




Pourquoi la variabilité du taux de défauts dans le soudage laser médical exige-t-elle un contrôle prédictif
Examen rigoureux de la FDA et risques cliniques : comment les défauts de soudure dans les stimulateurs cardiaques, les cathéters et les capteurs déclenchent des non-conformités de classe II/III
Lorsqu’il y a des variations dans les défauts survenant lors du soudage laser médical, les conséquences peuvent être littéralement mortelles pour les dispositifs implantables. Des dispositifs tels que les stimulateurs cardiaques, les cathéters et les biosenseurs nécessitent des joints parfaitement étanches afin d’empêcher toute pénétration de fluides ou l’apparition de problèmes électriques. Même les moindres anomalies revêtent une grande importance : de minuscules orifices mesurant moins de 50 micromètres ou de fines fissures dans le matériau peuvent totalement compromettre le fonctionnement de ces dispositifs. Selon les normes de la FDA, ce type de défaut devient rapidement un problème grave, classé comme non-conformité de classe II ou III, ce qui signifie qu’il présente des risques réels pour la santé humaine. En examinant des données cliniques réelles, environ 17 % de tous les rappels concernant des dispositifs cardiaques sont attribuables à des soudures défectueuses, entraînant des actions allant de la réparation de produits déjà en service jusqu’à leur retrait complet du marché. Prenons l’exemple des stimulateurs cardiaques : une seule soudure défectueuse peut suffire à perturber le fonctionnement adéquat de ces signaux de stimulation vitaux, mettant ainsi directement des vies en danger. C’est pourquoi la prédiction des taux de défauts avant le démarrage de la production constitue une démarche rationnelle en matière de contrôle qualité. Elle permet de passer d’une approche fondée uniquement sur la correction des problèmes après leur survenue à une approche proactive visant à les prévenir dès la conception, protégeant ainsi, en définitive, la sécurité des patients.
Coût de l'instabilité : déchets, retouches et retards d'audit liés aux fluctuations non modélisées du taux de défauts
Les fluctuations imprévisibles du taux de défauts génèrent trois niveaux de gaspillage opérationnel :
- Déchets matériels : Rejet de lots entiers de boîtiers en titane ou de composants d'électrodes en platine
- Séries de retouches : La réparation manuelle des soudures défectueuses consomme trois fois plus d'heures de main-d'œuvre que l'assemblage initial
- Blocage réglementaire : Les enquêtes imprévues sur les non-conformités retardent les autorisations FDA 510(k) de 6 à 12 semaines
Ces instabilités coûtent aux fabricants 740 000 $ par an et par ligne de production sous forme de pertes évitables (MedTech Insights, 2023). Lorsque le taux de défauts augmente de façon inattendue, la préparation aux audits s'effondre : les équipes qualité détournent des ressources initialement affectées à l'optimisation des processus vers l'analyse des causes profondes. Ce cycle réactif érode les marges bénéficiaires de 14 à 22 % dans les segments à haute précision, tels que les implants de neuromodulation.
