




Adım 1: Uygulamanızı Lazer Güç Gereksinimlerine Göre Haritalandırın
Güç seviyeleri (1–50 W, 50–500 W, 500 W ve üzeri) ve gravür, kesme, kaynak ile eklemeli imalat için uygunlukları
1 ila 50 watt arası düşük güç seviyelerine sahip lazerler, ahşap, akrilik ve ince metal yüzeyler gibi malzemeler üzerinde detaylı gravür işleri için en iyi sonuçları verir. Bu sistemler, hassas parçaların bükülmesine neden olabilecek ısı hasarını önlemeye yardımcı olur; bu nedenle takı işaretleme veya baskılı devre kartı kazıma gibi uygulamalar için ideal seçimlerdir. Ortalama güç aralığına geçildiğinde (yaklaşık 50–500 watt), yaklaşık 10 mm kalınlığındaki metaller kesilebilir ve otomotiv üretiminde kullanılan çeşitli parçalar kaynaklanabilir. Bu tür sistemler, farklı ürünlerden oluşan karışık partilerin üretimi sırasında gerekli olan hız ile doğruluk arasında dengeli bir ilişki kurar. Ağır iş yüküne dayalı uygulamalar için 500 watt’ın üzerindeki yüksek güçte lazerler, 25 mm’den kalın çelik plakaları kesebilir ve endüstriyel 3B yazdırma işlemlerini destekleyebilir. Bu süreçler sırasında sabit enerji seviyelerinin korunması, katmanlar arasındaki doğru bağlanmayı sağlar ve yoğun yapıya sahip nihai parçaların oluşturulmasını mümkün kılar. Lazer gücü ile verimlilik arasındaki ilişki oldukça doğrusaldır. Örneğin akrilik üzerine gravür yapılması gibi basit bir işlem yalnızca yaklaşık 10 watt güç gerektirebilirken, 5 mm kalınlığındaki paslanmaz çelikte temiz kenarlar elde etmek için genellikle en az 500 watt güç gereklidir.
Lazer türünün (fiber, CO₂, UV, ultra hızlı) her güç seviyesinde termal yönetim, hız ve malzeme uyumluluğunu nasıl etkilediği
50 ila 1.000 watt aralığındaki metal işleme uygulamalarında fiber lazerler, geleneksel CO₂ lazerlere kıyasla metallerde yaklaşık %30 daha iyi soğurma oranları elde ettikleri için gerçekten hakimiyet kurmaya başlamıştır. Bu durum, soğutma sistemlerine (chiller’lara) verilen yükü azaltmak ve elektrikten optik enerjiye dönüşüm verimini artırmak açısından büyük bir fark yaratır. Diğer yandan, CO₂ lazerler 50 ila 400 watt aralığında ahşap, deri veya MDF gibi malzemelerle çalışırken hâlâ en iyi performansı gösterir; ancak çalışma sırasında meydana gelen %10 ila %15’lik termal kayıpları karşılayabilmek için aktif soğutma sistemlerine ihtiyaç duyarlar. Yarı iletkenler ve belirli plastikler gibi hassas malzemeler için ise 1 ila 30 watt aralığında çalışan UV lazerler, nanosaniye düzeyinde kısa darbelerle ‘soğuk ablasyon’ adı verilen bir işlem sunar; bu işlem temelde çok az ısı üretmeden kesme işlemi gerçekleştirir. Bunlara ek olarak, femtosaniye ya da pikosaniye darbeleriyle çalışan ve yaklaşık 1 ila 50 watt güç aralığında çalışan ultra hızlı lazerler de bulunmaktadır. Bu lazerler, tıbbi cihazlar için üretilen minik parçaların üretiminde mikron seviyesine varan inanılmaz hassasiyet elde edebilirler; çünkü ısı yayılma zamanı bulamadan malzemenin kendisini buharlaştırırlar. Farklı malzemelerin lazer ışınına verdiği tepki, dalga boyu özelliklerine büyük ölçüde bağlıdır. Örneğin polimerler, kızılötesi dalga boylarına kıyasla UV ışığını yaklaşık beş kat daha hızlı soğururlar. İlginç bir şekilde bakır, CO₂ lazer ışınlarının yaklaşık %95’ini yansıtırken fiber lazerlerden gelen enerjinin yaklaşık %80’ini soğurur; bu nedenle yüksek iletkenliğe sahip metallerle çalışırken fiber teknolojisi tercih edilen çözüm haline gelmiştir.
