




Paso 1: Asocie su aplicación con los requisitos de potencia láser
Niveles de potencia (1–50 W, 50–500 W, más de 500 W) y su idoneidad para grabado, corte, soldadura y fabricación aditiva
Los láseres con potencias bajas, entre 1 y 50 vatios, funcionan mejor para tareas detalladas de grabado sobre materiales como madera, acrílico y superficies metálicas delgadas. Estos sistemas ayudan a evitar daños térmicos que podrían deformar piezas delicadas, lo que los convierte en opciones ideales para aplicaciones como el marcado de joyería o el grabado de placas de circuito impreso. Al aumentar la potencia hasta rangos medios, aproximadamente entre 50 y 500 vatios, es posible cortar metales de unos 10 mm de espesor y soldar distintas piezas utilizadas en la fabricación automotriz. Dichos sistemas ofrecen un buen equilibrio entre velocidad y precisión, requisito fundamental al producir lotes mixtos de productos diferentes. Para aplicaciones exigentes, los láseres de alta potencia, superiores a 500 vatios, pueden cortar chapas de acero de más de 25 mm de espesor y apoyar operaciones industriales de impresión 3D. Mantener niveles estables de energía durante estos procesos garantiza una correcta unión entre capas y permite obtener piezas terminadas densas. La relación entre la potencia del láser y la productividad es bastante directa: una tarea sencilla como el grabado de acrílico podría requerir tan solo unos 10 vatios, mientras que lograr bordes limpios en acero inoxidable de 5 mm generalmente exige al menos 500 vatios de potencia.
Cómo el tipo de láser (de fibra, CO₂, UV, ultrarrápido) afecta la gestión térmica, la velocidad y la compatibilidad con los materiales en cada nivel de potencia
Cuando se trata de procesamiento de metales en el rango de potencia de 50 a 1.000 vatios, los láseres de fibra están realmente imponiéndose, ya que logran tasas de absorción aproximadamente un 30 % superiores en metales en comparación con los láseres de CO₂ tradicionales. Esto marca una gran diferencia en cuanto a la reducción de la carga de trabajo de los enfriadores y a la obtención de mejores resultados en la conversión de electricidad en energía óptica. Por otro lado, los láseres de CO₂ siguen siendo los más adecuados para materiales como madera, cuero o tablero de fibras de densidad media (MDF) dentro de su rango de potencia de 50 a 400 vatios, aunque requieren sistemas de refrigeración activa para gestionar las pérdidas térmicas del 10 al 15 % que ocurren durante su funcionamiento. Para materiales sensibles, como semiconductores y ciertos plásticos, los láseres ultravioleta (UV) de 1 a 30 vatios ofrecen un proceso denominado ablación en frío mediante pulsos cortos de nanosegundos que, básicamente, cortan sin generar prácticamente calor. Luego están los láseres ultrarrápidos, que operan alrededor de 1 a 50 vatios con pulsos de femtosegundos o picosegundos. Estos dispositivos logran una precisión increíble, hasta el nivel de micrómetros, al fabricar piezas diminutas para dispositivos médicos, ya que vaporizan el material antes de que el calor tenga tiempo de disiparse. La forma en que los distintos materiales reaccionan depende en gran medida de las características de la longitud de onda. Tomemos, por ejemplo, los polímeros: absorben la luz ultravioleta aproximadamente cinco veces más rápido que las longitudes de onda infrarrojas. Y, curiosamente, el cobre refleja cerca del 95 % del haz de láser de CO₂, pero termina absorbiendo alrededor del 80 % de la energía emitida por los láseres de fibra, lo que explica por qué la tecnología de fibra se ha convertido en la opción preferida para trabajar con metales altamente conductivos.
Paso 2: Definir las necesidades de precisión según el caso de uso y la clase de tolerancia
Resolución del triángulo de la precisión: exactitud posicional, repetibilidad y resolución — con referencias prácticas reales para micromecanizado, escaneo y impresión 3D
La precisión en los sistemas láser depende de tres métricas interdependientes: precisión de la posición (desviación respecto a la posición comandada), repetibilidad (consistencia a lo largo de ciclos repetidos) y resolución (el desplazamiento incremental más pequeño que el sistema puede ejecutar). Ajustar estas métricas a los requisitos de la aplicación evita una sobreespecificación costosa o un fallo funcional.
