Keywords: Power Battery Laser Welding, Battery Welding System, Busbar Welding, Cell Tab Welding, Automated Laser Welding
Introduction: The Critical Role of Welding in EV Battery Performance
The rapid growth of the New Energy Vehicle (NEV) market has placed immense pressure on battery manufacturers to deliver high-performance, safe, and cost-effective power packs. At the heart of every battery pack lies the welding process, which connects individual cells to form modules and modules into the final pack. The quality of these welds directly determines the battery's internal resistance, thermal management, and overall lifespan. This article provides a deep dive into the advanced power battery laser welding technologies and process optimizations essential for modern EV manufacturing.
1. The Challenge of Battery Welding: Dissimilar Materials and High Reflectivity
Battery welding presents unique challenges that traditional welding methods cannot meet:
-
Dissimilar Materials: Connecting cell tabs and busbars often involves welding copper to aluminum, or different thicknesses of the same material. This requires precise control over the melt pool and heat input.
-
High Reflectivity: Copper, in particular, is highly reflective to the common 1064nm fiber laser wavelength, leading to unstable welding, spatter, and inconsistent penetration.
-
Hermetic Sealing: For prismatic and cylindrical cells, the final sealing weld must be hermetic (airtight) to prevent electrolyte leakage and moisture ingress, which can lead to catastrophic failure.
2. Core Applications and Required Technologies
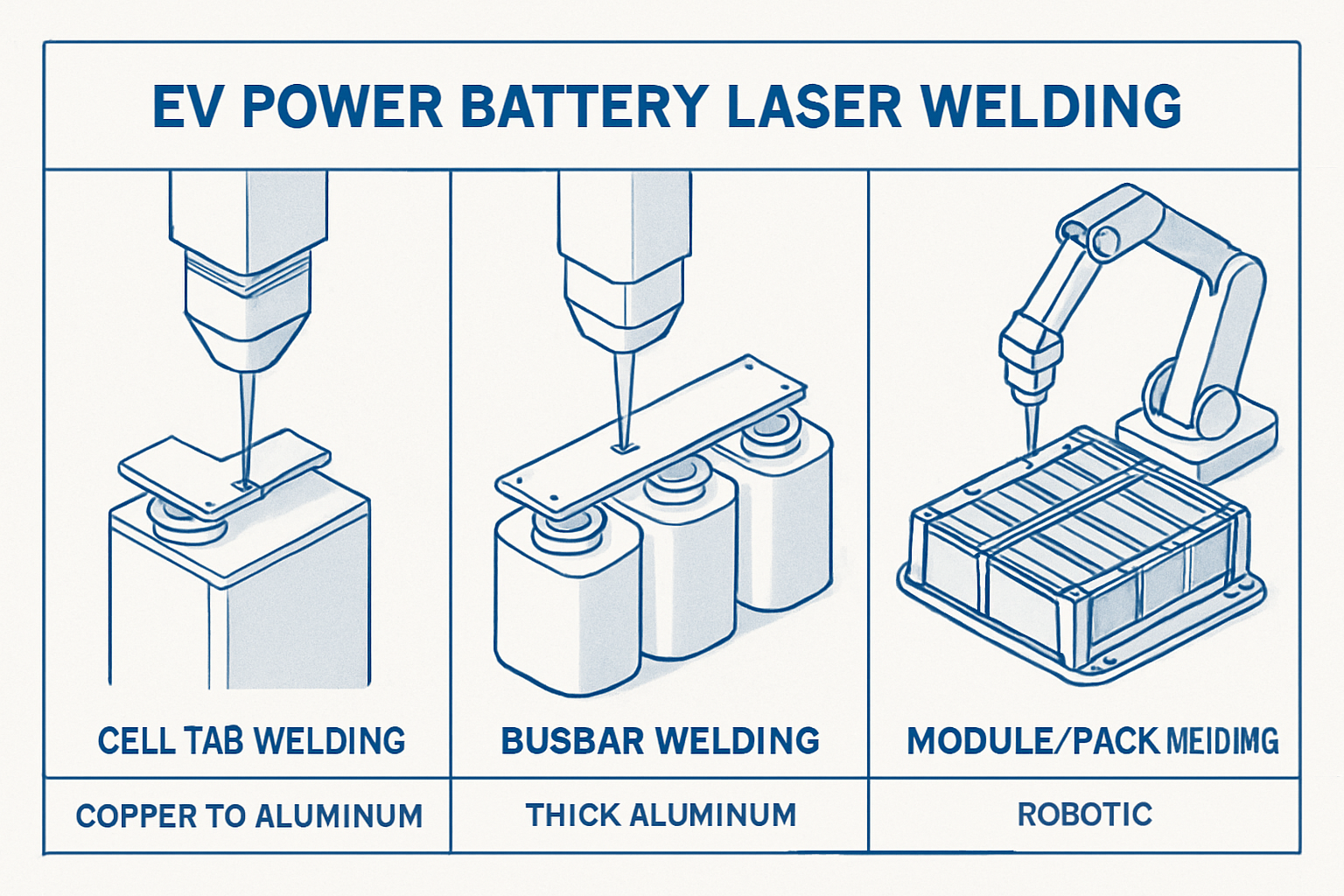
The battery welding process can be broken down into three critical stages, each requiring a specialized approach:
A. Cell Tab Welding (Cell-to-Cell or Cell-to-Busbar)
This is the first and most critical connection. The weld must be small, precise, and have minimal internal resistance.
