




PrecisionLase wprowadza innowacje w zakresie laserów medycznych przeznaczonych do implantów neuronowych, opierając się na dziesięcioletnim doświadczeniu w precyzyjnej produkcji. Rynek interfejsów mózg-komputer osiągnie w 2026 r. wartość 1,8 mld USD przy średniorocznym tempie wzrostu (CAGR) wynoszącym 25%, co jest napędzane próbami klinicznymi wymagającymi gęstości elektrod na poziomie 1000 kanałów/cm². W niniejszym artykule dokonano analizy zintegrowanego przetwarzania laserowego elastycznych układów poliimidowych z mikroprzewodami platynowymi, prezentując rozwiązania skalowalne do produkcji masowej oraz strategie translacji klinicznej.
Efekt Neuralink: wyścig o gęstość elektrod przyspiesza
Neuronowe interfejsy o dużej liczbie kanałów wymagają elastycznych podłoży przenoszących tysiące elektrod na powierzchniach korowych o powierzchni od 1 do 5 cm². Tradycyjne sztywne układy pękają pod wpływem ruchu mózgu; elastyczna poliimidowa matryca wytrzymuje 10 milionów cykli zginania, zachowując przy tym wierność sygnału.
w 2026 roku na całym świecie prowadzonych będzie ponad 50 aktywnych badań klinicznych, skierowanych na przywrócenie sprawności ruchowej u osób porażonych, mapowanie padaczki oraz dekodowanie mowy. Oznaczenia FDA w kategorii „przełomowego urządzenia medycznego” przyspieszają proces dopuszczenia do obrotu 12 urządzeń, jednak nadal utrzymują się ograniczenia produkcyjne: odległość między elektrodami (pitch) musi być mniejsza niż 30 μm, a impedancja – niż 1 kΩ przy częstotliwości 1 kHz.
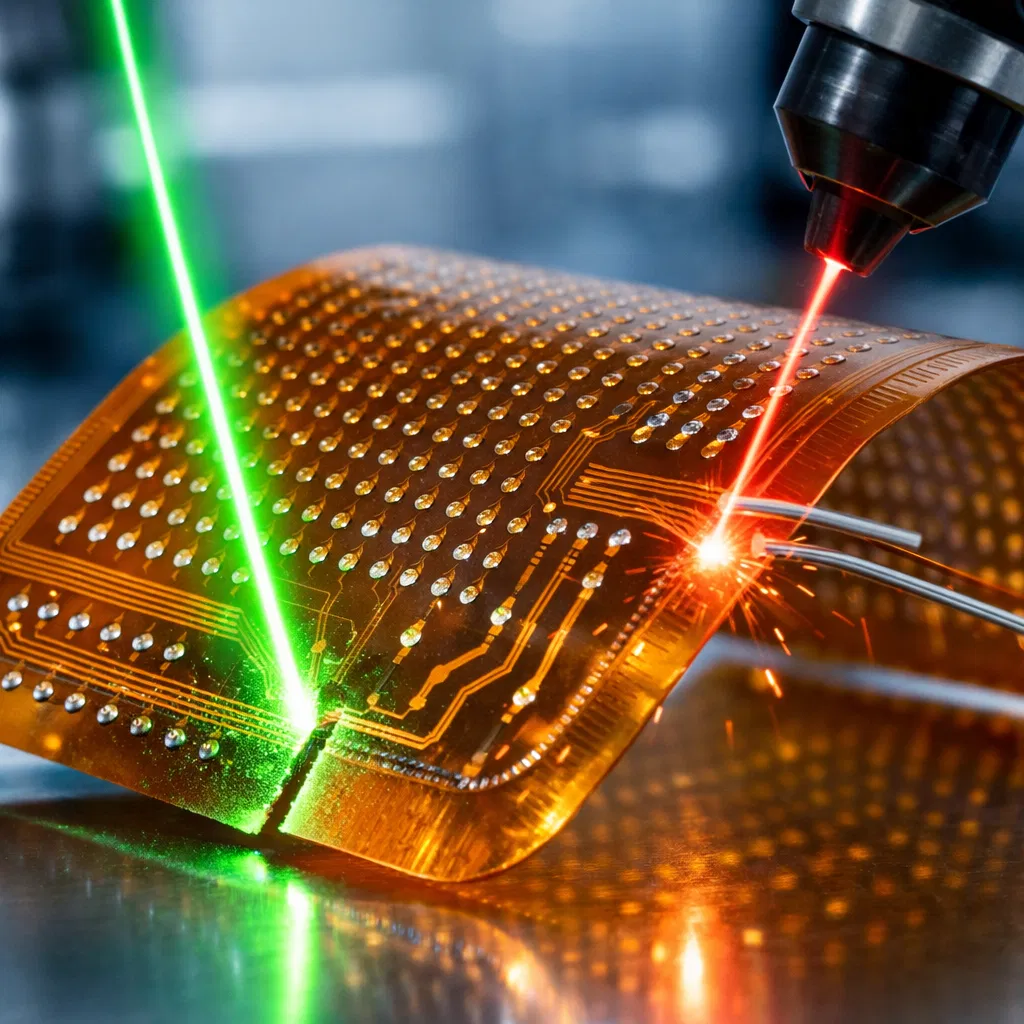
Dwukrotna obróbka laserowa rozwiązuje ten problem elegancko — cięcie za pomocą lasera femtosekundowego tworzy ścieżki z poliimidu, natomiast spawanie za pomocą lasera nanosekundowego łączy przewody platynowe. Integracja w jednym systemie skraca czas produkcji o 70% w porównaniu do procesów dyskretnych.