- El micromecanizado de implantes médicos exige tolerancias ISO 2768-f (exactitud de ±5 µm) y resolución submicrométrica para fabricar canales microfluídicos o características de stents.
- El escaneo 3D automotriz para control de calidad prioriza la repetibilidad (±2 µm) frente a la exactitud absoluta, para garantizar mediciones coherentes de desviación superficial a lo largo de las series de producción.
- La impresión 3D industrial en metal logra piezas de calidad aeroespacial con una resolución de capa de 20–50 µm, manteniendo al mismo tiempo una precisión posicional de ±15 µm, suficiente para el ajuste funcional y el rendimiento mecánico.
| Aplicación | Precisión de la posición | Repetibilidad | Resolución | Clase de tolerancia |
|---|---|---|---|---|
| Micro mecanizado | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (Fino) |
| Escaneo | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Medio) |
| impresión 3D | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (grueso) |
Niveles de precisión inadecuadamente combinados generan costes o riesgos evitables: la prototipación artística de alta resolución requiere únicamente tolerancias gruesas, mientras que la litografía semiconductor necesita alineación de clase fina y estabilidad del haz inferior a 100 nm. Seleccione su umbral de tolerancia mediante este marco de decisión para la selección de equipos láser, alineando así las capacidades con las necesidades reales —no con las aspiraciones.
Paso 3: Evaluar el presupuesto más allá del coste inicial — Alineación del TCO y el ROI
Desglose del coste total de propiedad: consumibles, mantenimiento, calibración, formación e inactividad en plataformas de escáner y láser de procesamiento
Al analizar los presupuestos para equipos láser, es fundamental considerar el Coste Total de Propiedad (TCO), y no solo el importe que figura en la factura. Elementos como los consumibles también marcan una gran diferencia. Nos referimos a lentes protectoras, ópticas de enfoque, diversos gases auxiliares, así como todo tipo de componentes para la transmisión del haz. Solo estos artículos representan aproximadamente del 15 al 20 % de los gastos anuales. A esto se suman los acuerdos de mantenimiento, que suelen añadir otro 7 al 10 % anual sobre el costo original del equipo. ¿Qué suele pasarse por alto? Los sistemas que no están debidamente calibrados tienden a perder alrededor del 12 % de precisión cada trimestre si no se realizan revisiones periódicas. Y, francamente, las averías imprevistas constituyen el gasto sorpresa más importante. Los láseres de procesamiento provocan pérdidas de productividad un 18 % mayores que los sistemas de barrido, ya que tardan más tiempo en repararse y tienen tolerancias de error mucho más estrechas. La formación también es clave: según datos del sector del año pasado, los operadores que no han recibido una instrucción adecuada cometen aproximadamente un 30 % más de errores en las operaciones diarias.
Umbrales impulsados por el ROI: cuando invertir en mayor potencia o tolerancias más ajustadas genera una rentabilidad medible (por ejemplo, control de calidad automotriz frente a prototipado rápido)
Cuando las empresas invierten dinero, necesitan ver resultados reales que puedan medir. Tomemos como ejemplo el control de calidad en la industria automotriz. Cuando los fabricantes reducen las tolerancias de posición hasta aproximadamente 0,01 mm, suelen disminuir los falsos positivos y los defectos en campo en cerca del 40 %. Este nivel de precisión permite recuperar aproximadamente el doble de la inversión en un plazo de 18 meses, gracias a los ahorros en garantías y a la reducción del tiempo dedicado a corregir errores. Para los talleres de prototipado rápido, la actualización del equipo rinde beneficios aún más rápidos. El cambio a un láser de fibra de 500 W o superior puede reducir casi a la mitad los tiempos de producción de piezas metálicas. La mayoría de los talleres recupera sus costos de inversión en menos de un año, ya que los productos se validan con mayor rapidez y llegan al mercado antes. No obstante, los cálculos se vuelven más complejos al analizar los puntos de equilibrio. La mayoría de los conjuntos mecánicos no obtienen prácticamente ningún beneficio adicional al reducir las tolerancias por debajo de 0,05 mm. Asimismo, en aplicaciones no metálicas, tiene escasa justificación invertir en láseres de más de 1 kW. Los datos del mundo real indican que llevar un seguimiento riguroso del costo total frente al retorno de la inversión ayuda a los fabricantes a ahorrar aproximadamente un 35 % en gastos de capital en distintos sectores industriales.