Les 8 facteurs maîtrisables à l’origine de la variance du taux de défauts en soudage laser médical
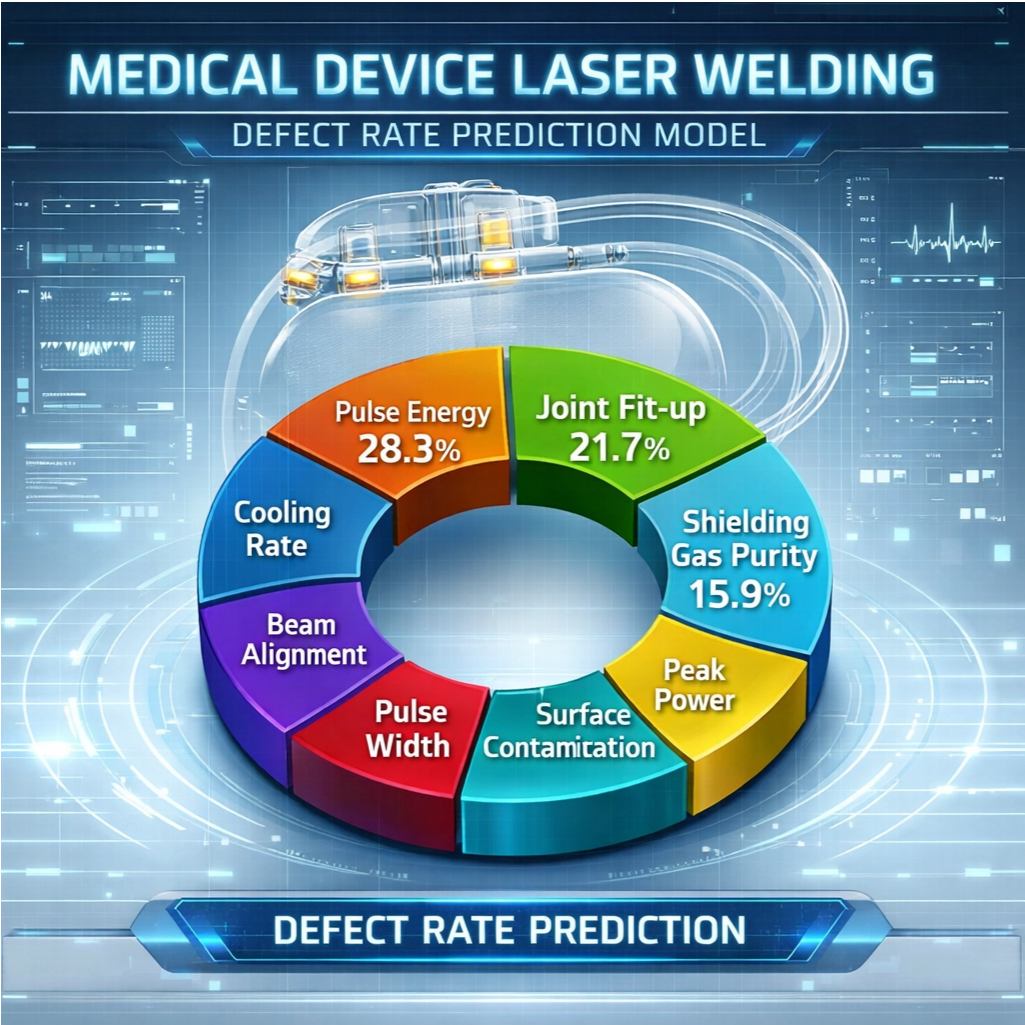
Hiérarchie pondérée par SHAP : énergie d'impulsion (28,3 %), ajustement des pièces à souder (21,7 %), pureté du gaz de protection (15,9 %) — validé sur 12 470 joints soudés
L’analyse de plus de 12 000 soudures réalisées sur des dispositifs médicaux révèle clairement un schéma récurrent des causes de défauts. L’énergie d’impulsion se distingue comme un facteur majeur, responsable d’environ 28 % de la variation des taux de défauts, car elle engendre des bains de fusion inconstants pendant le soudage. Viennent ensuite les problèmes d’ajustement des pièces à souder, qui représentent environ 21 % des anomalies lorsque les écarts entre les pièces ne sont pas suffisamment constants pour assurer une fusion adéquate. La pureté du gaz de protection arrive en troisième position, avec environ 16 % des défauts liés à la présence d’impuretés supérieures à 50 ppm. Ce qui confère une grande valeur à cette analyse, c’est qu’elle repose sur des données réelles issues de la production en usine, et non sur des modèles purement théoriques. Les fabricants peuvent ainsi exploiter ces résultats pour apporter des modifications concrètes à leurs procédés, réduisant effectivement les taux de défauts plutôt que de tenter des ajustements empiriques.
Seuils empiriques de sensibilité : Pourquoi la puissance crête et l’alignement du faisceau prédominent sur la durée d’impulsion dans les environnements de production conformes à la norme ISO 13485
Les installations certifiées selon les normes ISO 13485 observent une augmentation spectaculaire des défauts lorsque les pics de puissance varient de plus de 2,5 % dans un sens ou dans l’autre, ce qui rend ces fluctuations environ 37 % plus problématiques que les écarts liés à la durée d’impulsion. La nécessité de tolérances aussi fines devient évidente lors de la fabrication d’implants cardiaques, car c’est en réalité l’intensité de l’énergie appliquée — et non sa durée — qui détermine si les soudures resteront correctement cohésives. Pour les fabricants de ces composants critiques, investir dans des systèmes permettant une surveillance en temps réel des niveaux de puissance et le maintien d’une étalonnage optique précis s’avère bien plus judicieux que de consacrer des heures à ajuster les paramètres de modulation d’impulsion.
