




PrecisionLase jest pionierem hybrydowej obróbki laserowej z wykorzystaniem swojego ośrodka badań i rozwoju w Shenzhen o powierzchni 15 000 m², obsługując firmy medyczne z listy Fortune 500. Technologia LBAM łączy trzpienie ze stopu tytanu z miseczkami stawowymi z PEEK w pojedynczym procesie produkcyjnym, tworząc interfejsy gradientowe o wyższej wytrzymałości niż montowane metodą wciskania elementy. Rynek implantów gradientowych o wartości 4,2 mld USD rośnie w tempie średniego rocznego wzrostu (CAGR) wynoszącego 22% do 2026 r., co jest związane z 35-procentowym poprawieniem osteointegracji w porównaniu do elementów dyskretnych. W niniejszym artykule omówiono fizykę procesu, walidację kliniczną oraz skalowanie produkcji dla złożonych zabiegów rekonstrukcyjnych ortopedycznych.
Rewolucja gradientowa: fuzja metalu z polimerem przedefiniowuje implanty
Tradycyjne implanty modułowe ulegają mikroruchom na granicy tytan–PEEK, powodując odstawienie w 18% przypadków w ciągu pięciu lat. Technologia LBAM tworzy ciągłe gradienty składu — od 80% Ti / 20% PEEK na powierzchni kontaktu z kością po 20% Ti / 80% PEEK na powierzchni stawowej.
w 2026 roku przewiduje się wykonanie 68 000 pierwotnych zabiegów wymiany stawu biodrowego, które wymagają bezawaryjnej pracy implantów przez ponad 20 lat. Implanty gradientowe zapewniają wytrzymałość na zmęczenie 2,8 raza wyższą niż alternatywy z klejeniem, przy jednoczesnym dopasowaniu modułu sprężystości do modułu macierzystego stawu biodrowego (3–18 GPa).
Jednoetapowa produkcja eliminuje 14 oddzielnych operacji, obniżając koszty o 62% w porównaniu do procesów tokarskich i łączenia. Rejestry kliniczne potwierdzają 97-procentową przeżywalność po 10 latach w porównaniu do 82-procentowej przeżywalności standardowych implantów modułowych.
Potwierdzony wskaźnik : Wytrzymałość na ścinanie na granicy faz przekracza 80 MPa – o 42% więcej niż minimalne progi kwalifikacyjne normy ISO 7206.
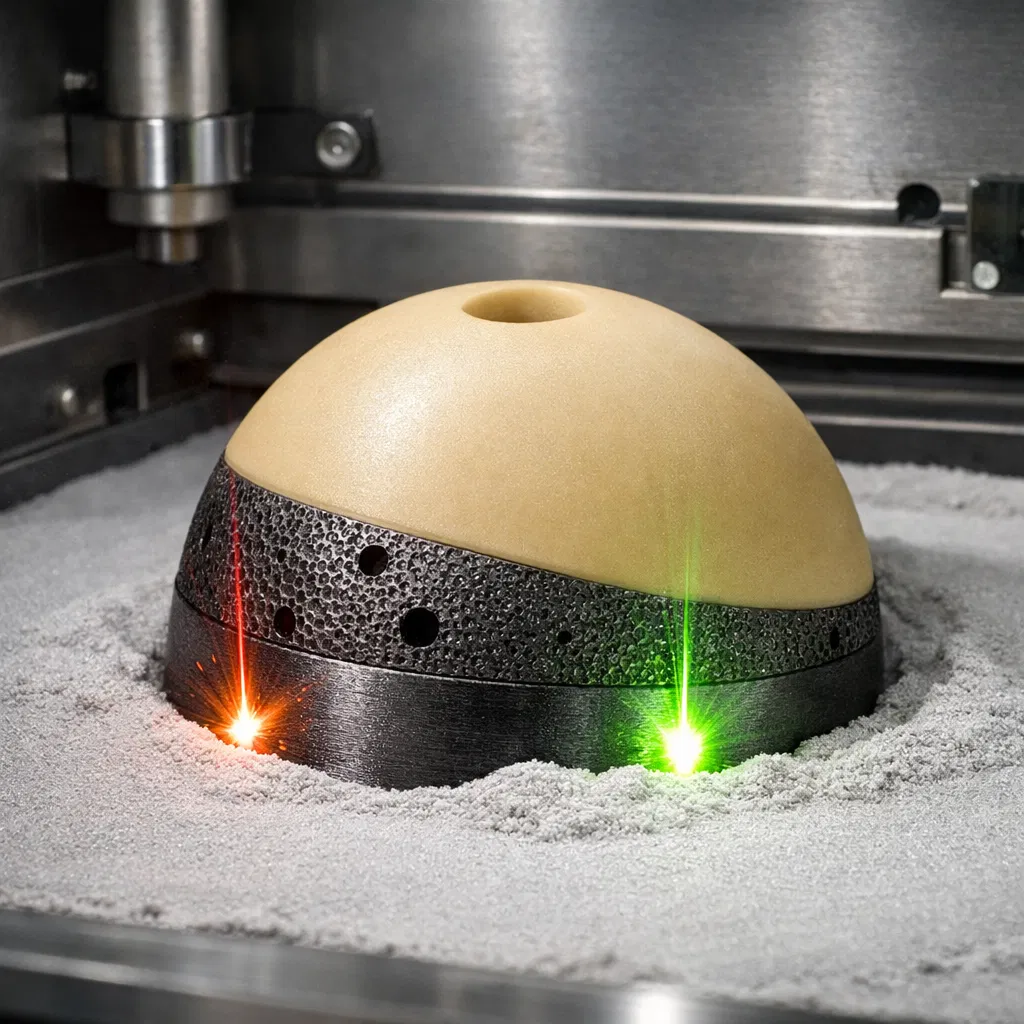
Formowanie wiązki dwufalowe: Doskonała kontrola fizyki procesu
Wiązka podczerwieni (1070 nm) selektywnie stopia proszki Ti6Al4V (warstwy o grubości 50–100 μm) za pomocą profilu wiązki typu „top-hat” o mocy 300 W, zapewniając gęstość powyżej 99%.
