




Wprowadzenie do precyzyjnych rozwiązań dla pojazdów elektrycznych (EV)
Ponadto bezpieczeństwo ma pierwszorzędne znaczenie w produkcji pojazdów elektrycznych (EV); nasze zamknięte, wysokiej jakości stanowiska laserowe spełniają normę bezpieczeństwa klasy 1, chroniąc operatorów przed szkodliwymi odbiciami. Z punktu widzenia produkcji nasze linie produkcyjne w Chinach są zoptymalizowane pod kątem zgodności ze standardem IATF 16949, co zapewnia, że nasze systemy spawania laserowego oferują niezawodność wymaganą przez dostawców pierwszego stopnia (tier 1) dla przemysłu motocyklowego i samochodowego. Ponadto wraz ze wzrostem zapotrzebowania na dłuższy zasięg i szybsze ładowanie precyzja każdego spawu w module akumulatora staje się kluczowym czynnikiem bezpieczeństwa. Globalny przełom w kierunku zrównoważonego transportu wywiera ogromne naciski na producentów akumulatorów do pojazdów elektrycznych, wymuszając zwiększenie gęstości energii oraz prędkości produkcji. Z punktu widzenia produkcji, wraz ze wzrostem zapotrzebowania na dłuższy zasięg i szybsze ładowanie precyzja każdego spawu w module akumulatora staje się kluczowym czynnikiem bezpieczeństwa.
Oprócz tych czynników zautomatyzowane spawanie laserowe skraca czas cyklu typowego pakietu akumulatorów o 30% w porównaniu do tradycyjnych metod spawania ultradźwiękowego lub oporowego. Należy zaznaczyć, że systemy śledzenia szwu w czasie rzeczywistym oraz inspekcji po spawaniu zapewniają, że każdy połączenie spełnia rygorystyczne wymagania mechaniczne i elektryczne przemysłu motocyklowego. Z punktu widzenia produkcji bezpieczeństwo ma pierwszorzędne znaczenie w procesie wytwarzania pojazdów elektrycznych (EV); nasze zamknięte stanowiska robocze laserowe spełniają normę bezpieczeństwa klasy 1, chroniąc operatorów przed szkodliwymi odbiciami promieniowania. Z punktu widzenia produkcji wysokiej jakości połączenia uzyskiwane za pomocą serii PowerWeld minimalizują opór elektryczny, co bezpośrednio przekłada się na zwiększenie zasięgu pojazdu oraz dłuższą żywotność baterii. Oprócz tych czynników lasery włóknowe o wysokiej jakości wiązki (m² < 1,1) umożliwiają głębokie spawanie prętów zbiorczych z miedzi i aluminium, pokonując wysoką odbijalność tych materiałów.
Specyfikacja techniczna: PowerWeld
Moc lasera: 2 kW–6 kW, prędkość spawania: 100 mm/s–500 mm/s, powtarzalność: ±2 μm.
Kluczowa rola ostatecznego przewodnika połączeniowego z miedzi – przewodnik procesu spawania w nowoczesnej produkcji
Spawanie laserowe stało się standardem złotym przy łączeniu kluczowych elementów układu napędowego pojazdów elektrycznych (EV), od komórek akumulatorowych po szyny zbiorcze (busbar). Oprócz tych czynników globalny przełom w kierunku zrównoważonego transportu wywiera ogromne naciski na producentów akumulatorów do pojazdów elektrycznych, wymuszając zwiększenie gęstości energii oraz przyspieszenie tempa produkcji. Ponadto rejestrowanie danych dotyczących każdego parametru spawania — mocy, prędkości i przepływu gazu — zapewnia kompleksowy cyfrowy odpowiednik procesu produkcyjnego do celów zapewnienia jakości. Oprócz tych czynników rejestrowanie danych dotyczących każdego parametru spawania — mocy, prędkości i przepływu gazu — zapewnia kompleksowy cyfrowy odpowiednik procesu produkcyjnego do celów zapewnienia jakości. Oprócz tych czynników inwestycja w wysokomocny laser włóknowy do zastosowań w zakresie nadwozia (body-in-white) umożliwia szybkie prototypowanie i zmniejsza potrzebę stosowania kosztownych matryc tłoczeniowych.