Adım 2: Kullanım Senaryosuna ve Tolerans Sınıfına Göre Hassasiyet Gereksinimlerini Belirleyin
Konumsal doğruluk, tekrarlanabilirlik ve çözünürlük olmak üzere üçlü hassasiyet kavramını çözümlendirme — mikroimalat, tarama ve 3B yazdırma için gerçek dünya referans değerleriyle birlikte
Lazer sistemlerindeki hassasiyet, birbirleriyle iç içe geçmiş üç ölçüt üzerine kurulur: konum Doğruluğu (komut verilen konuma göre sapma), tekrarlanabilirlik (tekrarlanan çevrimler boyunca tutarlılık) ve çözünürlük (sistemin gerçekleştirebileceği en küçük artımsal hareket). Bu üç parametrenin uygulama gereksinimleriyle uyumlu hâle getirilmesi, maliyetli aşırı spesifikasyon veya işlevsel başarısızlığı önler.
- Tıbbi implantların mikroimalatı, mikroakışkan kanallar veya stent özellikleri üretmek için ISO 2768-f toleranslarını (±5 µm doğruluk) ve alt mikron çözünürlüğü gerektirir.
- Kalite kontrol amacıyla otomotiv sektöründe kullanılan 3B tarama, üretim partileri boyunca yüzey sapması ölçümlerinin tutarlı olmasını sağlamak için mutlak doğruluktan ziyade tekrarlanabilirliği (±2 µm) önceliklendirir.
- Endüstriyel metal 3B yazdırma, fonksiyonel uyum ve mekanik performans için yeterli olan ±15 µm konumsal doğrulukla 20–50 µm katman çözünürlüğünde havacılık sınıfı parçalar üretir.
| Uygulama | Konum Doğruluğu | Tekrarlanabilirlik | Çözünürlük | Tolerans Sınıfı |
|---|---|---|---|---|
| Mikro-makinecilik | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (İnce) |
| Tarama | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Orta) |
| 3D baskı | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (kaba) |
Uyumsuz doğruluk seviyeleri kaçınılabilir maliyet veya risklere neden olur: yüksek çözünürlüklü sanat prototipleme yalnızca kaba toleranslara ihtiyaç duyar, buna karşılık yarı iletken litografi ince sınıf hizalama ve 100 nm altı ışın kararlılığı gerektirir. Yetenekleri isteğe — hayale değil — göre ayarlamak için bu lazer ekipmanı seçim karar çerçevesini kullanarak tolerans eşik değerinizi belirleyin.
Adım 3: Başlangıç Maliyeti Ötesinde Bütçeyi Değerlendirin — Toplam Sahiplik Maliyeti (TSC) ve Getiri Oranı (ROI) Uyumu
Toplam sahiplik maliyeti ayrıştırması: tarayıcı ve işlem lazer platformları üzerinden sarf malzemeler, bakım, kalibrasyon, eğitim ve işletme kesintileri
Lazer ekipmanları için bütçeleri değerlendirirken, yalnızca faturada görünen tutarı değil, Toplam Sahiplik Maliyetini (TSM) dikkate almak önemlidir. Tüketim malzemeleri de büyük bir fark yaratır. Burada koruyucu lenslerden, odaklama optiklerine, çeşitli yardımcı gazlara ve ışın iletim parçalarının tamamına kadar bahsediyoruz. Bu ürünler yalnızca yıllık giderlerin yaklaşık %15–20’sini oluşturur. Ayrıca bakım anlaşmaları genellikle orijinal ekipman maliyetine göre yıllık olarak %7–10 ek maliyet getirir. Pek dikkat edilmeyen bir nokta ise: Düzenli kontrol yapılmadığında doğru şekilde kalibre edilmemiş sistemlerin her çeyreklikte yaklaşık %12 doğruluk kaybı yaşamasıdır. Ayrıca itiraf edelim ki, beklenmedik arızalar en büyük sürpriz gider unsurudur. İşleme lazerleri, onarımlarının daha uzun sürmesi ve hata toleranslarının çok daha dar olması nedeniyle tarama sistemlerine kıyasla %18 daha fazla verim kaybına neden olur. Eğitim de önemlidir. Geçen yıl endüstri verilerine göre, uygun eğitim almamış operatörler günlük işlemlerde yaklaşık %30 daha fazla hata üretir.