-
Technology: High-speed Fiber Laser Welding (e.g., our PowerWeld-Cell system) is used. Advanced techniques like Wobble Welding (oscillating the laser beam) are employed to create a wider, more stable melt pool, which is crucial for welding highly reflective materials like copper.
-
Optimization: Process optimization focuses on minimizing spatter, which can contaminate the cell interior and cause short circuits.
B. Busbar Welding (Module Assembly)
Busbars connect multiple cells in series or parallel to form a module. These welds are often thicker and require higher power.
-
Technology: High-power Automated Laser Welding systems (e.g., PowerWeld-System) integrated with vision systems are necessary. The use of Beam Shaping optics is key to distributing energy evenly across the weld joint, especially when welding thick aluminum or copper busbars.
-
Optimization: The primary goal is achieving deep, consistent penetration with minimal porosity to ensure the lowest possible electrical resistance.
C. Module and PACK Welding (Final Assembly)
The final stage involves welding the module structure and the battery pack casing, often using thick aluminum alloys for structural integrity and thermal management.
-
Technology: Robotic Laser Welding Systems (e.g., AutoWeld-Robot) provide the flexibility and reach required for large, complex pack geometries. High-power lasers (4kW to 8kW) are used for deep penetration welds.
-
Optimization: Focus is on structural strength and hermetic sealing to protect the internal components from the environment.
3. Advanced Techniques for Quality and Throughput
To meet the demands of gigafactories, modern battery welding systems incorporate several advanced features:
-
Wobble Welding (Oscillation): By rapidly oscillating the laser beam, the system can effectively manage the high reflectivity of copper and aluminum, bridge assembly gaps, and reduce spatter, leading to a more robust and consistent weld.
-
Real-Time Monitoring: Integrated sensors (e.g., melt pool depth sensors, thermal cameras) monitor the welding process in real-time. This allows the system to detect and correct deviations instantly, ensuring every weld meets the quality standard and providing crucial data for quality control and traceability.
-
Vision System Integration: High-resolution cameras are used for pre-weld joint alignment and post-weld quality inspection, automatically identifying defects like porosity, cracks, or insufficient penetration.
4. Selecting the Right Equipment: Key Parameters
When choosing a battery welding system, consider these factors:
| Parameter |
Importance |
Why It Matters |
| Laser Power (kW) |
Critical |
Determines the maximum thickness and speed of the weld. Higher power is needed for busbars and PACK welding. |
| Beam Quality ($M^2$) |
High |
Affects the focus spot size and power density. Better beam quality allows for deeper, narrower welds, which is ideal for battery connections. |
| Automation Level |
Critical |
Systems must be fully automated (e.g., robotic integration) to achieve the high throughput (parts per minute) required for EV production. |
| Monitoring Capability |
Critical |
The ability to monitor weld quality in real-time is essential for safety and traceability in battery manufacturing. |
Conclusion: The Future is Automated and Precise
The future of EV battery manufacturing is inextricably linked to the precision and speed of automated laser welding. By adopting advanced techniques like wobble welding and integrating real-time quality control, manufacturers can overcome the challenges of dissimilar materials and high reflectivity, ensuring the production of safe, high-performance, and long-lasting power batteries.
Figure 2: Three Critical Stages of EV Power Battery Laser Welding