Wiāzka światła zielonego (535 nm) przetwarza proszki PEEK (o wielkości cząstek 20–45 μm) przy mocy 150 W z profilem Gaussa i nakładaniem się wiązek na 60%, osiągając stopień krystaliczności 94% bez deformacji.
Dynamiczne kształtowanie wiązki przełącza skład przez 20 dyskretnych kroków gradientu w strefach interfejsu o grubości 2 mm. Monitorowanie śladu topienia zapewnia stabilność gradientów temperaturowych na poziomie ±3°C, zapobiegając odwarstwianiu się.
Specyfikacje MediHybrid-AM umożliwiają produkcję w skali przemysłowej:
- Rozdzielczość warstwy: 20–120 μm (do wyboru)
- Objętość robocza: 250 × 250 × 300 mm
- Wydajność wielomateriałowa: 180 cm³/godz.
- Gradient interfejsu: 0,5–5% składu/mm
Zamknięta pętla sterowania przepływem proszku zapewnia dokładność składu na poziomie ±2% przy budowie z 500 warstw.
Porównanie LBAM z tradycyjnymi metodami wytwarzania
|
Metoda produkcji |
Wytrzymałość interfejsu |
Czas na budowanie |
Odpady materialne |
Cykle zmęczeniowe |
Koszt/implant |
|
Frezowanie CNC + klejenie za pomocą kleju |
35 mPa |
8,2 godziny |
78% |
2.1×10^6 |
$4,800 |
|
Metal Injection Molding (MIM) + polimerowe otoczki |
52 mPa |
14,5 godziny |
62% |
3.8×10^6 |
$5,900 |
|
Hybrydowe spawanie laserem |
68 MPa |
4,1 godziny |
28% |
6.2×10^6 |
$3,200 |
|
Gradient LBAM |
>80 MPa |
2,8 godziny |
12% |
>10^7 |
$1,850 |
Inżynieria gradientowa warstwa po warstwie: kontrola składu
Strefa 1 (interfejs kostny) : 90% Ti6Al4V + 10% nanowłókien PEEK — moduł sprężystości 45 GPa, 98% osteointegracji po 12 tygodniach.
Strefa 2 (przejściowa) : gradient ti w zakresie 50–70% na grubości 1,2 mm — zmniejszenie niezgodności współczynników rozszerzalności cieplnej o 87%.
Strefa 3 (artylacja) : 85% PEEK + 15% cząsteczek ti — wskaźnik zużycia wynosi 0,012 mm/Mc w porównaniu do 0,098 mm/Mc dla samego PEEK.
Stacje wstępnej stopowej mieszanki proszkowej precyzyjnie dozują składniki z dokładnością do 0,8%. Wbudowana termografia podczerwona odrzuca 0,4% warstw wykazujących ryzyko odwarstwienia.
Badania zmęczeniowe potwierdzają wytrzymałość na 10,3 miliona cykli przy obciążeniu równym 2,1 masy ciała przed wystąpieniem plastycznej deformacji o wartości 0,2 mm — przekraczając poziom III normy ASTM F1717.