ROI odaklı eşikler: daha yüksek güç veya daha dar toleranslara yatırım yapılması durumunda ölçülebilir getiri sağlanmasının gerçekleştiği durumlar (örneğin, otomotiv kalite kontrolü karşılaştırması ile hızlı prototipleme)
Şirketler para yatırdığında, ölçebilecekleri gerçek sonuçlar görmeleri gerekir. Otomotiv kalite kontrolünü bir örnek olarak ele alalım. Üreticiler, konumsal toleransları yaklaşık 0,01 mm’ye kadar sıkılaştırdığında genellikle yanlış pozitif sonuçları ve saha kusurlarını yaklaşık %40 oranında azaltırlar. Bu düzeyde hassasiyet, garanti maliyetlerindeki tasarruflar ve hataları düzeltmek için harcanan sürenin azalması sayesinde yatırımın yaklaşık iki katını 18 ay içinde geri kazandırır. Hızlı prototipleme atölyeleri için ise ekipman güncellemesi daha da hızlı geri dönüş sağlar. 500 W veya daha yüksek güçte bir fiber lazer kullanmaya geçiş, metal parçaların üretim sürelerini neredeyse yarıya indirebilir. Çoğu atölye, ürünlerin daha hızlı onaylanmasından ve piyasaya daha erken ulaşmasından kaynaklanan avantajlar sayesinde yatırım maliyetlerini bir yıldan önce geri kazanır. Ancak başa baş noktası analiz edilirken hesaplamalar karmaşıklaşabilir. Çoğu mekanik montaj, 0,05 mm’den daha düşük toleranslara geçildiğinde gerçek anlamda çok fazla fayda sağlamaz. Ayrıca metal olmayan uygulamalar için 1 kW’tan daha güçlü lazerlere yatırım yapmanın pek bir anlamı yoktur. Gerçek dünya verileri, toplam maliyet ile yatırım getirisinin (ROI) takip edilmesinin, farklı sektörlerde üreticilerin sermaye harcamalarında yaklaşık %35 oranında tasarruf sağlamasına yardımcı olduğunu göstermektedir.
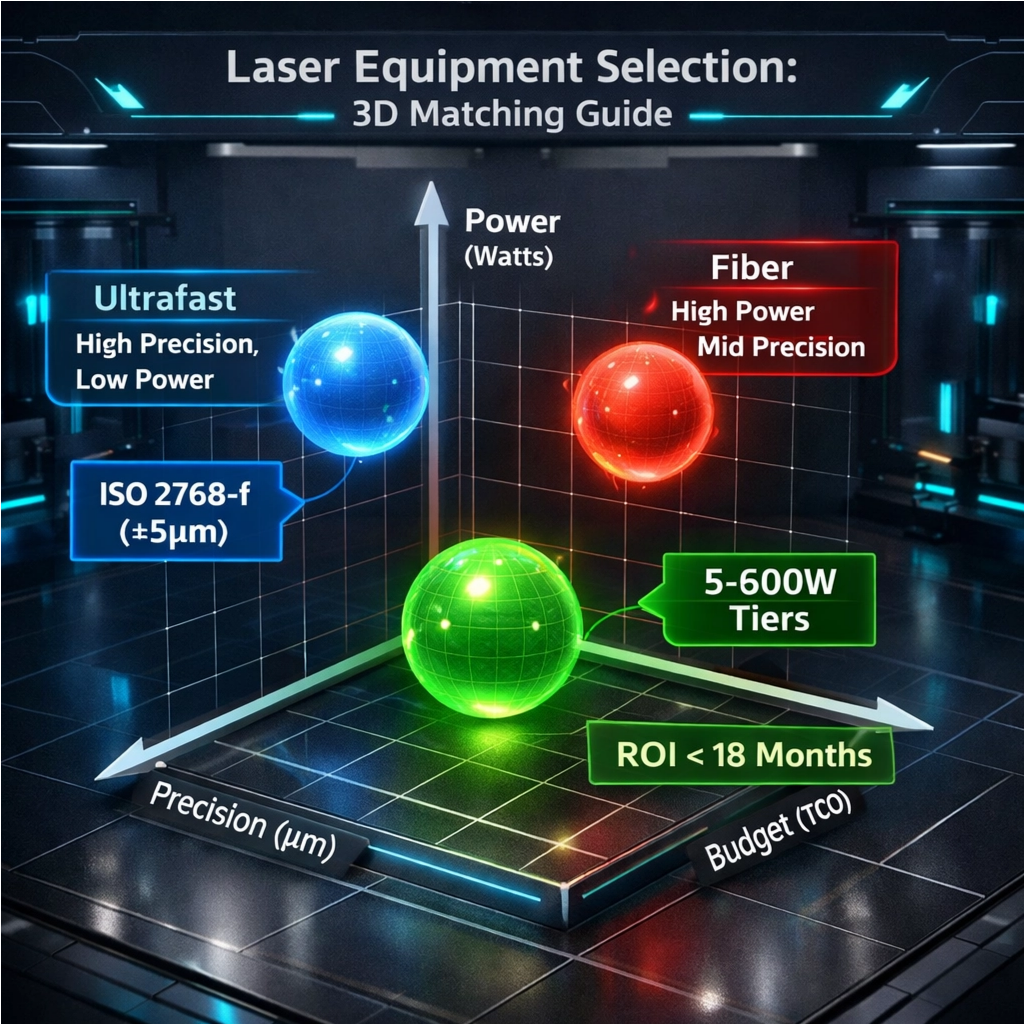
Lazer Ekipmanı Seçimi Karar Ağacı: Güç, Hassasiyet ve Bütçe Entegrasyonu