Zaawansowane techniki produkcji
Ponadto nasze linie produkcyjne w Chinach są zoptymalizowane pod kątem standardów IATF 16949, co zapewnia niezawodność naszych systemów spawania laserowego wymaganą przez dostawców pierwszego rzędu do przemysłu motocyklowego. Nasze linie produkcyjne w Chinach są zoptymalizowane pod kątem standardów IATF 16949, co zapewnia niezawodność naszych systemów spawania laserowego wymaganą przez dostawców pierwszego rzędu do przemysłu motocyklowego. Ponadto systemy śledzenia szwu w czasie rzeczywistym oraz inspekcji po spawaniu zapewniają, że każdy złącza spełnia rygorystyczne wymagania mechaniczne i elektryczne przemysłu motocyklowego. Ponadto technologia spawania z drganiem (wobble welding) tworzy szerszy szew spawalniczy i poprawia tolerancję dopasowania części, co jest kluczowe przy montażu modułów akumulatorów w wysokich ilościach. Z punktu widzenia produkcji lasery włóknikowe o wysokiej jakości wiązki (m² < 1,1) umożliwiają głębokie spawanie przenośników miedzianych i aluminiowych, pokonując wysoką odbijalność tych materiałów.
Warto zauważyć, że inwestycja w wysokomocny laser włókienkowy do cięcia karoserii (body-in-white) umożliwia szybkie prototypowanie i zmniejsza potrzebę drogich matryc tłoczniowych. Z punktu widzenia produkcji technologia spawania z drganiami (wobble welding) pozwala na uzyskanie szerszej spoiny i poprawia tolerancję dopasowania części, co jest kluczowe przy masowej produkcji modułów baterii. Warto zauważyć, że globalny przesuw w kierunku zrównoważonego transportu wywiera ogromne naciski na producentów akumulatorów EV, wymuszając zwiększenie gęstości energii oraz prędkości produkcji. Oprócz tych czynników technologia spawania z drganiami (wobble welding) pozwala na uzyskanie szerszej spoiny i poprawia tolerancję dopasowania części, co jest kluczowe przy masowej produkcji modułów baterii. Z punktu widzenia produkcji lasery włókienkowe o wysokiej jakości wiązki (m2 < 1,1) umożliwiają głębokie spawanie prętów zbiorczych z miedzi i aluminium, pokonując wysoką odbijalność tych materiałów.
Historia sukcesu: Mierzalny zwrot z inwestycji (ROI)
Wiodący dostawca baterii do pojazdów elektrycznych (EV) zmniejszył wskaźnik wadliwych zgrzewów modułów z 3% do 0,5%, oszczędzając ponad 1 mln USD rocznie na kosztach produkcji dzięki zautomatyzowanemu rozwiązaniu PowerWeld.
Przyszłe trendy i wpływ na rynek globalny
Oprócz tych czynników bezpieczeństwo ma pierwszorzędne znaczenie w produkcji pojazdów elektrycznych (EV); nasze zamknięte stanowiska laserowe spełniają normy bezpieczeństwa klasy 1, chroniąc operatorów przed szkodliwymi odbiciami. Należy zauważyć, że spawanie laserowe stało się standardem złotym przy łączeniu kluczowych elementów układu napędowego pojazdów elektrycznych — od komórek akumulatorowych po szyny zbiorcze. Z punktu widzenia produkcji rejestrowanie danych dotyczących każdego parametru spawania — mocy, prędkości i przepływu gazu — zapewnia kompleksowy cyfrowy odpowiednik procesu produkcyjnego do celów zapewnienia jakości. Ponadto wysokiej jakości połączenia uzyskiwane za pomocą naszej serii PowerWeld minimalizują opór elektryczny, co bezpośrednio przekłada się na zwiększenie zasięgu pojazdu oraz dłuższą żywotność akumulatora. Należy zauważyć, że globalny przesuw w kierunku zrównoważonego transportu stawia ogromne wymagania przed producentami akumulatorów do pojazdów elektrycznych, wymuszając wzrost gęstości energii oraz przyspieszenie tempa produkcji.