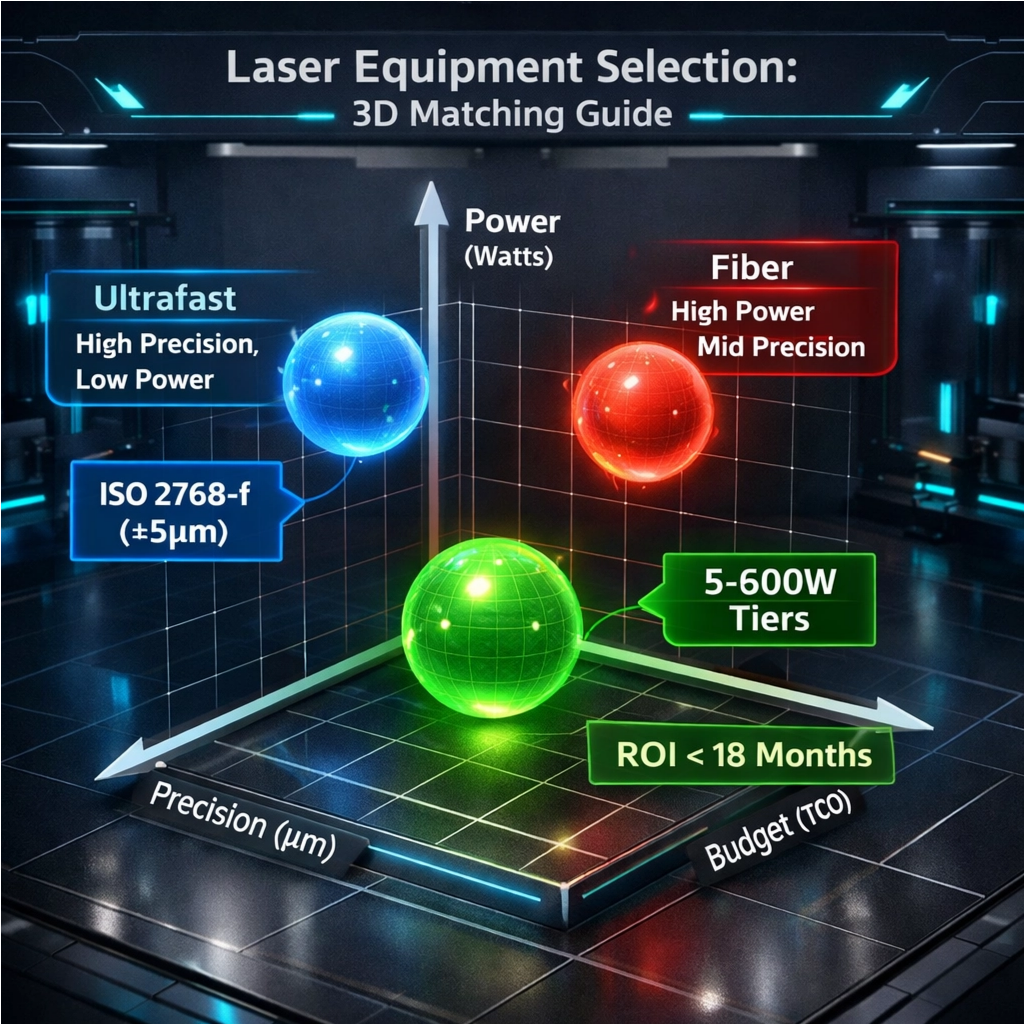
El árbol de decisiones para la selección de equipos láser: integración de potencia, precisión y presupuesto
Elegir el equipo láser adecuado implica ir más allá de las especificaciones técnicas indicadas en los folletos y considerar cómo todos los factores interactúan entre sí. Un buen enfoque tiene en cuenta la potencia necesaria para la tarea, el nivel de precisión requerido en los cortes y lo que resulta viable dentro del presupuesto disponible. El árbol de decisiones que hemos desarrollado integra todos estos aspectos clave analizados previamente. Ayuda a trazar un camino claro hacia adelante, en el que las características técnicas se alinean efectivamente con las necesidades operativas reales de la empresa, sin sobrepasar el presupuesto. Cuando las especificaciones técnicas coinciden con los requisitos del mundo real y se tienen en cuenta las limitaciones económicas, es entonces cuando las empresas obtienen el máximo valor de su inversión.
