




الخطوة ١: ربط تطبيقك باحتياجات القدرة الليزرية
فئات القدرة (١–٥٠ واط، ٥٠–٥٠٠ واط، أكثر من ٥٠٠ واط) ومدى ملاءمتها للنقش والقطع واللحام والتصنيع الإضافي
الليزر ذو القدرة المنخفضة، التي تتراوح بين 1 و50 واط، يُعد الأنسب للمهام الدقيقة للنقش على مواد مثل الخشب والأكريليك وأسطح المعادن الرقيقة. وتساعد هذه الأنظمة في تجنّب أضرار الحرارة التي قد تشوه العناصر الحساسة، ما يجعلها خيارات مثالية لعمليات مثل نقش المجوهرات أو حفر لوحات الدوائر المطبوعة. أما عند الانتقال إلى نطاقات القدرة المتوسطة، التي تتراوح تقريبًا بين 50 و500 واط، فيمكن حينها قطع المعادن بسماكة تصل إلى حوالي 10 مم ولحام مختلف الأجزاء المستخدمة في تصنيع السيارات. وتوفّر هذه الأنظمة توازنًا جيدًا بين السرعة والدقة المطلوبين عند إنتاج دفعات مختلطة من منتجات مختلفة. أما بالنسبة للتطبيقات الثقيلة، فيمكن للليزر عالي القدرة (أي الذي تزيد قدرته عن 500 واط) قص صفائح الفولاذ بسماكة تتجاوز 25 مم، كما يدعم عمليات الطباعة ثلاثية الأبعاد الصناعية. ويضمن الحفاظ على مستويات طاقة ثابتة خلال هذه العمليات الالتصاق السليم بين الطبقات وإنتاج أجزاء نهائية كثيفة. والعلاقة بين قوة الليزر والإنتاجية واضحةٌ جدًّا: فعلى سبيل المثال، قد يتطلب نقش الأكريليك ببساطةً نحو 10 واط فقط، لكن الحصول على حواف نظيفة على الفولاذ المقاوم للصدأ بسماكة 5 مم يتطلب عادةً قوة لا تقل عن 500 واط.
كيف يؤثر نوع الليزر (الألياف، ثاني أكسيد الكربون، الأشعة فوق البنفسجية، فائق السرعة) على إدارة الحرارة والسرعة وتوافق المواد عند كل مستوى من مستويات القدرة
عندما يتعلق الأمر بمعالجة المعادن في نطاق القدرة من ٥٠ إلى ١٠٠٠ واط، فإن الليزر الأليافي يكتسب بالفعل زخماً كبيراً، وذلك لأن معدل امتصاصه للمعادن يفوق معدل امتصاص الليزر التقليدي من نوع CO₂ بنسبة تصل إلى ٣٠٪ تقريباً. وهذا يُحدث فرقاً كبيراً من حيث خفض العبء الواقع على أنظمة التبريد (الشيلرات)، وتحقيق نتائج أفضل في عملية التحويل من الطاقة الكهربائية إلى طاقة ضوئية. ومن الناحية المقابلة، لا يزال ليزر CO₂ هو الأنسب للمواد مثل الخشب والجلد أو لوح الألياف المتوسطة الكثافة (MDF) ضمن نطاق قدرته من ٥٠ إلى ٤٠٠ واط، رغم حاجته إلى أنظمة تبريد نشطة للتعامل مع الفقد الحراري الذي يتراوح بين ١٠٪ و١٥٪ أثناء التشغيل. أما بالنسبة للمواد الحساسة مثل أشباه الموصلات وبعض أنواع البلاستيك، فإن الليزر فوق البنفسجي (UV) ذي القدرة بين ١ و٣٠ واط يوفّر ما يُعرف باسم «الانسلاخ البارد» (Cold Ablation) عبر نبضات نانوثانية قصيرة تقطع المادة عملياً دون إنتاج كمية كبيرة من الحرارة على الإطلاق. ثم هناك الليزرات فائقة السرعة التي تعمل عند قدرة تتراوح بين ١ و٥٠ واط، وتُطلق إما نبضات فيمتوزانية (femtosecond) أو بيكومترية (picosecond). وهذه الليزرات قادرة على تحقيق دقة استثنائية تصل إلى مستوى الميكرون عند تصنيع أجزاء دقيقة جدًا للأجهزة الطبية، نظراً لأنها تُبخّر المادة فعلياً قبل أن تتاح لأي حرارة فرصة للانتشار. ويعتمد رد فعل المواد المختلفة بشكل كبير على خصائص الطول الموجي. فعلى سبيل المثال، تمتص البوليمرات الضوء فوق البنفسجي بسرعة تفوق سرعة امتصاصها للأطوال الموجية تحت الحمراء بخمس مرات تقريباً. ومن المثير للاهتمام أن النحاس يعكس نحو ٩٥٪ من حزمة ليزر CO₂، بينما يمتص نحو ٨٠٪ من طاقة ليزر الألياف، وهو ما يفسّر سبب اعتماد تقنية الليزر الأليافي كخيار أول عند التعامل مع المعادن عالية التوصيلية.
الخطوة 2: تحديد احتياجات الدقة وفقًا لحالة الاستخدام وفئة التسامح
حل مثلث الدقة: الدقة الموضعية، والتكرار، والدقة الزائدة — مع معايير واقعية لمجالات التشغيل الدقيق للمواد، والمسح الضوئي، والطباعة ثلاثية الأبعاد
تعتمد دقة أنظمة الليزر على ثلاثة مقاييس مترابطة: دقة الموقع (الانحراف عن الموضع المُوجَّه) القابلية للتكرار (الاتساق عبر الدورات المتكررة)، و الدقة (أصغر حركة تدريجية يمكن للنظام تنفيذها). ويؤدي مواءمة هذه العناصر مع متطلبات التطبيق إلى تجنُّب تحديد مواصفات مفرطةٍ تكلِّف الكثير أو الفشل الوظيفي.
- يتطلب تصنيع الغرسات الطبية بدقة دقيقة تسامحًا وفق المعيار ISO 2768-f (دقة ±5 ميكرومتر) ودقة زائدة دون الميكرون لإنشاء قنوات دقيقة في الأنظمة الميكرو-سوائل أو ميزات الدعامات.
- أما المسح الضوئي ثلاثي الأبعاد للمركبات في مجال ضبط الجودة فيركِّز على التكرار (±2 ميكرومتر) بدلًا من الدقة المطلقة، وذلك لضمان اتساق قياسات الانحراف السطحي عبر دورات الإنتاج.
- يحقّق الطباعة ثلاثية الأبعاد المعدنية الصناعية أجزاءً تصل إلى درجة الطيران والفضاء، بدقة طبقة تتراوح بين ٢٠ و٥٠ ميكرومتر، مع الحفاظ على دقة موضعية تبلغ ±١٥ ميكرومتر—وهي كافية لتحقيق التوافق الوظيفي والأداء الميكانيكي.
| الاستخدام | دقة الموقع | القابلية للتكرار | الدقة | فئة التحمل |
|---|---|---|---|---|
| التصنيع الدقيق | ±5 µm | ±١٫٥ ميكرومتر | ₣١ ميكرومتر | ISO 2768-f (دقيق) |
| المسح | ±10 µm | ±٢ ميكرومتر | 5 µm | ISO 2768-m (متوسط) |
| الطباعة ثلاثية الأبعاد | ±١٥–٢٠ ميكرومتر | ±10 µm | ٢٠–٥٠ ميكرومتر | ISO 2768-c (خشن) |
تؤدي مستويات الدقة غير المتناسقة إلى تكاليف أو مخاطر يمكن تجنّبها: فعلى سبيل المثال، لا تتطلب نماذج الفن التصويرية عالية الدقة سوى تحملات خشنة، في حين تتطلّب عمليات التصنيع الضوئي للدوائر المتكاملة محاذاة من الفئة الدقيقة واستقرارًا للحزمة الضوئية دون ١٠٠ نانومتر. اختر عتبة التحمل المناسبة لك باستخدام هذا الإطار القراري لاختيار معدات الليزر، بحيث تتماشى القدرات مع الاحتياجات الفعلية — وليس مع التطلعات فقط.
