Słowa kluczowe: Laserowe spawanie baterii trakcyjnych, system spawania baterii, spawanie szyn zbiorczych, spawanie wyprowadzeń ogniw, zautomatyzowane spawanie laserowe
Wprowadzenie: kluczowa rola spawania dla wydajności baterii w pojazdach elektrycznych
Szybki wzrost rynku pojazdów z napędem alternatywnym (NEV) stawia przed producentami baterii ogromne wymagania dotyczące dostarczania pakietów zasilających o wysokiej wydajności, dużej bezpieczności i korzystnej cenie. W centrum każdego pakietu baterii znajduje się proces spawania, który łączy poszczególne ogniwa w moduły, a moduły — w gotowy pakiet. Jakość tych połączeń spawanych decyduje bezpośrednio o oporze wewnętrznym baterii, jej zarządzaniu cieplnym oraz całkowitej długości życia. Artykuł ten stanowi szczegółowe opracowanie zaawansowanych spawanie laserowe akumulatorów napędowych technologii oraz optymalizacji procesów niezbędnych w nowoczesnej produkcji pojazdów elektrycznych.
1. Wyzwania związane ze spawaniem baterii: materiały różnorodne i wysoka odbijalność
Spawanie baterii wiąże się z wyjątkowymi wyzwaniami, których tradycyjne metody spawania nie są w stanie spełnić:
-
Materiały różnorodne: Łączenie wyprowadzeń ogniw i szyn zbiorczych często wymaga spawania miedzi do aluminium lub różnych grubości tego samego materiału. Wymaga to precyzyjnej kontroli nad basenem ciekłym i doprowadzaną energią cieplną.
-
Wysoka odblaskowość: Miedź, w szczególności, charakteryzuje się bardzo wysoką odbijalnością wobec powszechnie stosowanej długości fali lasera włóknianego wynoszącej 1064 nm, co prowadzi do niestabilnego spawania, rozpryskiwania i niestabilnej głębokości przetopu.
-