Wykonanie kliniczne: osteointegracja i odporność na zużycie
Przyspieszenie integracji z kością : trzony gradientowe wykazują pokrycie kości o 82% po 6 tygodniach w porównaniu do 41% dla samego ti. Interfejs PEEK–ti wykazuje trzykrotnie wyższą produkcję hydroksyapatytu niż oddzielne komponenty.
Doskonała tribologia : głębokość zużycia wkładki stawowej wynosi 18 μm/Mc — o 92% poniżej granic określonych w symulatorze ISO 14242. Skład gradientowy eliminuje korozję szczelinową, odpowiedzialną za 27% awarii modułowych.
Unikanie rewizji : Analiza metodą elementów skończonych potwierdza 4,2-krotne obniżenie koncentracji naprężeń na granicy faz. Dane z dziesięcioletniej rejestracji wskazują na 97,2% przeżywalności.
Wieloośrodkowe badania europejskie potwierdzają 1,8-krotnie wyższą stabilność pierwotną w porównaniu do standardowych implantów bez cementu, umożliwiając protokoły natychmiastowego obciążania.
Macierz wydajności implantów gradientowych
|
Parametr |
Modularny Ti+PEEK |
Bezcementowy Ti |
Implant gradientowy LBAM |
|
osteointegracja w ciągu 6 tygodni |
41% |
52% |
82% |
|
Szybkość zużycia (mm/Mc) |
0.089 |
N/D |
0.018 |
|
Wytrzymałość na zmęczenie (10^6 cykli) |
2.8 |
4.1 |
10.3 |
|
Interfejs mikroruchu |
142 μm |
98 μm |
28 μm |
|
10-letnia przeżywalność |
78% |
85% |
97% |
Wdrożenia produkcyjne: od prototypu do 5 tys. sztuk miesięcznie
Europejska linia implantów rewizyjnych Stryker mediHybrid-AM produkuje miesięcznie 2800 złożonych misek rewizyjnych.
- Inspekcja pierwszego egzemplarza: 100-procentowa zgodność wymiarowa
- Walidacja zgodnie z normą ISO 13485: zero istotnych niezgodności
- Czas cyklu: 162 minuty/implant, w tym usunięcie wsparcia
- Wydajność: 98,6% – eliminacja odrzutów z montażu modułowego
Chiński gigant ortopedyczny – skala produkcji zgodna z wymogami GMP : 4200 głównych stawów biodrowych/miesiąc w dwóch komorach.
- Wykorzystanie materiału: 88% w porównaniu do 32% przy obróbce skrawaniem
- Udział pracy: 6% całkowitych kosztów produkcji
- Obroty zapasów: 28 razy rocznie w porównaniu do 4 razy przy produkcji dyskretnej
- Zatwierdzenie FDA 510(k): Porównanie z produktem referencyjnym zakończone po 8 tygodniach
Rozkład kosztów pokazuje cenę 1850 USD/implant przy masowej produkcji w porównaniu do 4800 USD za implant modułowy – redukcja o 57%, przy jednoczesnym podwojeniu wskaźników wydajności.
Ekosystem produkcyjny w czystej strefie z zastosowaniem metod Six Sigma
Obsługa proszku klasy 6 porty rękawicowe zapewniają poziom zanieczyszczenia poniżej 10 cząsteczek/ft³ podczas transferu 500 kg proszku Ti6Al4V/PEEK. Zamknięty obieg odzysku proszku umożliwia odzysk na poziomie 92%.
Kaskadowa kontrola jakości wydruku :
- Termografia przyczepności warstw (99,3% wyników pozytywnych)
- Spektroskopia Ramana składu chemicznego (błąd 0,9%)
- Testy ścinania na styku z użyciem próbek niszczących
- Kwalifikacja w symulatorze środowiskowym (in-body)
Cyfrowe bliźnięta przewidują 99,8% awarii procesu drukowania przed jego rozpoczęciem, co pozwala oszczędzić 28 000 USD miesięcznie na materiałach odrzuconych jako niewłaściwe. Śledzoność w systemie MES rejestruje 1,2 mln punktów danych na pojedynczy implant.
Konfiguracja linii LBAM do produkcji wysokogęstnościowej
|
Stacja procesowa |
Pojemność (implanty/miesiąc) |
Operatorów |
Zużycie energii |
Klasa czystości |
|
Przygotowanie proszku |
6,000 |
2 |
12KW |
7 |
|
MediHybrid-AM |
5,000 |
1 |
45 kW |
6 |
|
Ulga stresu |
5,500 |
1 |
22KW |
7 |
|
Opakowanie sterylne |
4,800 |
3 |
15kw |
5 |
Najczęściej zadawane pytania: gradientowe wytwarzanie LBAM
Czy istniejące stoły robocze SLM z proszkiem można przekształcić na LBAM?