الخطوة ٣: تقييم الميزانية بما يتجاوز التكلفة الأولية — مواءمة إجمالي تكلفة الملكية والعائد على الاستثمار
تفكيك إجمالي تكلفة الملكية: المواد الاستهلاكية، والصيانة، والمعايرة، والتدريب، ووقت التوقف عن العمل عبر منصات الماسحات الضوئية ومنصات الليزر المعالجة
عند النظر في الميزانيات المخصصة لمعدات الليزر، من المهم أن تأخذ في الاعتبار التكلفة الإجمالية للملكية (TCO) بدلًا من الاقتصار فقط على المبلغ الظاهر في الفاتورة. كما أن العوامل مثل المواد الاستهلاكية تُحدث فرقًا كبيرًا أيضًا. ونقصد هنا العدسات الواقية، والعناصر البصرية المُركِّزة، وغازات المساعدة المختلفة، بالإضافة إلى جميع مكونات نقل شعاع الليزر. وحدها هذه العناصر تستهلك ما يقارب ١٥ إلى ٢٠٪ من النفقات السنوية. ثم تأتي اتفاقيات الصيانة التي تُضاف عمومًا بنسبة إضافية تتراوح بين ٧ و١٠٪ سنويًّا، استنادًا إلى تكلفة المعدات الأصلية. وما يُهمَل أحيانًا؟ أن الأنظمة غير المُعايرة بشكل سليم تفقد نحو ١٢٪ من دقتها كل ربع سنة عند عدم إجراء الفحوصات الدورية. وبصراحة، فإن الأعطال المفاجئة تمثِّل أكبر مفاجأة من حيث النفقات غير المتوقعة. فبالنسبة لأنظمة معالجة الليزر، فإنها تؤدي فعليًّا إلى خسائر في الإنتاجية تزيد بنسبة ١٨٪ مقارنة بأنظمة المسح الضوئي، وذلك بسبب طول مدة إصلاحها وضيق هامش الخطأ المسموح بها فيها. كما أن التدريب يلعب دورًا بالغ الأهمية: إذ يرتكب المشغلون الذين لم يتلقوا تدريبًا كافيًا أخطاءً تزيد بنسبة ٣٠٪ تقريبًا في العمليات اليومية، وفقًا للبيانات الصادرة عن قطاع الصناعة في العام الماضي.