Réajustement pondéral des facteurs dépendants du contexte : la contamination de surface chute à un poids inférieur à 5 % sous atmosphère d’azote avec laser Nd:YAG — remettant en question les hypothèses initiales sur les causes premières
Lors de l’utilisation de systèmes laser Nd:YAG protégés par azote, le rôle de la contamination de surface dans l’apparition de défauts tombe sous la barre des 5 %. Le balayage par azote, débitant environ 15 litres par minute, empêche pratiquement toute oxydation au point de soudure. Cette découverte remet profondément en cause les analyses antérieures des défaillances, puisque les approches traditionnelles attribuaient entre 18 % et 22 % de tous les défauts à l’accumulation de résidus. Les équipes de fabrication doivent désormais revoir et adapter leurs procédures de nettoyage ainsi que leurs contrôles qualité en fonction des facteurs environnementaux spécifiques. Elles doivent identifier ce juste équilibre où les mesures de contrôle sont efficaces sans être excessives, selon les différents contextes de production.
Du modèle à la fabrication : déploiement du cadre d’évaluation du taux de défauts en soudage laser médical
Validation dans le monde réel : réduction du taux de défauts de 3,8 % à 0,92 % sur 89 000 soudures d’appareils cardiovasculaires grâce à l’ajustement en temps réel des paramètres
La fiabilité des modèles prédictifs a atteint des normes cliniques dans la fabrication de dispositifs médicaux. Lorsque les fabricants d’implants cardiovasculaires ont commencé à utiliser des ajustements en temps réel des paramètres, leurs taux de défauts de soudure sont passés de près de 3,8 % à seulement 0,92 %. Cela représente une amélioration d’environ 76 % sur près de 90 000 unités produites. En surveillant en continu ces variations délicates de l’énergie des impulsions et en permettant aux systèmes automatisés de compenser instantanément, les usines n’ont plus besoin d’attendre des corrections manuelles. Le résultat ? Une bien meilleure intégrité des assemblages, notamment pour les boîtiers de stimulateurs cardiaques et les lumières des cathéters. Ces systèmes à boucle fermée détectent et écartent environ 3 200 dispositifs défectueux chaque mois sur chaque ligne de production. Cela se traduit par des économies substantielles sur les matériaux rejetés et une réduction des risques lors des audits, le tout tout en restant conforme aux exigences réglementaires strictes auxquelles les fabricants de dispositifs médicaux doivent se soumettre.
Garantir la qualité face à l’avenir : intégration de modèles prédictifs de taux de défauts pour le soudage laser médical dans des flux de travail validés
Feuille de route opérationnelle : pondération hors ligne – surveillance intégrée au SPC – rétroaction en boucle fermée vers les contrôleurs laser
La mise en œuvre de modèles prédictifs de taux de défauts implique généralement trois grandes étapes. La première consiste à déterminer, par une analyse pondérée hors ligne, quels facteurs sont les plus déterminants. Des paramètres tels que le niveau d’énergie des impulsions ou la pureté du gaz de protection sont classés en fonction des enregistrements antérieurs de soudage. Suit ensuite la phase de surveillance, au cours de laquelle les systèmes suivent en temps réel les chiffres effectifs de production ainsi que les valeurs prédites par le modèle. Toute divergence significative est détectée précocement, afin d’empêcher toute dégradation au-delà des seuils acceptables. Lorsqu’un écart est identifié, le système déclenche automatiquement des corrections des paramètres du laser, par exemple en ajustant la durée de chaque impulsion ou en modifiant le point de focalisation du laser pendant le fonctionnement. Des essais menés dans le monde réel sur des implants cardiovasculaires ont montré que ces corrections instantanées permettent de réduire les déchets de matière d’environ deux tiers. Ce qui était autrefois une vérification réactive de la qualité est désormais devenu une amélioration proactive du système, la qualité des soudures s’améliorant continuellement grâce à l’analyse permanente des données issues des processus de fabrication.
