




Step 1: Map Your Application to Laser Power Requirements
Power tiers (1–50W, 50–500W, 500W+) and their suitability for engraving, cutting, welding, and additive manufacturing
Lasers with low power ratings between 1 and 50 watts work best for detailed engraving tasks on materials like wood, acrylic, and thin metal surfaces. These systems help avoid heat damage that can warp delicate items, making them ideal choices for things like jewelry markings or printed circuit board etching work. Moving up to medium power ranges from around 50 to 500 watts allows cutting through metals about 10mm thick and welding various parts used in automotive manufacturing. Such systems strike a good balance between speed and accuracy required when producing mixed batches of different products. For heavy duty applications, high power lasers above 500 watts can slice through steel plates over 25mm thick and support industrial 3D printing operations. Maintaining steady energy levels during these processes ensures proper bonding between layers and creates dense finished parts. The relationship between laser power and productivity is pretty straightforward. Something simple like engraving acrylic might only need about 10 watts, but getting clean edges on 5mm stainless steel typically needs at least 500 watts of power.
How laser type (fiber, CO₂, UV, ultrafast) affects thermal management, speed, and material compatibility at each power level
When it comes to metal processing in the 50 to 1,000 watt range, fiber lasers are really taking over because they get about 30% better absorption rates in metals compared to traditional CO₂ lasers. This makes a big difference in terms of reducing the workload on chillers and getting better results from electricity to optical conversion. On the flip side, CO₂ lasers still work best for materials like wood, leather or MDF within their 50 to 400 watt range, though they need active cooling systems to handle those 10 to 15% thermal losses that happen during operation. For sensitive materials such as semiconductors and certain plastics, UV lasers between 1 and 30 watts offer something called cold ablation through short nanosecond pulses that basically cut without generating much heat at all. Then there are ultrafast lasers operating around 1 to 50 watts with either femtosecond or picosecond pulses. These babies can achieve incredible precision down to the micron level when making tiny parts for medical devices since they actually vaporize material before any heat has time to spread out. The way different materials react depends heavily on wavelength characteristics. Take polymers for instance they soak up UV light about five times faster than infrared wavelengths. And interestingly enough, copper reflects roughly 95% of CO₂ laser beams but ends up absorbing around 80% of the energy from fiber lasers, which explains why fiber technology has become the go-to choice for working with highly conductive metals.
Step 2: Define Precision Needs by Use Case and Tolerance Class
Resolving the precision triad: positional accuracy, repeatability, and resolution — with real-world benchmarks for micromachining, scanning, and 3D printing
Precision in laser systems hinges on three interdependent metrics: positional accuracy (deviation from commanded position), repeatability (consistency across repeated cycles), and resolution (smallest incremental movement the system can execute). Matching these to application requirements prevents costly over-specification or functional failure.
- Micromachining medical implants demands ISO 2768-f tolerances (±5 µm accuracy) and sub-micron resolution to fabricate microfluidic channels or stent features.
- Automotive 3D scanning for quality control prioritizes repeatability (±2 µm) over absolute accuracy to ensure consistent surface deviation measurements across production runs.
- Industrial metal 3D printing achieves aerospace-grade parts with 20–50 µm layer resolution while maintaining ±15 µm positional accuracy—sufficient for functional fit and mechanical performance.
| Application | Positional Accuracy | Repeatability | Resolution | Tolerance Class |
|---|---|---|---|---|
| Micromachining | ±5 µm | ±1.5 µm | ₣1 µm | ISO 2768-f (fine) |
| Scanning | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (medium) |
| 3D Printing | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (coarse) |
Mismatched precision tiers lead to avoidable cost or risk: high-resolution art prototyping needs only coarse tolerances, while semiconductor lithography requires fine-class alignment and sub-100 nm beam stability. Select your tolerance threshold using this laser equipment selection decision framework to align capability with need—not aspiration.