Doğru lazer ekipmanını seçmek, yalnızca kâğıt üzerindeki teknik özelliklere bakmaktan öte, her şeyin bir arada nasıl çalıştığını düşünmeyi gerektirir. İyi bir yaklaşım, işin gerektirdiği güç seviyesini, kesimlerin ne kadar hassas olması gerektiğini ve mevcut bütçe içinde hangi seçeneklerin uygun olduğunu dikkate alır. Geliştirdiğimiz karar ağacı, daha önceki tartışmalardan alınan tüm bu önemli noktaları bir araya getirir. Bu ağacın amacı, teknik özelliklerin günlük işletme ihtiyaçlarına gerçekten uyum sağladığı, aynı zamanda maliyetleri aşmayan net bir yol haritası oluşturmakta yardımcı olmaktır. Teknik özellikler gerçek dünya gereksinimleriyle ve mali durumla uyumlu olduğunda, şirketler yatırımlarından en yüksek değeri elde eder.
Ekipmanların güç ihtiyaçları, 50 wattın altındaki küçük işlemcilere kadar uzanırken, kesme işlemlerinde birden fazla kilowattlık gücü işleyebilen makineleri de kapsar. Bu güç özellikleri, temelde hangi malzemelerin işlenebileceğini ve belirli bir zaman diliminde ne kadar iş yapılabileceğini belirler. Hassas işler söz konusu olduğunda ise doğruluk, çalışma aralarındaki tutarlılık ve ince detay çözünürlüğü gibi faktörler oldukça önemli hale gelir. Bu durum, özellikle mikron seviyesinde üretim yapılması gereken uygulamalarda büyük önem taşır; örneğin tıbbi cihazlar veya karmaşık elektronik bileşenler gibi. Maliyet değerlendirmesi yalnızca yeni satın alındığında ne kadar maliyetli olduğuyla ilgili değildir. Toplam maliyet resmi, yedek parça maliyetleri, bakım sıklığı, elektrik faturaları, olası üretim duruşları ve hatta makinenin doğru şekilde çalıştırılabilmesi için operatörlerin ne kadar yetkin olması gerektiği gibi sürekli giderleri de içerir.