عوامل العتبة المُدارة حسب العائد على الاستثمار: عندما يؤدي الاستثمار في طاقة أعلى أو تحملات أضيق إلى عائد قابل للقياس (مثل مراقبة الجودة في صناعة السيارات مقابل النماذج الأولية السريعة)
عندما تستثمر الشركات أموالاً، فإنها تحتاج إلى رؤية نتائج فعلية يمكن قياسها. فعلى سبيل المثال، في مجال مراقبة جودة السيارات: عندما تُضيِّق شركات التصنيع حدود التحمل الموضعي لتصل إلى نحو ٠٫٠١ مم، فإنها عادةً ما تقلِّل حالات الإنذار الخاطئ والعُيوب الظاهرة في السوق بنسبة تقارب ٤٠٪. ويحقِّق هذا النوع من الدقة عائدًا استثماريًّا يبلغ ضعف المبلغ المستثمر خلال ١٨ شهرًا تقريبًا، وذلك بفضل التوفير في تكاليف الضمانات وانخفاض الوقت المنفق على إصلاح الأخطاء. أما بالنسبة لمراكز النماذج الأولية السريعة، فإن تحديث المعدات يُحقِّق عائدًا أسرعَ بكثير. فاستبدال الليزر التقليدي بلليزر الليفي ذي القدرة ٥٠٠ واط أو أكثر يمكن أن يقلِّل زمن إنتاج القطع المعدنية بنسبة تقترب من النصف. وبالفعل، يسترد معظم هذه المراكز تكاليف استثمارها في أقل من سنة واحدة، وذلك لأن المنتجات تُصادَق عليها بشكل أسرع وتصل إلى السوق في وقت أبكر. ومع ذلك، تصبح الحسابات معقَّدة عند تحليل نقاط التعادل. فمعظم التجميعات الميكانيكية لا تستفيد كثيرًا عمومًا من خفض تحمُّلات الأبعاد إلى أقل من ٠٫٠٥ مم. كما أن الاستثمار في الليزر ذي القدرة فوق ١ كيلوواط لا طائل منه في التطبيقات غير المعدنية. وتُظهر البيانات الواقعية أن متابعة إجمالي التكلفة مقارنةً بالعائد على الاستثمار تساعد المصنِّعين على توفير نحو ٣٥٪ من إنفاقهم الرأسمالي عبر مختلف القطاعات الصناعية.
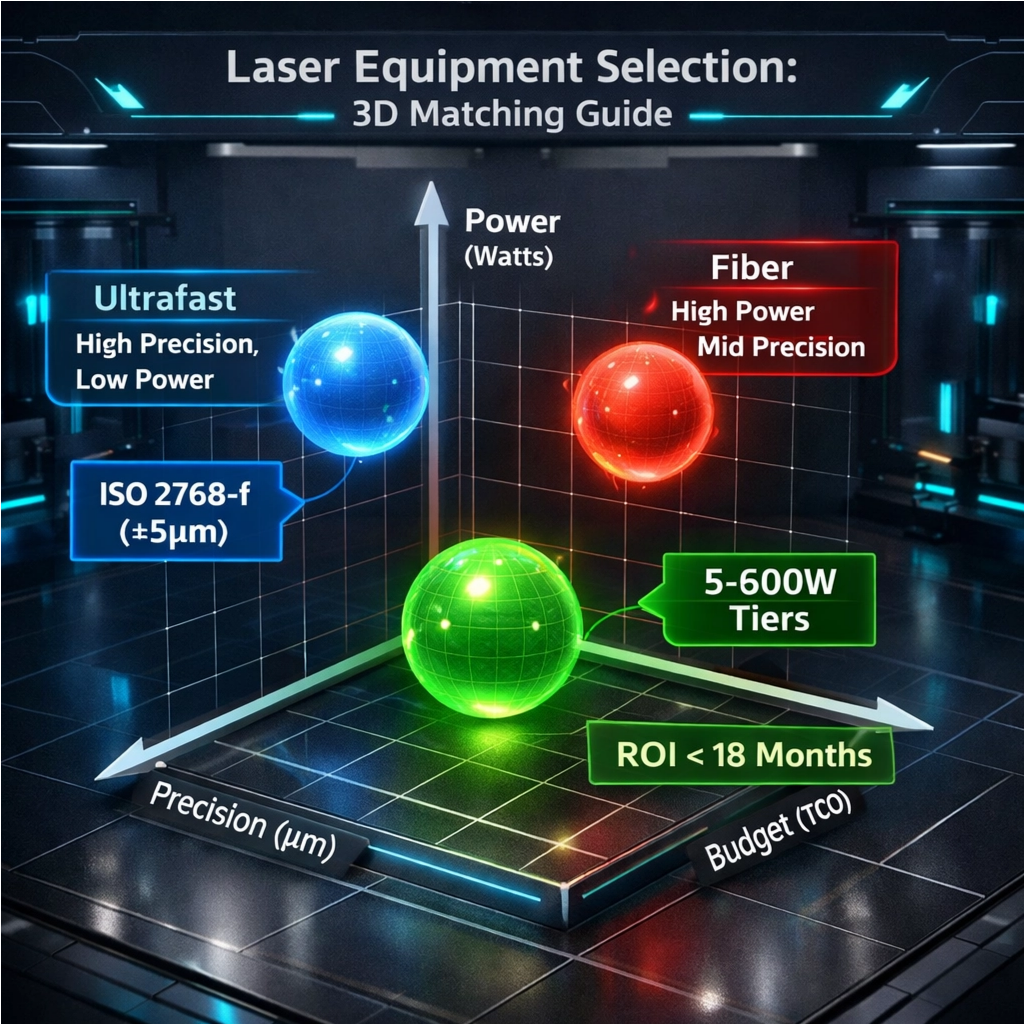
شجرة قرار اختيار معدات الليزر: دمج القدرة والدقة والميزانية