Las necesidades de potencia de los equipos van desde esos pequeños procesadores de menos de 50 vatios hasta máquinas capaces de manejar varios kilovatios para operaciones de corte. Estas especificaciones de potencia determinan, básicamente, qué tipo de materiales pueden procesarse y cuánto trabajo se puede realizar en un período determinado. En el caso de trabajos de precisión, factores como la exactitud, la consistencia entre ciclos de operación y la resolución de detalles finos adquieren una gran importancia. Esto resulta fundamental en aplicaciones donde los componentes deben fabricarse a escala micrométrica, como ocurre con dispositivos médicos o componentes electrónicos intrincados. Evaluar los costos no se limita únicamente al precio de adquisición inicial del equipo. La imagen completa de los costos incluye también los gastos continuos: piezas de repuesto, frecuencia de mantenimiento requerido, facturas de electricidad, posibles paradas de producción e incluso el nivel de habilidad que deben tener los operarios para manejar adecuadamente la maquinaria.
Lo que hace valioso este marco es cómo ayuda a determinar los mejores compromisos. Por ejemplo, en ocasiones tiene sentido obtener mayor potencia si ello implica unidades más económicas cuando se producen a gran escala. La industria aeroespacial suele requerir trabajos extremadamente precisos, por lo que invertirá en óptica especializada, incluso aunque el costo total sea mayor. Por otro lado, al fabricar prototipos de forma rápida, lo que más importa no es necesariamente disponer de la máxima potencia ni de una precisión milimétrica hasta fracciones de micrómetro. En ese caso, suelen tener mayor relevancia la flexibilidad y la contención de los costos iniciales. Cuando las empresas analizan todos estos factores conjuntamente, según las necesidades reales de su proyecto concreto, y vinculan esas decisiones con retornos financieros tangibles, todo el proceso se vuelve mucho más claro. En lugar de sentirse abrumadas por la complejidad de las opciones de equipos disponibles, las empresas pueden seguir este enfoque estructurado, que equilibra tanto las consideraciones prácticas de operación como la economía del resultado final.
Sección de Preguntas Frecuentes
-
¿Cuáles son los tipos principales de láser utilizados en aplicaciones industriales?
Los láseres de fibra, los láseres de CO₂, los láseres ultravioleta (UV) y los láseres ultrarrápidos son los tipos principales, cada uno adecuado para materiales y aplicaciones específicas según sus características de gestión térmica y compatibilidad con los materiales. -
¿Cómo afectan los niveles de potencia del láser a los procesos de fabricación?
Los niveles de potencia afectan qué materiales pueden procesarse de forma eficiente, los espesores que pueden cortarse y la precisión de procesos como el grabado, la soldadura y la impresión 3D. -
¿Qué factores deben considerar las empresas además del costo inicial del equipo?
Debe considerarse el Costo Total de Propiedad (CTP), que incluye consumibles, mantenimiento, tiempos de inactividad y formación, para una evaluación presupuestaria integral. -
¿Por qué es importante la precisión en las aplicaciones láser?
La precisión garantiza la exactitud, la repetibilidad y la resolución, factores críticos en aplicaciones como la micromecanización de implantes médicos y el control de calidad automotriz. -
¿Cómo puede evaluarse el retorno de la inversión (ROI) al seleccionar equipos láser?
El ROI se puede medir mediante la reducción del tiempo de producción, las tasas de defectos y los ahorros de costes que se alinean con los requisitos de precisión y potencia de la aplicación.
Índice
- Paso 1: Asocie su aplicación con los requisitos de potencia láser
- Paso 2: Definir las necesidades de precisión según el caso de uso y la clase de tolerancia
-
Paso 3: Evaluar el presupuesto más allá del coste inicial — Alineación del TCO y el ROI
- Desglose del coste total de propiedad: consumibles, mantenimiento, calibración, formación e inactividad en plataformas de escáner y láser de procesamiento
- Umbrales impulsados por el ROI: cuando invertir en mayor potencia o tolerancias más ajustadas genera una rentabilidad medible (por ejemplo, control de calidad automotriz frente a prototipado rápido)
- El árbol de decisiones para la selección de equipos láser: integración de potencia, precisión y presupuesto