSF.
Rainurage en simple passage vs rainurage en plusieurs passages : compromis entre rendement, débit et stabilité de l’isolation des bords
| Paramètre | Monopasse | Multipasse |
|---|---|---|
| Débit | Élevé (8 à 12 wafers/min) | Modéré (4 à 6 wafers/min) |
| Isolation des bords | variation du courant de fuite de ±15 % | stabilité du courant de fuite de ±5 % |
| Impact sur le rendement | 3 à 5 % inférieur en raison des débris | >98 % avec redépôt maîtrisé |
| Gestion thermique | Difficile à atteindre au-delà d’une puissance de 1 kW | Optimisé par étagement énergétique |
Lorsqu’elles utilisent des techniques de rainurage en une seule passe, les entreprises obtiennent un débit maximal, mais rencontrent des problèmes liés à des bords irréguliers et à l’accumulation de débris de silicium. Cela devient particulièrement problématique pour les acteurs travaillant avec les structures complexes de couches poly-Si/SiOx des cellules TOPCon. L’approche en plusieurs passes apporte une amélioration notable, car elle répartit l’application d’énergie sur plusieurs étapes. Cette méthode permet de réduire les températures maximales d’environ 60 degrés Celsius et rend les isolations de bord nettement plus stables. Il convient toutefois de noter qu’elle entraîne une perte d’environ 50 % de la vitesse de production, ce qui oblige les entreprises à effectuer des analyses coûts-avantages rigoureuses avant de passer à cette méthode. Des recherches menées l’année dernière ont montré que les méthodes en plusieurs passes ne sont financièrement pertinentes que si les rendements des cellules dépassent 24 %. Pour les wafers PERC plus précisément, de nombreux sites de production ont adopté des stratégies hybrides : ils commencent par une première passe puissante, suivie de passes de nettoyage plus douces. Ces combinaisons permettent généralement d’atteindre un rendement d’environ 96 % tout en traitant environ sept wafers par minute. En définitive, toute entreprise cherchant à optimiser son procédé de fabrication doit accorder une attention particulière à la prévention des pertes par recombinaison aux bords, car même de faibles pertes à cet endroit se traduisent directement par une baisse du rendement. Une isolation inférieure de 1 % équivaut approximativement à une dégradation globale des performances de 0,3 % — un résultat que nul fabricant ne souhaite voir affecter sa marge bénéficiaire.
Validation et mesure des paramètres de gravure laser PV en production à haut débit
Comparaison de métrologie en ligne : OCT contre microscopie confocale pour une incertitude de profondeur de rainure de <±50 nm
Obtenir des mesures de profondeur inférieures à 50 nanomètres en production de masse exige aujourd’hui des technologies de mesure en ligne particulièrement performantes. La tomographie par cohérence optique (OCT) s’en acquitte assez bien, offrant des capacités d’imagerie 3D rapides et sans contact, capables de traiter environ 200 wafers par heure. Cela en fait une solution adaptée aux lignes de production à haut volume de cellules PERC et TOPCon, désormais omniprésentes. Le principe de fonctionnement de l’OCT, fondé sur les interférences, lui permet de détecter des variations de profondeur extrêmement faibles, jusqu’à l’échelle du micromètre, bien qu’elle commence à rencontrer des difficultés avec des parois très abruptes, dépassant 80 degrés. En revanche, la microscopie confocale adopte une approche différente, utilisant des lasers filtrés par un stigmatisme ponctuel pour balayer les surfaces. Cette méthode fournit effectivement une meilleure résolution verticale, vérifiée à ± 20 nanomètres, ce qui s’avère particulièrement utile pour des formes de rainures complexes. Toutefois, elle est moins rapide, réduisant la vitesse de production d’environ 30 % ; néanmoins, le gain en précision compense largement ce ralentissement. Les systèmes confocaux détectent notamment les microfissures gênantes ainsi que les résidus de matériau ablaté, susceptibles de causer des problèmes ultérieurs dans les couches de passivation du silicium. Lorsque les fabricants doivent trouver un équilibre entre vitesse de production et précision requise, l’OCT s’avère généralement la meilleure solution pour les motifs peu profonds, inférieurs à 3 micromètres. En revanche, pour les structures plus profondes rencontrées dans les conceptions TOPCon, où les dommages thermiques constituent une préoccupation majeure, la plupart des ingénieurs expérimentés privilégient la microscopie confocale.
Questions fréquemment posées
Quelle est la principale différence entre les technologies de cellules PERC et TOPCon ?
Les cellules PERC utilisent une structure de champ de surface arrière en aluminium (Al-BSF), tandis que les cellules TOPCon intègrent une couche plus complexe comprenant du silicium polycristallin (poly-Si) et un oxyde tunnel, ce qui permet des seuils d’ablation plus élevés, mais ajoute également de la complexité au procédé.
Pourquoi la rainurage laser est-elle importante dans la production de cellules photovoltaïques ?
Le rainurage laser est essentiel pour la découpe précise des couches lors de la fabrication des cellules solaires, car il influence l’efficacité, la qualité des bords et le risque de recombinaison, affectant ainsi les performances globales des cellules.
Comment la durée d’impulsion affecte-t-elle le procédé de rainurage ?
La durée d’impulsion joue un rôle déterminant dans le contrôle des zones affectées thermiquement et de l’uniformité de la profondeur. Des impulsions plus courtes minimisent la diffusion thermique, mais nécessitent un flux énergétique plus élevé pour une ablation efficace, tandis que des impulsions plus longues peuvent provoquer une accumulation excessive de chaleur, endommageant les couches délicates.
Quels avantages offrent les techniques de rainurage multi-passes ?
Les techniques de rainurage en plusieurs passes répartissent l'application d'énergie, ce qui réduit les températures de pointe et améliore la stabilité de l'isolation des bords. Toutefois, elles diminuent la vitesse de production, ce qui nécessite une analyse coûts-avantages afin de déterminer leur viabilité financière.
Comment l’OCT et la microscopie confocale sont-elles utilisées pour les mesures en ligne de production ?
L’OCT fournit une imagerie 3D rapide et sans contact pour les caractéristiques peu profondes, adaptée aux environnements à haut débit. La microscopie confocale offre une résolution supérieure pour les formes complexes et permet de détecter les microfissures, bien qu’à un rythme plus lent, ce qui est avantageux pour les inspections détaillées dans des structures multicouches complexes.
Table des matières
- Différences fondamentales des paramètres de rainurage laser photovoltaïque entre les architectures PERC et TOPCon
- Définition de la fenêtre de procédé robuste pour la rainurage laser PV
- Validation et mesure des paramètres de gravure laser PV en production à haut débit
-
Questions fréquemment posées
- Quelle est la principale différence entre les technologies de cellules PERC et TOPCon ?
- Pourquoi la rainurage laser est-elle importante dans la production de cellules photovoltaïques ?
- Comment la durée d’impulsion affecte-t-elle le procédé de rainurage ?
- Quels avantages offrent les techniques de rainurage multi-passes ?
- Comment l’OCT et la microscopie confocale sont-elles utilisées pour les mesures en ligne de production ?