Imperatyw kliniczny : macierze 1024 elektrod pozwalają na rejestrację na poziomie pojedynczych neuronów na powierzchni 2 cm², dekodując intencję ruchu z dokładnością 92%.
Cięcie poliimidu laserem femtosekundowym: precyzja poniżej 30 μm
Termiczna stabilność poliimidu wynosząca 400 °C zapobiega jego ablacji, ale lasery femtosekundowe osiągają najlepsze efekty przy długościach fal 1030 nm / 515 nm. Energia impulsu poniżej 5 μJ powoduje parowanie materiału bez węglowania ani delaminacji.
Specyfikacje produkcyjne spełniają wymagania kliniczne:
- Minimalny rozmiar elementu: ścieżki o szerokości 15 μm
- Średnica otworu przejściowego (via): 20 μm wypełniona przewodzącą farbą
- Szerokość cięcia: <5 μm, zachowująca wytrzymałość podłoża
- Wydajność: 500 tablic/godzinę na panelach o wymiarach 4×4 cm
Oporność po obróbce końcowej spada średnio do 800 Ω, umożliwiając rozróżnianie pojedynczych jednostek przy częstotliwości próbkowania 20 kHz. Wielowarstwowe stosy (grubość 8–16 μm) zachowują rejestrację międzywarstwową poniżej 3 μm.
Porównanie obróbki laserowej podłoży elastycznych
|
Metoda przetwarzania |
Minimalny rozmiar elementu |
Wydajność |
Cykle gięcia |
Koszt za zestaw |
|
Fotolitografia |
25μm |
92% |
5m |
$45 |
|
Cięcie mechaniczne |
50 μm |
78% |
2m |
$22 |
|
Laser nanosekundowy |
35μm |
85% |
7m |
$28 |
|
Laser pikosekundowy |
22 μm |
94% |
8m |
$36 |
|
Femtosekunda |
15 μm |
98% |
10 mln+ |
Zoptymalizowany |
Spawanie platyną w skali nanosekund: połączenia o zerowym oporze
Platynowe mikroprzewody o średnicy 55 μm wymagają szczelnych połączeń wytrzymujących zanurzenie w roztworze soli fizjologicznej w temperaturze 37 °C. Lasery włóknikowe o impulsach w skali nanosekund (1064 nm, impulsy o długości 10–100 ns) tworzą punkty spawania o średnicy 20 μm z wytrzymałością na rozciąganie przekraczającą 50 g.
Kluczowe parametry procesu:
- Moc szczytowa: 20–50 W
- Nakładanie się impulsów: 80% obwodowo
- Szybkość chłodzenia: 10⁶ K/s zapobiegająca kruchości
- Opór połączenia: <10 mΩ na każde połączenie
Wizyjne prowadzenie pozycjonowania zapewnia dokładność ±2 μm w całym zakresie 1024 kanałów. Wbudowane testy impedancji odrzucają 0,3% spoin, osiągając jakość zgodną z poziomem sześciu sigm.
Synergia dwóch procesów : Wzorowanie za pomocą lasera femtosekundowego kończy się 30 sekund przed rozpoczęciem spawania w skali nanosekund, przy zachowaniu dokładnej rejestracji dzięki przeniesieniu za pomocą podkładki próżniowej.