Tendances d'adoption : 41 % des lignes de soudage laser certifiées ISO 13485 intègrent désormais une prédiction du taux de défauts pilotée par l'apprentissage automatique (Enquête qualité MedTech 2024)
La prévention des défauts, alimentée par l'apprentissage automatique, devient rapidement la norme dans la fabrication de dispositifs médicaux. Selon la dernière Enquête sur la qualité MedTech de 2024, environ 41 % des lignes de soudage au laser certifiées selon les normes ISO 13485 intègrent déjà des modèles prédictifs. Les entreprises ayant anticipé cette tendance dès ses débuts ont vu leurs procédures d’audit de la FDA s’accélérer d’environ 22 %, principalement grâce à une meilleure traçabilité tout au long de leurs chaînes de production. Comme les autorités de régulation rehaussent constamment leurs exigences et que les médecins réclament davantage de responsabilisation quant aux résultats obtenus, l’intégration de l’analyse prédictive dans des procédures officiellement validées n’est plus simplement un « plus » : elle est désormais quasi indispensable pour les entreprises souhaitant rester compétitives. La véritable valeur ajoutée dépasse largement la simple augmentation des taux de production. Lorsqu’ils fonctionnent correctement, ces modèles améliorent effectivement la sécurité des patients, contribuent à maintenir de bonnes relations avec les responsables de la conformité et garantissent la pérennité des produits sur le marché pendant de nombreuses années.
Section FAQ
Pourquoi la commande prédictive est-elle essentielle dans le soudage médical au laser ?
La commande prédictive est essentielle, car elle permet aux fabricants d’identifier et de prévenir les défauts avant qu’ils ne surviennent, renforçant ainsi la sécurité des patients et réduisant les rappels de produits.
Quels sont les principaux facteurs contribuant aux défauts de soudure ?
L’énergie par impulsion, l’ajustement des joints et la pureté du gaz de protection sont les principaux facteurs, l’énergie par impulsion ayant l’impact le plus significatif sur les taux de défauts.
Comment l’apprentissage automatique influence-t-il la prédiction des défauts ?
L’apprentissage automatique améliore la prédiction des défauts en analysant les données de production afin d’anticiper et d’atténuer les problèmes, ce qui accroît l’efficacité des audits et la sécurité des produits.
Table des matières
-
Pourquoi la variabilité du taux de défauts dans le soudage laser médical exige-t-elle un contrôle prédictif
- Examen rigoureux de la FDA et risques cliniques : comment les défauts de soudure dans les stimulateurs cardiaques, les cathéters et les capteurs déclenchent des non-conformités de classe II/III
- Coût de l'instabilité : déchets, retouches et retards d'audit liés aux fluctuations non modélisées du taux de défauts
-
Les 8 facteurs maîtrisables à l’origine de la variance du taux de défauts en soudage laser médical
- Hiérarchie pondérée par SHAP : énergie d'impulsion (28,3 %), ajustement des pièces à souder (21,7 %), pureté du gaz de protection (15,9 %) — validé sur 12 470 joints soudés
- Seuils empiriques de sensibilité : Pourquoi la puissance crête et l’alignement du faisceau prédominent sur la durée d’impulsion dans les environnements de production conformes à la norme ISO 13485
- Réajustement pondéral des facteurs dépendants du contexte : la contamination de surface chute à un poids inférieur à 5 % sous atmosphère d’azote avec laser Nd:YAG — remettant en question les hypothèses initiales sur les causes premières
- Du modèle à la fabrication : déploiement du cadre d’évaluation du taux de défauts en soudage laser médical
-
Garantir la qualité face à l’avenir : intégration de modèles prédictifs de taux de défauts pour le soudage laser médical dans des flux de travail validés
- Feuille de route opérationnelle : pondération hors ligne – surveillance intégrée au SPC – rétroaction en boucle fermée vers les contrôleurs laser
- Tendances d'adoption : 41 % des lignes de soudage laser certifiées ISO 13485 intègrent désormais une prédiction du taux de défauts pilotée par l'apprentissage automatique (Enquête qualité MedTech 2024)
- Section FAQ