Step 3: Evaluate Budget Beyond Upfront Cost — TCO and ROI Alignment
Total cost of ownership breakdown: consumables, maintenance, calibration, training, and downtime across scanner and processing laser platforms
When looking at budgets for laser equipment, it's important to consider Total Cost of Ownership (TCO) rather than just what shows up on the invoice. Things like consumables make a big difference too. We're talking about protective lenses, those focusing optics, various assist gases, plus all sorts of beam delivery parts. These items alone eat up around 15 to 20 percent of yearly expenses. Then there are maintenance agreements which generally tack on another 7 to 10 percent annually based on original equipment cost. What gets overlooked sometimes? Systems that aren't properly calibrated tend to lose about 12% accuracy every quarter when regular checks aren't done. And let's face it, unexpected breakdowns represent the biggest surprise expense. Processing lasers actually result in 18% greater productivity losses compared to scanning systems because they take longer to fix and have much narrower tolerances for error. Training matters too. Operators who haven't received proper instruction create roughly 30% more mistakes in day to day operations according to industry data from last year.
ROI-driven thresholds: when investing in higher power or tighter tolerances delivers measurable payback (e.g., automotive QC vs. rapid prototyping)
When companies invest money, they need to see actual results they can measure. Take automotive quality control as an example. When manufacturers tighten positional tolerances down to around 0.01mm, they typically cut false positives and field defects by roughly 40%. This kind of precision delivers about double the investment back within 18 months thanks to savings on warranties and less time spent fixing mistakes. For rapid prototyping shops, upgrading equipment pays off even quicker. Switching to a 500W or higher fiber laser can slash metal part production times by nearly half. Most shops recover their investment costs in less than a year because products get validated faster and reach market sooner. The math gets tricky when looking at break-even points though. Most mechanical assemblies don't really benefit much from going below 0.05mm tolerance. And for non-metal applications, there's little point in investing in lasers over 1kW. Real world data shows that keeping track of total cost versus return on investment helps manufacturers save about 35% on capital spending across different industries.
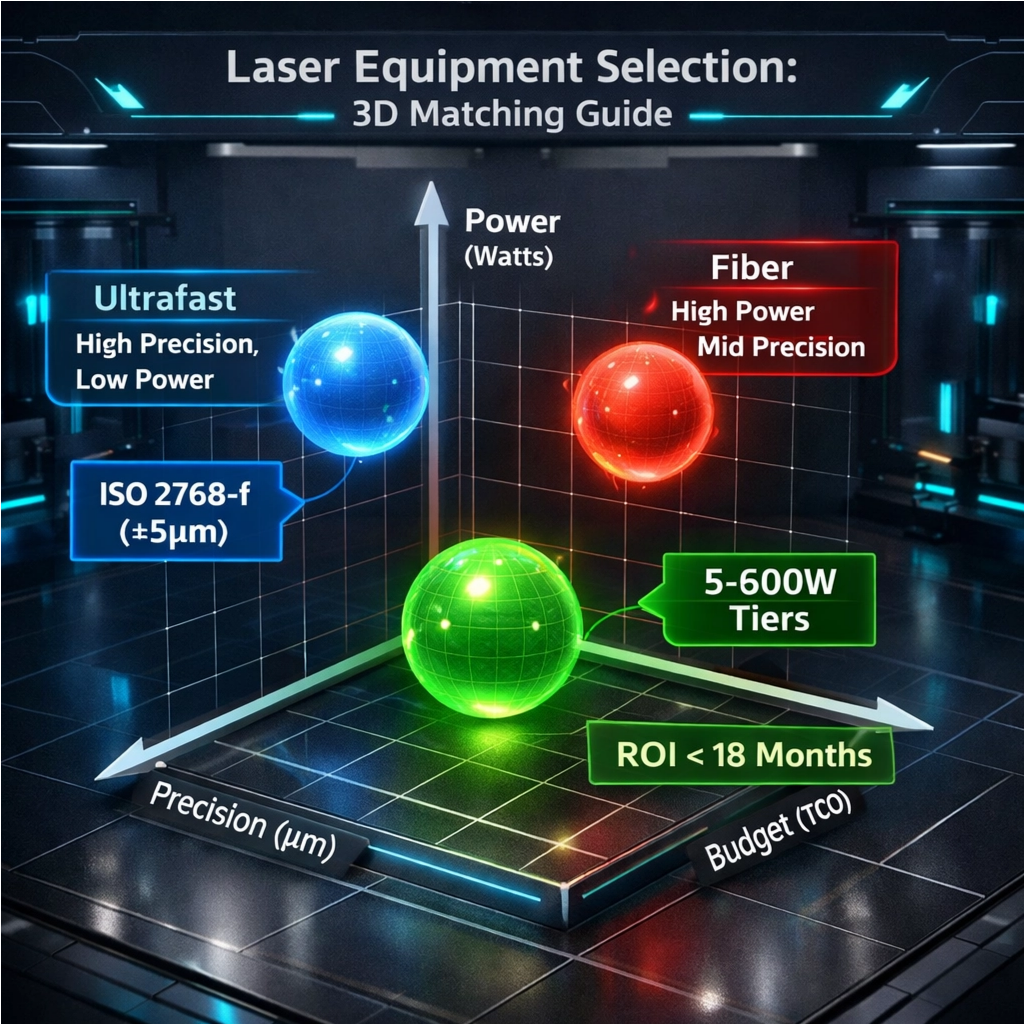
The Laser Equipment Selection Decision Tree: Integrating Power, Precision, and Budget
Picking the right laser equipment means looking past just the specs on paper and thinking about how everything works together. A good approach considers what kind of power is needed for the job, how precise the cuts have to be, and what fits within the available budget. The decision tree we've developed pulls together all these important points from earlier discussions. It helps create a clear path forward where the technical features actually match what the business needs to accomplish day to day without breaking the bank. When technical specs line up with real world requirements and money matters, that's when companies get the most value out of their investment.