Bu çerçevenin değerini artıran şey, en iyi uzlaşımları belirlemeye nasıl yardımcı olduğudur. Örneğin, bazen daha yüksek güç elde etmek, üretim hacmi artırıldığında birim maliyetlerin düşmesi anlamına geliyorsa mantıklıdır. Havacılık endüstrisi genellikle son derece hassas işler gerektirdiğinden, toplam maliyeti daha yüksek olsa bile özel optik sistemlere yatırım yapar. Bunun tam tersine, prototipler hızlıca üretilirken en önemli husus, mutlaka en yüksek güç veya mikronun onda birleri düzeyinde hassasiyete sahip olmak değildir. Bu durumda esneklik ve başlangıç maliyetlerinin düşük tutulması genellikle daha büyük öncelik taşır. Şirketler, bu faktörlerin tamamını kendi özel projelerinin gerçek ihtiyaçlarına göre değerlendirip bu seçimleri somut finansal getirilerle ilişkilendirdiğinde, tüm süreç çok daha net hale gelir. Karmaşık ekipman seçenekleriyle aşırı yüklendiklerini hissetmek yerine, işletmeler hem pratik işletme gereksinimlerini hem de kar marjı odaklı ekonomiyi dengeli bir şekilde ele alan bu yapılandırılmış yaklaşıma başvurabilirler.
SSS Bölümü
-
Endüstriyel uygulamalarda kullanılan temel lazer tipleri nelerdir?
Fiber lazerler, CO₂ lazerler, UV lazerler ve ultra hızlı lazerler, her biri termal yönetim ve malzeme uyumluluğu özelliklerine göre belirli malzemeler ve uygulamalar için uygun olan temel lazer tipleridir. -
Lazer güç seviyeleri üretim süreçlerini nasıl etkiler?
Güç seviyeleri, verimli şekilde işlenebilecek malzemeleri, kesilebilecek kalınlıkları ve gravür, kaynaklama ve 3B yazdırma gibi işlemlerin hassasiyetini etkiler. -
Şirketler, başlangıçtaki ekipman maliyeti dışında hangi faktörleri göz önünde bulundurmalıdır?
Kapsamlı bir bütçe değerlendirmesi için Sarf Malzemeler, bakım, durma süreleri ve eğitim de dahil olmak üzere Toplam Sahiplik Maliyeti (TSM) dikkate alınmalıdır. -
Lazer uygulamalarında neden hassasiyet önemlidir?
Hassasiyet, tıbbi implant mikroimalatı ve otomotiv kalite kontrolü gibi uygulamalarda kritik olan doğruluk, tekrarlanabilirlik ve çözünürlüğü sağlar. -
Lazer ekipmanı seçerken ROI nasıl değerlendirilebilir?
ROI, uygulamanın hassasiyet ve güç gereksinimleriyle uyumlu şekilde üretim süresindeki azalmalar, kusur oranlarındaki düşüşler ve maliyet tasarrufları aracılığıyla ölçülebilir.
İçindekiler
- Adım 1: Uygulamanızı Lazer Güç Gereksinimlerine Göre Haritalandırın
- Adım 2: Kullanım Senaryosuna ve Tolerans Sınıfına Göre Hassasiyet Gereksinimlerini Belirleyin
-
Adım 3: Başlangıç Maliyeti Ötesinde Bütçeyi Değerlendirin — Toplam Sahiplik Maliyeti (TSC) ve Getiri Oranı (ROI) Uyumu
- Toplam sahiplik maliyeti ayrıştırması: tarayıcı ve işlem lazer platformları üzerinden sarf malzemeler, bakım, kalibrasyon, eğitim ve işletme kesintileri
- ROI odaklı eşikler: daha yüksek güç veya daha dar toleranslara yatırım yapılması durumunda ölçülebilir getiri sağlanmasının gerçekleştiği durumlar (örneğin, otomotiv kalite kontrolü karşılaştırması ile hızlı prototipleme)
- Lazer Ekipmanı Seçimi Karar Ağacı: Güç, Hassasiyet ve Bütçe Entegrasyonu