キーワード: 電源バッテリーのレーザー溶接、バッテリーソリューション溶接システム、バスバー溶接、セルタブ溶接、自動化レーザー溶接
はじめに:EVバッテリー性能における溶接の重要な役割
新エネルギー車(NEV)市場の急成長により、バッテリー製造メーカーは高性能・高安全性・低コストの電源パックを提供するという大きなプレッシャーに直面しています。すべてのバッテリーパックの核となるのは溶接工程であり、個々のセルをモジュールへ、さらにモジュールを最終的なパックへと接続するプロセスです。これらの溶接部の品質は、バッテリーの内部抵抗、熱管理、および全体的な寿命を直接左右します。本稿では、現代のEV製造に不可欠な先進的 駆動用バッテリーのレーザー溶接 技術および工程最適化について詳細に解説します。
1. バッテリー溶接の課題:異種材料および高反射率
バッテリー溶接には、従来の溶接手法では対応できない特有の課題が存在します:
-
異種材料: セルタブとバーバーの接続には、しばしば銅とアルミニウムの溶接、あるいは同一材料であっても異なる厚さ同士の溶接が含まれます。これは、溶融プールおよび熱入力に対する精密な制御を必要とします。
-
高い反射力 特に銅は、一般的な1064nmファイバーレーザー波長に対して非常に高い反射率を示すため、溶接が不安定になり、スパッタが発生し、貫通深さが不均一になることがあります。
-
気密密封: プリズム型および円筒型セルにおいて、最終的な密封溶接は電解液の漏れや湿気の侵入を防ぐため、気密(空気tight)でなければならず、そうでないと重大な故障を引き起こす可能性があります。
2. 主な応用分野および必要な技術
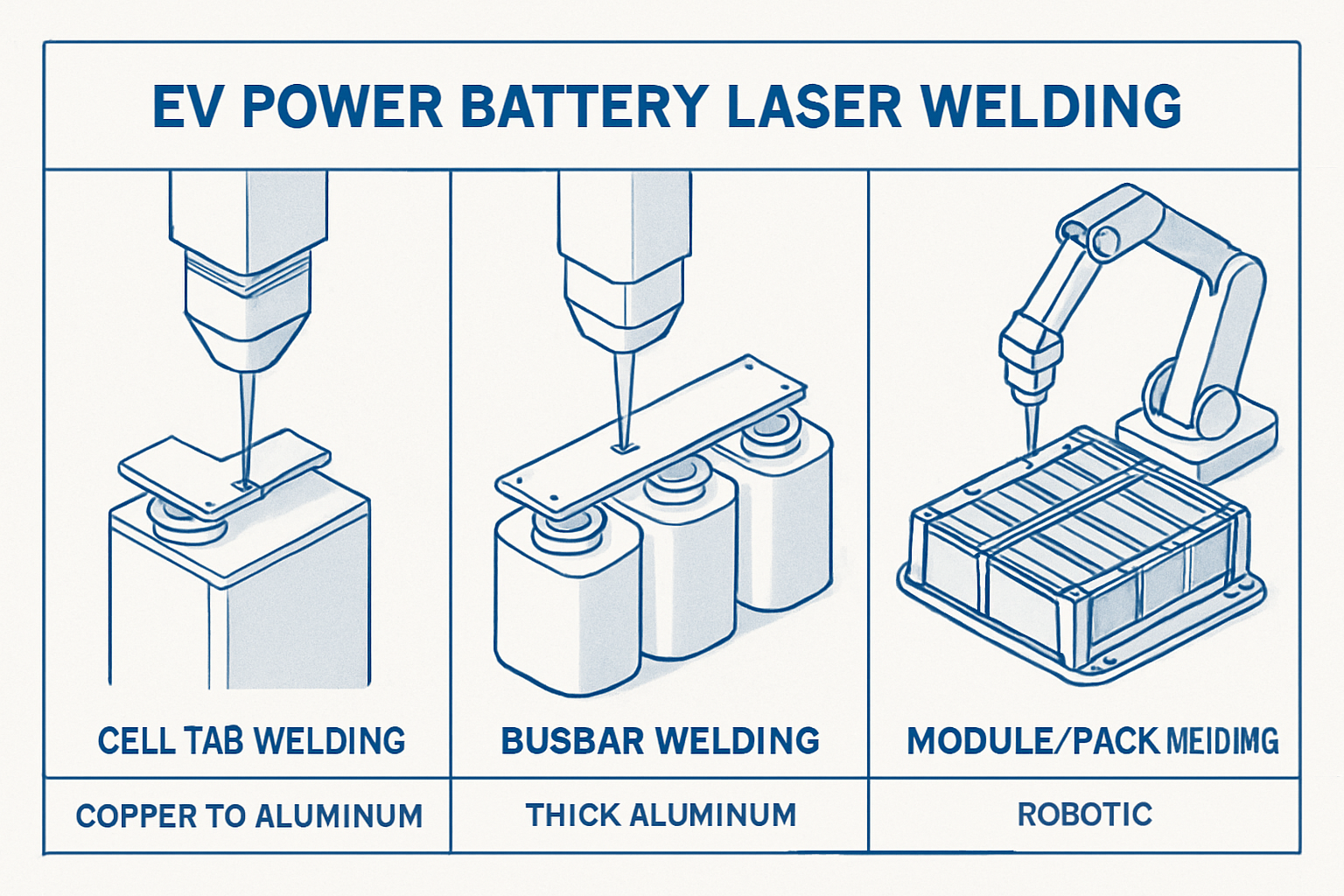
バッテリー溶接プロセスは、それぞれ専門的なアプローチを要する3つの重要な段階に分けられます:
A. セルタブ溶接(セル間またはセル対バーバー)
これは最初かつ最も重要な接続です。溶接部は小型かつ高精度で、内部抵抗を最小限に抑える必要があります。
-
技術: 高速車 ファイバーレーザー溶接 (例:当社の PowerWeld-Cell システム)が使用されます。高度な技術として ワブル溶接 (レーザー光束の振動)を用いて、より広く安定した溶融プールを形成する。これは、銅などの高反射率材料を溶接する際に極めて重要である。
-
最適化: プロセス最適化は、スパッタの発生を最小限に抑えることに重点を置いている。スパッタはセル内部を汚染し、短絡を引き起こす可能性がある。
B.バスバー溶接(モジュール組立)
バスバーは、複数のセルを直列または並列に接続してモジュールを構成する。これらの溶接部は通常肉厚であり、より高い出力が必要となる。
-
技術: 高出力 自動レーザー溶接 システム(例: PowerWeldシステム )とビジョンシステムを統合したものが必要である。また、 ビーム整形 光学系を用いることが、特に厚肉のアルミニウムや銅製バスバーを溶接する際、溶接継手全体にエネルギーを均一に分配する上で鍵となる。
-