Uszczelnienie hermetyczne: W przypadku ogniw pryzmatycznych i cylindrycznych końcowe szwy uszczelniające muszą być hermetyczne (nieprzepuszczające powietrza), aby zapobiec wyciekowi elektrolitu oraz przedostawaniu się wilgoci, które mogą spowodować katastrofalny awaryjny przebój.
2. Główne zastosowania i wymagane technologie
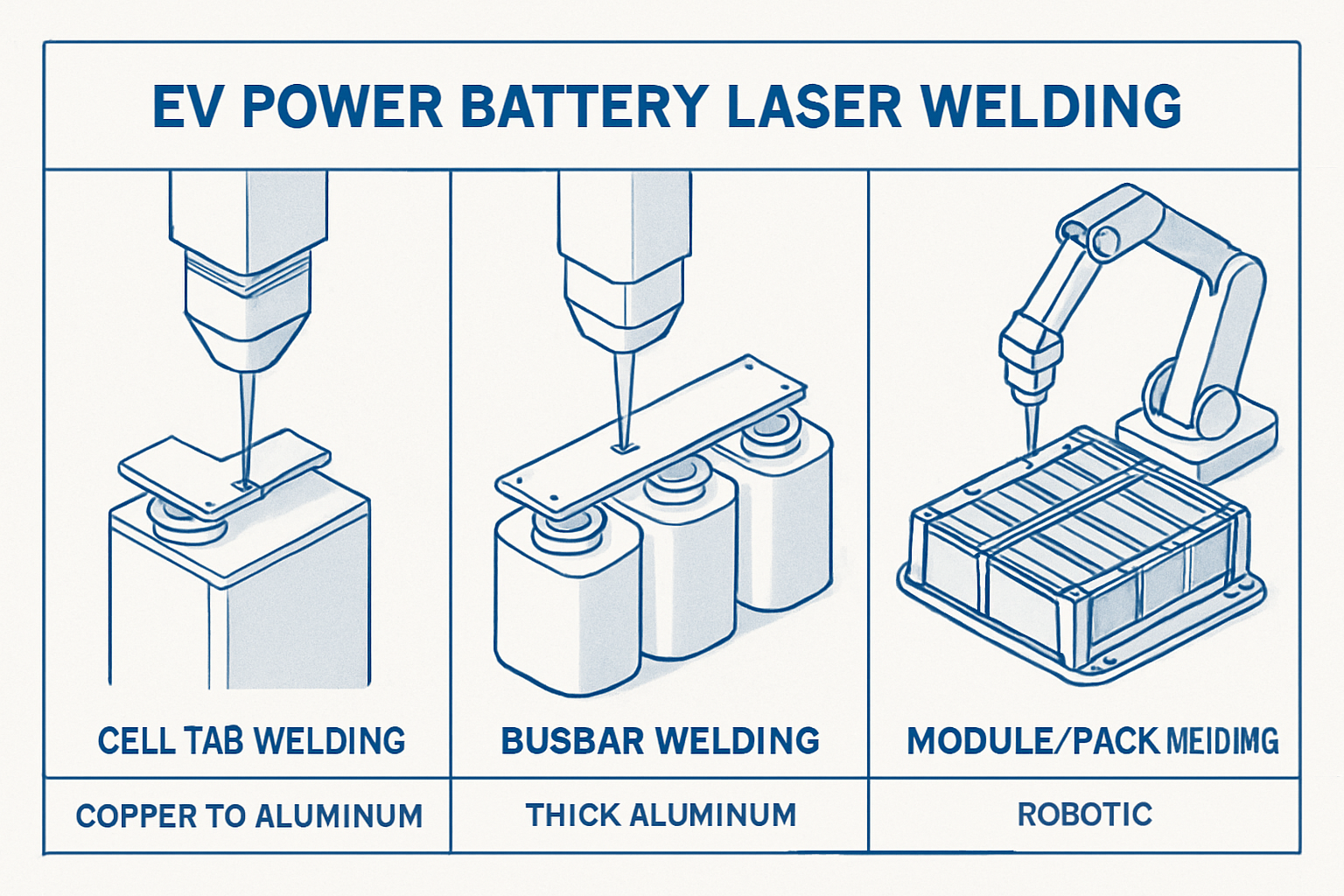
Proces spawania baterii można podzielić na trzy kluczowe etapy, z których każdy wymaga zastosowania specjalistycznego podejścia:
A. Spawanie wyprowadzeń ogniw (ogniwo-do-ogniwa lub ogniwo-do-szyny zbiorczej)
Jest to pierwsze i najważniejsze połączenie. Szew musi być mały, precyzyjny oraz charakteryzować się minimalnym oporem wewnętrznym.
-
Technologia: Wysokoprędkościowego Spawanie laserem wzmocnionym włóknem (np. nasz PowerWeld-Cell system) jest stosowany. Zaawansowane techniki, takie jak Spawanie wahające (oscylacja wiązki laserowej) są stosowane w celu stworzenia szerszego i bardziej stabilnego basenu stopionego, co jest kluczowe przy spawaniu wysoce odbijających materiałów, takich jak miedź.
-
Optymalizacja: Optymalizacja procesu skupia się na minimalizacji rozprysków, które mogą zanieczyścić wnętrze ogniwka i spowodować zwarcia.
B. Spawanie szyn zbiorczych (montaż modułu)
Szyny zbiorcze łączą wiele ogniw szeregowo lub równolegle, tworząc moduł. Takie spoiny są często grubsze i wymagają większej mocy.
-
Technologia: Wysokowydajna Automatyczne spawanie laserowe systemy (np. System PowerWeld ) zintegrowane z systemami wizyjnymi są niezbędne. Zastosowanie Kształtowanie wiązki optyki jest kluczowe do równomiernego rozprowadzania energii wzdłuż spoiny, szczególnie przy spawaniu grubych szyn zbiorczych z aluminium lub miedzi.
-
Optymalizacja: Głównym celem jest osiągnięcie głębokiego i spójnego przetopu przy możliwie najmniejszej porowatości, aby zapewnić najniższe możliwe opory elektryczne.