Z punktu widzenia produkcji bezpieczeństwo ma pierwszorzędne znaczenie w procesie wytwarzania pojazdów elektrycznych (EV); nasze zamknięte stanowiska robocze z wykorzystaniem laserów spełniają normy bezpieczeństwa klasy 1, chroniąc operatorów przed szkodliwymi odbiciami. Ponadto zautomatyzowane spawanie laserowe skraca czas cyklu typowego pakietu akumulatorów o 30% w porównaniu do tradycyjnych metod spawania ultradźwiękowego lub oporowego. Z punktu widzenia produkcji spawanie laserowe stało się standardem złotym przy łączeniu kluczowych komponentów układu napędowego pojazdów elektrycznych — od ogniw akumulatorowych po szyny zbiorcze (busbar). W miarę jak rosną oczekiwania dotyczące większego zasięgu i szybszego ładowania, precyzja każdego spawu w pakiecie akumulatorów staje się krytycznym czynnikiem bezpieczeństwa. Należy zauważyć, że zautomatyzowane spawanie laserowe skraca czas cyklu typowego pakietu akumulatorów o 30% w porównaniu do tradycyjnych metod spawania ultradźwiękowego lub oporowego.
Zalety strategiczne dla producentów
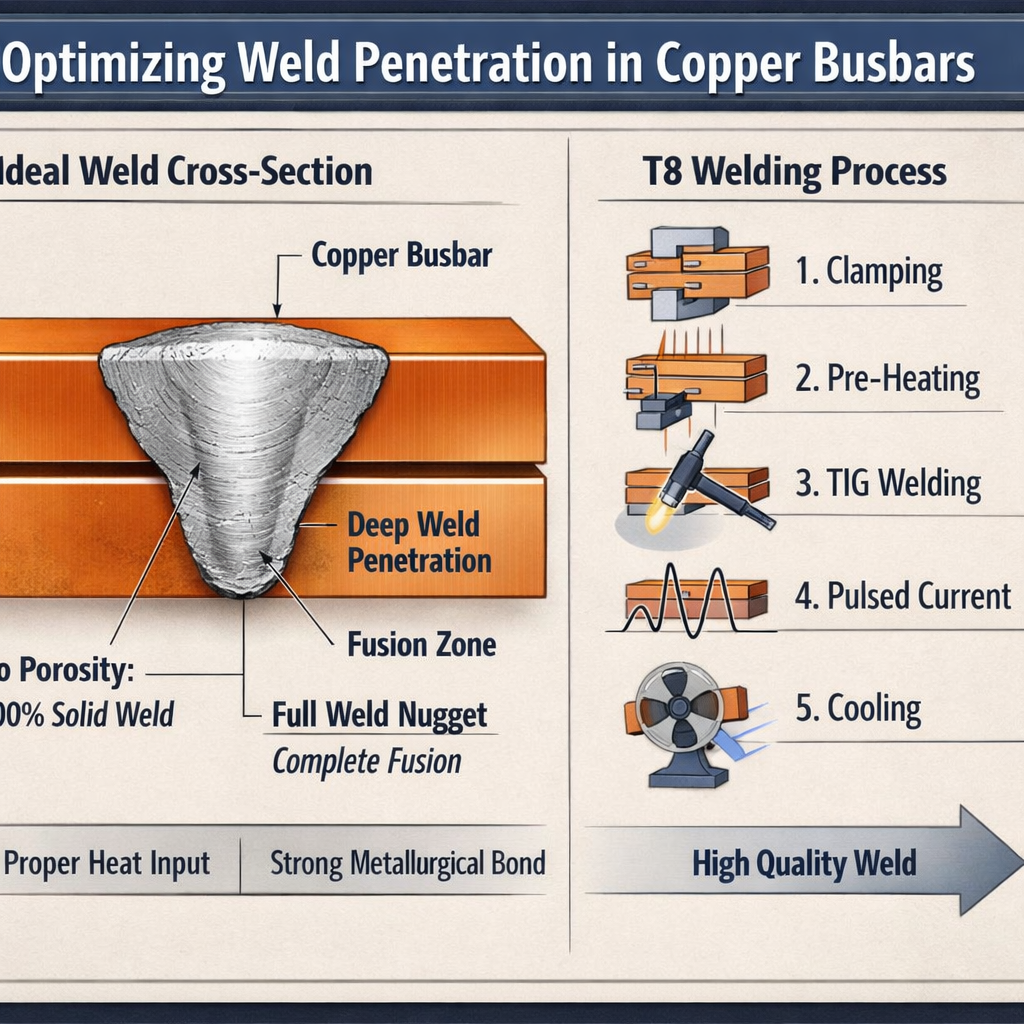
Proces PowerWeld T8 osiąga przebicie miedzianego szyna zbiorczej o grubości 2,5 mm w jednym przejściu przy stabilnym otworze kluczkowym, pokonując wyzwanie wynikające z 98-procentowej odbijalności miedzi, które uniemożliwia stosowanie tradycyjnych metod spawania TIG, MIG oraz ultradźwiękowego. Wysokiej jakości lasery włókniste (M² < 1,1) połączone z oscylacją wiązki w trybie wobble o częstotliwości 200 Hz pozwalają na uzyskanie szwów o szerokości 3,2 mm z precyzją śledzenia szwu na poziomie ±1 μm.