اختيار معدات الليزر المناسبة يعني تجاوز المواصفات المذكورة في الورق فقط والتفكير في كيفية تكامل جميع العناصر معًا. وتتمثل الطريقة الجيدة في أخذ نوع القدرة المطلوبة للعمل بعين الاعتبار، ومدى دقة القطع المطلوبة، وما يتناسب مع الميزانية المتاحة. وتشمل شجرة القرار التي طوّرناها جميع هذه النقاط المهمة التي ناقشناها سابقًا. وهي تساعد في رسم مسارٍ واضحٍ للأمام، حيث تتطابق الخصائص التقنية فعليًّا مع الاحتياجات التشغيلية اليومية للشركة دون أن تُثقل كاهل ميزانيتها. وعندما تتماشى المواصفات التقنية مع المتطلبات الواقعية، وتؤخذ عوامل التكلفة في الحسبان، فإن الشركات تحقق حينها أقصى قيمة ممكنة من استثمارها.
تتراوح احتياجات الطاقة للمعدات من معالجات صغيرة جدًا تقل قدرتها عن ٥٠ واط، وحتى الآلات القادرة على التعامل مع عدة كيلوواط لعمليات القطع. وتُحدد مواصفات الطاقة هذه أساسًا نوع المواد التي يمكن معالجتها، ومقدار العمل الذي يُنجز في فترة زمنية محددة. أما عند إجراء عمليات تتطلب دقة عالية، فإن عوامل مثل الدقة، والاتساق بين التشغيلات المتكررة، وقدرة التفاصيل الدقيقة على التمييز تكتسب أهمية بالغة. ويكتسب هذا الأمر أهمية كبيرة في التطبيقات التي تتطلب تصنيع الأجزاء بدقة تصل إلى الميكرون، مثل الأجهزة الطبية أو المكونات الإلكترونية المعقدة. كما أن تقييم التكاليف لا يقتصر فقط على السعر المدفوع عند شراء الجهاز جديدًا، بل يشمل الصورة الكاملة للتكاليف، والتي تضم النفقات المستمرة أيضًا: مثل قطع الغيار البديلة، ووتيرة الصيانة المطلوبة، وفواتير الكهرباء، والانقطاعات المحتملة في الإنتاج، بل حتى مستوى المهارة المطلوب من المشغلين لتشغيل الماكينات تشغيلًا سليمًا.