C. Spawanie modułów i zestawów (montaż końcowy)
Ostatni etap obejmuje spawanie konstrukcji modułu oraz obudowy pakietu akumulatorów, często z wykorzystaniem grubychn stopów aluminium zapewniających integralność konstrukcyjną i zarządzanie ciepłem.
-
Technologia: Systemy spawania laserowego z robotami (np., AutoWeld-Robot ) zapewniają elastyczność i zasięg niezbędne do dużych, złożonych geometrii pakietów. Do spawania głębokich szwów stosuje się lasery o dużej mocy (od 4 kW do 8 kW).
-
Optymalizacja: Uwaga skupia się na wytrzymałości konstrukcyjnej i szczelności hermetycznej w celu ochrony elementów wewnętrznych przed wpływami środowiska.
3. Zaawansowane techniki zapewniające jakość i wydajność
Aby spełnić wymagania gigafabryk, nowoczesne systemy spawania akumulatorów wykorzystują kilka zaawansowanych funkcji:
-
Spawanie z drganiem wiązki (oscylacja): Poprzez szybką oscylację wiązki laserowej system może skutecznie radzić sobie z wysoką odbijalnością miedzi i aluminium, mostkować luki montażowe oraz ograniczać rozpryskiwanie, co przekłada się na bardziej wytrzymałą i jednorodną spoinę.
-
Monitorowanie w czasie rzeczywistym: Zintegrowane czujniki (np. czujniki głębokości basenu stopionego materiału, kamery termiczne) monitorują proces spawania w czasie rzeczywistym. Pozwala to systemowi na natychmiastowe wykrywanie i korekcję odchyleń, zapewniając, że każdy szew spełnia wymagania jakościowe oraz dostarczając kluczowych danych do kontroli jakości i śledzenia.
-
Integracja systemu wizyjnego: Kamery o wysokiej rozdzielczości są wykorzystywane do wstępnego pozycjonowania krawędzi spawanych przed spawaniem oraz do inspekcji jakości po spawaniu, automatycznie identyfikując wady takie jak porowatość, pęknięcia lub niewystarczające przetopienie.
4. Dobór odpowiedniego sprzętu: kluczowe parametry
Wybór systemu spawania akumulatorów , należy wziąć pod uwagę następujące czynniki:
| Parametry |
Znaczenie |
Dlaczego to ważne? |
| Moc lasera (kW) |
Krytyczne |
Określa maksymalną grubość materiału oraz prędkość spawania. Do spawania szyn zbiorczych (busbarów) i modułów baterii (PACK) wymagana jest wyższa moc. |
| Jakość wiązki ($M^2$) |
Wysoki |
Wpływ na wielkość punktu skupienia wiązki oraz gęstość mocy. Lepsza jakość wiązki umożliwia uzyskanie głębszych i węższych szwów, co jest idealne dla połączeń akumulatorowych. |
| Poziom automatyzacji |
Krytyczne |
Systemy muszą być w pełni zautomatyzowane (np. z integracją robotów), aby osiągnąć wysoką wydajność (liczbę sztuk na minutę) wymaganą w produkcji pojazdów elektrycznych (EV). |
| Możliwość monitorowania |
Krytyczne |
Możliwość monitorowania jakości spawania w czasie rzeczywistym jest kluczowa dla zapewnienia bezpieczeństwa i śledzalności w produkcji baterii. |
Podsumowanie: Przyszłość należy do automatyzacji i precyzji
Przyszłość produkcji baterii do pojazdów elektrycznych (EV) jest nierozłącznie związana z precyzją i szybkością automatyczne spawanie laserowe . Poprzez wdrażanie zaawansowanych technik, takich jak spawanie z drganiem (wobble welding), oraz integrację kontroli jakości w czasie rzeczywistym, producenci mogą pokonać wyzwania związane z łączeniem materiałów niepodobnych oraz wysoką odbijalnością, zapewniając produkcję bezpiecznych, wydajnych i trwało działających akumulatorów.
Rysunek 2: Trzy kluczowe etapy laserowego spawania baterii napędowych do pojazdów elektrycznych (EV)