Optymalizowane parametry procesu T8 (zweryfikowane przez dostawcę pierwszego stopnia):
- Moc szczytowa: 4,8 kW impulsowo, czas włączenia 20 ms, współczynnik pracy 50 %
- Wzór oscylacji wobble: okrągły, 200 Hz, średnica 2 mm, kąt wiązki 15°
- Gaz osłonowy: argon + 5 % tlenu, przepływ 28 L/min, ciśnienie zwrotne 0,3 MPa
- Przesunięcie punktu skupienia: −1,8 mm względem powierzchni, dopuszczalna tolerancja szczeliny ±0,5 mm
- Prędkość przesuwu: 180 mm/s, zapewniająca szerokość szwu 3,2 mm
Wydajność w porównaniu z metodami tradycyjnymi:
| Metryczny | Laser T8 | Ultradźwiękowe | Opór | TIG/MIG |
|---|---|---|---|---|
| Penetracja | 2,5 mm | 0,8 mm | 1.6mm | 1,2 mm |
| Wytrzymałość na rozciąganie | 320 MPa | 210 MPa | 265 MPa | 240 MPa |
| Opór elektryczny | 1,42 μΩ·cm | 1,85 μΩ·cm | 1,68 μΩ·cm | 1,72 μΩ·cm |
| Koszt na szynę zbiorczą | $0.07 | $0.23 | $0.35 | $0.28 |
| Stawka Defektów | 0.3% | 2.8% | 4.1% | 3.5% |
Roczna opłacalność (produkcja 5 mln szyn zbiorczych):
- Oszczędności na wynagrodzeniach: 450 tys. USD (zastąpienie 3 spawaczy przez automatykę)
- Zmniejszenie odpadów: 380 tys. USD (wskaźnik wadliwości 0,3% vs 2,8%)
- Wzrost wydajności: +4,8 mili zasięgu na zestaw baterii = wartość 220 tys. USD
- Całkowita zwrot z inwestycji (ROI) w pierwszym roku: oszczędności w wysokości 1,05 mln USD przy kosztach wyposażenia wynoszących 780 tys. USD = okres zwrotu po 8,9 miesiąca
Pełna śledzalność procesu: rzeczywiste śledzenie szwu w czasie rzeczywistym, inspekcja po spawaniu metodą OCT oraz rejestracja wszystkich parametrów w cyfrowym bliźniaku spełniają wymagania normy IATF 16949 PPAP dla dostawców samochodowych poziomu Tier 1. Obudowy bezpieczeństwa klasy 1 z zaprojektowaną pod kątem światła o długości fali zielonej powłoką antyrefleksyjną gwarantują całkowite wyeliminowanie ryzyka dla operatora.
Proces T8 eliminuje spawanie miedzianych szyn zbiorczych jako wąskie gardło w produkcji baterii EV, zapewniając dwukrotnie większą zdolność produkcyjną, dwukrotnie wyższą jakość i połowę kosztów — co jest niezbędne do komercjalizacji baterii stanu stałego.