ما يمنح هذا الإطار قيمته هو كيفية مساعدته في تحديد أفضل الحلول التوفيقية. فعلى سبيل المثال، قد يكون من المنطقي في بعض الأحيان الحصول على طاقة أكبر إذا كان ذلك يعني وحدات أرخص عند الإنتاج بكميات كبيرة. وتتطلب صناعة الطيران والفضاء غالبًا أعمالًا دقيقة جدًّا، لذا فهي تستثمر في عدسات خاصة حتى وإن كانت تكلفتُها الإجمالية أعلى. ومن الناحية المقابلة، عند تصنيع النماذج الأولية بسرعة، فإن ما يكتسب أهميةً قصوى ليس بالضرورة امتلاك أعلى قدرة أو دقة متناهية تصل إلى أجزاء من الميكرون. بل إن المرونة والحفاظ على انخفاض التكاليف الأولية غالبًا ما يكونان أكثر أهمية في هذه الحالة. وعندما تنظر الشركات إلى جميع هذه العوامل معًا استنادًا إلى الاحتياجات الفعلية لمشروعها المحدد، وترتبط تلك الخيارات بالعوائد المالية الملموسة، يصبح العملية برمتها أوضح بكثير. وبدلًا من الشعور بالإرهاق أمام خيارات المعدات المعقدة، يمكن للشركات اتباع هذا النهج المنظم الذي يوازن بين اعتبارات التشغيل العملية والجدوى الاقتصادية من حيث الربحية النهائية.
قسم الأسئلة الشائعة
-
ما هي الأنواع الرئيسية للليزر المستخدمة في التطبيقات الصناعية؟
تُعد الليزرات الأليافية، وليزرات ثاني أكسيد الكربون (CO₂)، والليزرات فوق البنفسجية (UV)، والليزرات فائقة السرعة الأنواع الرئيسية، وكلٌّ منها مناسب لأنواع محددة من المواد والتطبيقات استنادًا إلى خصائصه في إدارة الحرارة وتوافقه مع المواد. -
كيف تؤثر مستويات قوة الليزر على عمليات التصنيع؟
تؤثر مستويات القدرة على نوع المواد التي يمكن معالجتها بكفاءة، وعلى السماكات التي يمكن قطعها، وعلى دقة العمليات مثل النقش واللحام والطباعة ثلاثية الأبعاد. -
ما العوامل التي يجب أن تأخذها الشركات في الاعتبار بالإضافة إلى تكلفة المعدات الأولية؟
يجب أخذ إجمالي تكلفة الملكية (Total Cost of Ownership) في الاعتبار، بما يشمل المواد الاستهلاكية والصيانة وأوقات التوقف عن التشغيل والتدريب، وذلك لتقييم ميزانية شاملة. -
لماذا تكتسب الدقة أهميةً بالغةً في تطبيقات الليزر؟
تكفل الدقة تحقيق الدقة والقابلية للتكرار والوضوح، وهي عوامل حاسمة في تطبيقات مثل تصنيع الغرسات الطبية بدقة ميكرونية ومراقبة الجودة في صناعة السيارات. -
كيف يمكن تقييم العائد على الاستثمار (ROI) عند اختيار معدات الليزر؟
يمكن قياس العائد على الاستثمار (ROI) من خلال خفض وقت الإنتاج ومعدلات العيوب وتوفير التكاليف، بما يتوافق مع متطلبات الدقة والطاقة الخاصة بالتطبيق.
جدول المحتويات
- الخطوة ١: ربط تطبيقك باحتياجات القدرة الليزرية
- الخطوة 2: تحديد احتياجات الدقة وفقًا لحالة الاستخدام وفئة التسامح
-
الخطوة ٣: تقييم الميزانية بما يتجاوز التكلفة الأولية — مواءمة إجمالي تكلفة الملكية والعائد على الاستثمار
- تفكيك إجمالي تكلفة الملكية: المواد الاستهلاكية، والصيانة، والمعايرة، والتدريب، ووقت التوقف عن العمل عبر منصات الماسحات الضوئية ومنصات الليزر المعالجة
- عوامل العتبة المُدارة حسب العائد على الاستثمار: عندما يؤدي الاستثمار في طاقة أعلى أو تحملات أضيق إلى عائد قابل للقياس (مثل مراقبة الجودة في صناعة السيارات مقابل النماذج الأولية السريعة)
- شجرة قرار اختيار معدات الليزر: دمج القدرة والدقة والميزانية