The power needs of equipment range from those tiny sub-50 watt processors all the way up to machines that can handle multiple kilowatts for cutting operations. These power specs basically set what kind of materials can be processed and how much work gets done in a given timeframe. When it comes to precision work, factors like accuracy, consistency between runs, and fine detail resolution become really important. This matters a lot for applications where things need to be made at the micron level, think medical devices or intricate electronic components. Looking at costs isn't just about what something costs when bought new either. The total cost picture includes ongoing expenses too: replacement parts, how often maintenance is needed, electricity bills, potential production stoppages, and even how skilled operators need to be to run the machinery properly.
What makes this framework valuable is how it helps figure out the best compromises. For instance, sometimes getting more power makes sense if it means cheaper units when produced at scale. The aerospace industry often needs super precise work, so they'll invest in special optics even though it costs more overall. On the flip side, when making prototypes quickly, what matters most isn't necessarily having the highest power or pinpoint accuracy down to fractions of a micron. Flexibility and keeping initial costs low tend to be more important there. When companies look at all these factors together based on what their particular project actually needs, and tie those choices back to real financial returns, the whole process becomes much clearer. Instead of feeling overwhelmed by complicated equipment options, businesses can follow this structured approach that balances both practical operation considerations and bottom line economics.
FAQ Section
-
What are the primary laser types used in industrial applications?
Fiber lasers, CO₂ lasers, UV lasers, and ultrafast lasers are the primary types, each suited for specific materials and applications based on their thermal management and material compatibility characteristics. -
How do laser power levels affect manufacturing processes?
Power levels affect what materials can be efficiently processed, the thicknesses that can be cut, and the precision of processes like engraving, welding, and 3D printing. -
What factors should companies consider beyond upfront equipment cost?
Total Cost of Ownership, including consumables, maintenance, downtime, and training, should be considered for a comprehensive budget evaluation. -
Why is precision important in laser applications?
Precision ensures accuracy, repeatability, and resolution which are critical in applications like medical implant micromachining and automotive quality control. -
How can ROI be evaluated when selecting laser equipment?
ROI can be measured through reductions in production time, defect rates, and cost savings that align with the application’s precision and power requirements.