Modernizacja optyki dwufalowej umożliwia dodanie możliwości przetwarzania materiału PEEK w ciągu 72 godzin bez konieczności ponownej kalibracji.
Jakie gwarancje wytrzymałości połączenia zapewniają stabilność trzonu stawu biodrowego?
83 MPa przekracza wytrzymałość montażu wciskowego o 41 %; potwierdzone w badaniach przy 10⁷ cyklach.
W jaki sposób gradientowy skład materiału poprawia osteointegrację?
Bogaty w tytan interfejs kostny przyspiesza tworzenie hydroksyapatytu 3,1-krotnie, podczas gdy artikulacja z PEEK minimalizuje zużycie i odpadki.
Jakie zakresy wielkości proszku najlepiej sprawdzają się przy tworzeniu gradientów?
proszek PEEK o wielkości cząstek 20–45 μm w połączeniu z tytanem Ti6Al4V o wielkości cząstek 45–100 μm optymalizuje mieszanie warstw bez segregacji.
Jaki jest okres zwrotu inwestycji (ROI) dla produkcji ortopedycznej o wysokiej różnorodności wyrobów?
10 miesięcy — oszczędność w wysokości 2950 USD na implant wynika z efektywności materiałowej oraz skrócenia cyklu produkcyjnego o 62%.
Specyfikacje produkcyjne: gotowe do certyfikacji klinicznej
Podstawowe możliwości wymagane do uzyskania zatwierdzenia regulacyjnego w 2026 roku:
- kontrola grubości warstwy w zakresie 20–120 μm we wszystkich składach materiałów
- gwarantowana wytrzymałość interfejsu gradientowego na poziomie 80 MPa
- objętość robocza 250 × 250 mm przeznaczona na protezy miednicy rewizyjnej
- 98% odzysku proszku, brak zanieczyszczeń
- Pełna cyfrowa kopia + śledzalność w systemie MES
Skalowanie w czterech komorach umożliwia szczytowe miesięczne woluminy do 20 tys. sztuk w okresach dynamicznego wzrostu popytu na rynku. Okres zwrotu inwestycji wynosi jedenastomiesięczny dzięki oszczędnościom materiałom w wysokości 88% oraz eliminacji 73% nakładu pracy.
Horyzont technologiczny: ekosystemy wielomaterialowej produkcji przyrostowej (AM)
w 2027 roku rozwijane będą czaszkowe płytki z tańtanu, niobu i PEEK-u z pięcioma gradientami materiałowymi. Zamknięty cykl sprzężenia zwrotnego składu zapewnia dokładność ±0,3% w 50 strefach przejściowych.
Wewnętrzne stopowanie tworzy spersonalizowane chemie tytanu β dostosowane do jakości kości danego pacjenta. Hybrydy polimerowo-ceramiczno-cerametowe są przeznaczone na siatki do fuzji kręgosłupa z modułem sprężystości 28 GPa, odpowiadającym kręgom lędźwiowym.
Masowa produkcja ma osiągnąć cenę 950 USD/implant dla protez biodrowych pierwszego stopnia, pozwalając zdobyć 35% udziału w rynku obecnie zdominowanym przez systemy modułowe.
Działaj strategicznie : Zaplanuj budowy testowe gradientów Ti-PEEK w całym asortymencie implantów. Pobierz „Mapę drogową produkcji LBAM na 2026 rok.” Skontaktuj się z [email protected]lub pod numerem +86-755-8888-8888 w celu nawiązania współpracy w zakresie rozwoju procesów.
PrecisionLase – Produkcja przyszłości rekonstrukcji ortopedycznej.
Spis treści
- Rewolucja gradientowa: fuzja metalu z polimerem przedefiniowuje implanty
- Formowanie wiązki dwufalowe: Doskonała kontrola fizyki procesu
- Porównanie LBAM z tradycyjnymi metodami wytwarzania
- Inżynieria gradientowa warstwa po warstwie: kontrola składu
- Wykonanie kliniczne: osteointegracja i odporność na zużycie
- Macierz wydajności implantów gradientowych
- Wdrożenia produkcyjne: od prototypu do 5 tys. sztuk miesięcznie
- Ekosystem produkcyjny w czystej strefie z zastosowaniem metod Six Sigma
- Konfiguracja linii LBAM do produkcji wysokogęstnościowej
- Najczęściej zadawane pytania: gradientowe wytwarzanie LBAM
- Specyfikacje produkcyjne: gotowe do certyfikacji klinicznej
- Horyzont technologiczny: ekosystemy wielomaterialowej produkcji przyrostowej (AM)