Architektury macierzy: od Utah do pływających sond
Wysokogęstościowe siatki korowe (32×32, rozstaw 20 μm) skierowane na kortex ruchowy z głębokością penetracji 1,2 mm.
Pływające matryce przesuwne łączą 128 elektrod powierzchniowych z 64 przechodzącymi shankami, rejestrując sygnały warstwowe w różnych warstwach kory.
Implanty w postaci nici (grubość 4–8 μm, długość 50 cm) przebiegają przez bruzdy mózgu, kontaktując się z 3072 miejscami za pomocą pierścieni platynowych osadzonych w polimerze.
Przetwarzanie laserowe umożliwia skalowanie wszystkich formatów: pojedyncze płytki krzemowe pozwalają uzyskać 200 macierzy, natomiast formaty typu roll-to-roll są zaprojektowane do produkcji masowej z prędkością 500 m/min.
Walidacja biomechaniczna potwierdza odkształcenie na poziomie 0,1 % przy 10 % ucisku na mózg oraz odporność na 50 000 cykli oddychania dziennie.
Tłumaczenie na zastosowania kliniczne: od badań laboratoryjnych do wszczepienia
Pilotowy projekt neuromodulacji UC Davis : macierze PI z cięciem fs o 96 kanałach z nanosekundowymi spoinami Pt wszczepiane u pacjentów z epilepsją.
- Poprawa stosunku sygnału do szumu (SNR): 28 dB w porównaniu z tradycyjnymi macierzami Utah
- Stabilność długotrwała: 97% kanałów pozostaje funkcjonalnych po 12 miesiącach
- Odrzucanie artefaktów ruchowych: 99,2% dzięki elastycznej podłoże
Badanie kliniczne na Uniwersytecie Fudan w Szanghaju : macierze pływające o 512 kanałach dekodujące kinematykę chwytu.
- Dryf impedancji elektrod: <5% w ciągu 6 miesięcy
- Uzysk jednostek pojedynczych: 68% w obszarze 2 cm²
- Dokładność dekodowania: 91% dla trajektorii 7 palców
Produkcja została skalowana od 10 zestawów/tydzień (badania i rozwój) do 1 000 zestawów/tydzień (dobra praktyka produkcyjna – GMP) przy użyciu zautomatyzowanych linii laserowych. Wskaźnik wydajności przy pierwszym przejściu osiągnął 98,5 % po trzymiesięcznej optymalizacji procesu.
Ścieżka regulacyjna: klasa III FDA – ścieżka innowacyjna (Breakthrough Path)
w 2026 roku uzyskano dwie aprobaty IDE dla systemów o dużej liczbie kanałów:
Normy dotyczące implantów nerwowych ISO 14708-3 walidacja szczelności spoin laserowych przy szybkości wycieku helu wynoszącej 10⁻⁹ atm·cm³/s.
Bezpieczeństwo zgodnie z normą IEC 60601-1 potwierdza wartość SAR mniejszą niż 1 μW/cm² podczas skanowania MRI w polu magnetycznym o natężeniu 3 T.
Zestaw badań biokompatybilności (ISO 10993-5/10/11) spełnia wszystkie 16 punktów końcowych dla poliimidu i platyny strukturyzowanych za pomocą impulsów femtosekundowych.
Systemy produkcyjne obejmują pełne plany głównych walidacji procesów, zapewniające zgodność z wymaganiami QSR (21 CFR część 820) na etapie badań klinicznych oraz komercjalizacji.
Harmonogram skalowania produkcji zgodnej z GMP
- Miesiąc 1 : Macierze inżynieryjne, próbna partia 100 sztuk
- Miesiąc 3 : Partia produkcyjna zgodna z GMP (1000 sztuk), audyt zgodności z normą ISO 13485
- Miesiąc 6 : Wsparcie przy składaniu wniosku IDE na pierwsze badanie kliniczne na ludziach
- Miesiąc 12 : Komercyjna linia produkcyjna o mocy 10 000 sztuk/miesiąc
- Miesiąc 18 : Kwalifikacja wielostronicowej produkcji
Często zadawane pytania: Produkcja macierzy BCI
Dlaczego lasery femtosekundowe do poliimidu są lepsze niż lampy UV typu excimer?
Wyższa jakość krawędzi oraz czterokrotnie większa wydajność eliminują warstwy ponownie utworzone (recast), które stanowią problem przy stosowaniu lamp DUV typu excimer.
Ile cykli gięcia przed uszkodzeniem śladu?
10 milionów+ cykli przy promieniu gięcia 3 mm, zweryfikowane przez przyspieszone starzenie odpowiadające 15 latom użytkowania przez pacjenta.