最適化: 主な目的は、気孔を最小限に抑えつつ、深くかつ均一な貫通を達成し、電気抵抗を可能な限り低くすることである。
C.モジュールおよびPACK溶接(最終組立)
最終段階では、モジュール構造体とバッテリーパックの外装ケースを溶接します。構造的強度および熱管理を確保するため、通常は厚手のアルミニウム合金が使用されます。
-
技術: ロボットレーザー溶接システム (例: AutoWeld-Robot )大型かつ複雑なパック形状に対応するための柔軟性と到達範囲を提供します。高出力レーザー(4kW~8kW)が深部溶接に用いられます。
-
最適化: 内部部品を外部環境から保護するために、構造強度および気密性の確保が重視されます。
3. 品質および生産性向上のための先進技術
ギガファクトリーの要求を満たすため、現代の バッテリーウェルディングシステム には、以下のいくつかの先進機能が組み込まれています:
-
ワブル溶接(振動溶接): レーザー光束を高速で振動させることにより、銅およびアルミニウムの高い反射率への対応、組立ギャップの橋渡し、および飛散物(スパッタ)の低減が可能となり、より頑健で均一性の高い溶接を実現します。
-
リアルタイムモニタリング 統合センサー(例:溶融プール深さセンサー、サーマルカメラなど)により、溶接プロセスをリアルタイムで監視します。これにより、システムは偏差を即座に検出し、即時に補正することが可能となり、すべての溶接部が品質基準を満たすことを保証するとともに、品質管理およびトレーサビリティに不可欠なデータを提供します。
-
ビジョンシステムの統合: 高解像度カメラを用いて、溶接前の継手位置合わせおよび溶接後の品質検査を実施し、気孔、亀裂、溶け込み不足などの欠陥を自動的に識別します。
4. 適切な機器の選定:主要パラメーター
選定時に考慮すべき点は バッテリー溶接システム によると、以下の要素を検討してください:
| パラメータ |
重要性 |
なぜ 重要 な の か |
| レーザー出力 (kW) |
危ない |
最大溶接板厚および溶接速度を決定します。バスバーおよびPACK溶接には、より高い出力が必要です。 |
| ビーム品質($M^2$) |
高い |
焦点スポット径およびパワー密度に影響を与えます。ビーム品質が優れているほど、より深くかつ狭い溶接が可能となり、これはバッテリー接続に最適です。 |
| 自動化レベル |
危ない |
EV生産に必要な高スループット(分間部品数)を達成するためには、システムを完全自動化(例:ロボット連携)する必要があります。 |
| モニタリング機能 |
危ない |
バッテリー製造における溶接品質をリアルタイムで監視する能力は、安全性およびトレーサビリティの確保において不可欠です。 |
結論:未来は自動化と高精度が鍵となる
EV電池製造の未来は、その精度と速度と密接に結びついています。 自動レーザー溶接 「ウオブル溶接」などの先進的溶接技術を採用し、リアルタイム品質管理を統合することで、メーカーは異種材料や高反射率という課題を克服し、安全で高性能・長寿命の電源用バッテリーの生産を実現できます。
図2:EV用電源バッテリーのレーザー溶接における3つの重要な工程