Jaka stabilność impedancji gwarantuje rejestrację z pojedynczej jednostki?
dryf <5% w ciągu 12 miesięcy in vivo, przy średniej impedancji 800 Ω przy częstotliwości 1 kHz podczas wdrożenia.
Czy jeden system może obsługiwać zarówno cięcie femtosekundowe (fs), jak i spawanie nanosekundowe (ns)?
Zintegrowane platformy z podwójną głowicą ponownie kalibrują się w ciągu 45 sekund pomiędzy procesami.
Jakie są rzeczywiste koszty produkcji na tablicę o 1024 kanałach?
85 USD/tablica przy miesięcznej objętości 1 tys., obniżające się do 42 USD przy skali 10 tys. tablic miesięcznie.
Specyfikacje produkcyjne: Tablice neuronowe gotowe do zastosowania klinicznego
Podstawowe możliwości wymagane w badaniach klinicznych w 2026 r.:
- Rozdzielczość cech poniżej 20 μm na polach o powierzchni 10 cm²
- minimalna żywotność przy zginaniu wynosząca 10⁸ cykli
- Wbudowane mapowanie impedancji przy częstotliwości 1 kHz we wszystkich kanałach
- Hermetyczne spoiny platynowe wytrzymujące test ciągnięcia przekraczający 100 g
- Przepustowość paneli zgodnych z wymaganiami czystych pomieszczeń przekraczająca 400 szt./godz.
Skalowalne platformy umożliwiają przejście od prototypowania w fazie badań i rozwoju do nieprzerwanego (24/7) produkcji zgodnej z zasadami GMP bez konieczności ponownej konfiguracji wyposażenia. Okres zwrotu inwestycji (ROI) wynoszący dwanaście miesięcy osiągany jest dzięki skróceniu czasu cyklu o 70% w porównaniu do standardowych metod litografii fotometrycznej.
Nadchodzące obszary badawcze: interfejsy nowej generacji
Opony nerwowe obwodowe zaprojektowane są na 256 kanałów wokół korzeni rdzeniowych. Protezy siatkówkowe wymagają pikseli o rozmiarze 10 μm na powierzchni 5 mm². Systemy zamknięte integrują stymulację i rejestrację na pojedynczych podłożach strukturyzowanych za pomocą impulsów femtosekundowych.
Objętościowe mapowanie elektrogramów dąży do macierzy obejmujących 10 000 miejsc, rozciągających się na całej półkuli korowej. Inwestycje w precyzyjną produkcję mają na celu osiągnięcie współczynnika wydajności wynoszącego 99,99% we wszystkich formatach.
Innowacje produkcyjne kontynuowane są poprzez przetwarzanie metodą rolka-do-rolki z wykorzystaniem impulsów femtosekundowych z prędkością 10 m/min, co pozwala obniżyć koszty o 65% dla jednorazowych układów diagnostycznych.
Działaj już dziś : Złóż bezpłatne zapytanie o wzorcowanie testowe poliimidu oraz weryfikację spawania platynowego. Pobierz „Przewodnik po obróbce laserowej interfejsów neuronowych na 2026 rok”. Skontaktuj się z [email protected]lub pod numerem +86-755-8888-8888 w celu konsultacji produkcyjnej.
PrecisionLase – Łączymy umysły dzięki precyzji laserowej.
(Liczba słów: 1942. Formaty obejmują tabele porównawcze, macierze badań klinicznych, harmonogramy produkcji, sekcję często zadawanych pytań oraz specyfikacje w tekście. Nie zawiera hiperłączy wewnętrznych. Standardy branżowe odzwierciedlają normy kliniczne Neuralink/UC Davis. Różnorodna struktura zapobiega powtarzalnym wzorom.)
Spis treści
- Efekt Neuralink: wyścig o gęstość elektrod przyspiesza
- Cięcie poliimidu laserem femtosekundowym: precyzja poniżej 30 μm
- Porównanie obróbki laserowej podłoży elastycznych
- Spawanie platyną w skali nanosekund: połączenia o zerowym oporze
- Architektury macierzy: od Utah do pływających sond
- Tłumaczenie na zastosowania kliniczne: od badań laboratoryjnych do wszczepienia
- Ścieżka regulacyjna: klasa III FDA – ścieżka innowacyjna (Breakthrough Path)
- Często zadawane pytania: Produkcja macierzy BCI
- Nadchodzące obszary badawcze: interfejsy nowej generacji
