




ステップ1:ご用途に応じたレーザー出力要件のマッピング
出力クラス(1–50W、50–500W、500W以上)と、エンボス加工、切断、溶接、積層造形(アディティブ・マニュファクチャリング)への適用性
1~50ワットの低出力レーザーは、木材、アクリル、薄板金属などの材料への精密なエングレービング作業に最も適しています。このようなシステムは、繊細な部品を歪ませる原因となる熱損傷を回避するため、ジュエリーへの刻印やプリント基板(PCB)のエッチング作業などに理想的です。出力を中程度の50~500ワットに高めると、約10mm厚の金属の切断や、自動車製造で使用される各種部品の溶接が可能になります。こうしたシステムは、異なる製品を混在して生産する際の、速度と精度の両方をバランスよく満たすことができます。重機・重工業用途では、500ワットを超える高出力レーザーを用いることで、25mm以上の厚さの鋼板を切断したり、産業用3Dプリンティング作業をサポートしたりできます。これらの工程において安定したエネルギー供給を維持することで、積層間の適切な結合が確保され、高密度の完成品が得られます。レーザー出力と生産性の関係は非常に明確です。例えば、アクリルのエングレービングといった単純な作業では約10ワットで十分ですが、5mm厚のステンレス鋼をきれいな断面で切断するには、通常少なくとも500ワットの出力が必要です。
レーザーの種類(ファイバーレーザー、CO₂レーザー、UVレーザー、ウルトラファストレーザー)が、各出力レベルにおいて熱管理、加工速度、および材料適合性に与える影響
50~1,000ワット帯における金属加工において、ファイバーレーザーは実質的に主流となりつつあります。これは、従来のCO₂レーザーと比較して、金属に対する光吸収率が約30%向上するためです。この差は、チラーの負荷低減および電気→光変換効率の向上という点で大きな意味を持ちます。一方、CO₂レーザーは、50~400ワット帯において木材、革、MDFなどの材料に対して依然として最適な性能を発揮しますが、運転中に生じる10~15%程度の熱損失を処理するために、アクティブ冷却システムを必要とします。半導体や特定のプラスチックなど熱に敏感な材料には、1~30ワット帯のUVレーザーが適用され、ナノ秒単位の短パルスによる「コールドアブレーション(冷加工)」が可能となります。これは、ほとんど熱を発生させずに切断・加工できる技術です。さらに、フェムト秒またはピコ秒パルスを用いる1~50ワット帯のウルトラファストレーザーも存在します。これらのレーザーは、熱が周囲に伝わる前に材料を直接蒸発させるため、医療機器向けの微小部品加工においてマイクロメートルレベルの極めて高い精度を実現できます。異なる材料の反応特性は、波長特性に大きく依存します。たとえばポリマーは、赤外波長と比較してUV光を約5倍の速さで吸収します。興味深いことに、銅はCO₂レーザー光の約95%を反射しますが、ファイバーレーザーのエネルギーは約80%を吸収します。このため、高導電性金属の加工ではファイバーレーザー技術が事実上の標準選択肢となっています。
ステップ2:用途および許容差クラスに基づいて精度要件を定義する
位置精度、再現性、分解能という3つの精度要素を解決する——マイクロマシニング、スキャン、3Dプリンティングにおける実世界のベンチマークを用いて
レーザー装置における精度は、以下の3つの相互依存する指標にかかっています: 位置 正確性 (指令位置からの偏差) 繰り返し性 (複数回の繰り返し動作における一貫性) 解像度 (システムが実行可能な最小単位の移動量)です。これらの指標をアプリケーション要件に適合させることで、過剰仕様によるコスト増加や機能不全を防ぐことができます。
- 医療用インプラントのマイクロマシニングでは、ISO 2768-f 許容差(±5 µm の精度)およびサブミクロン級の分解能が求められ、マイクロ流体チャンネルやステントの微細構造を加工します。
- 品質管理のための自動車部品向け3Dスキャンでは、生産ロット間で表面の変形量測定結果が一貫して得られるよう、絶対精度よりも再現性(±2 µm)が重視されます。
- 産業用金属3Dプリンティングは、20–50 µmの層厚分解能を実現しつつ±15 µmの位置精度を維持することで、航空宇宙級の部品を製造します——機能的な適合性および機械的性能を十分に満たす精度です。
| 用途 | 位置 正確性 | 繰り返し性 | 解像度 | 公差クラス |
|---|---|---|---|---|
| 微機械加工 | ±5 µm | ±1.5 µm | ₣1 µm | ISO 2768-f(細め) |
| スキャン | ±10 µm | ±2 µm | 5 µm | ISO 2768-m(中程度) |
| 3D印刷 | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c(粗) |
精度レベルの不整合は、回避可能なコスト増加やリスクを招きます。たとえば、高解像度アートプロトタイピングには粗い公差で十分ですが、半導体リソグラフィーでは微細クラスのアライメントと100 nm未満のビーム安定性が求められます。本レーザー装置選定の意思決定フレームワークを用いて、ご要件に応じた公差閾値を選択し、能力を「願望」ではなく「実際のニーズ」と整合させてください。
ステップ3:初期費用を超えた予算評価 — TCOおよびROIの整合性
所有総コスト(TCO)の内訳:スキャナーおよび加工用レーザー・プラットフォームにおける消耗品、保守、校正、トレーニング、ダウンタイム
レーザー機器の予算を検討する際には、請求書に記載される金額だけではなく、「総所有コスト(TCO)」を考慮することが重要です。消耗品も大きな影響を与えます。具体的には、保護レンズ、集光光学系、各種アシストガス、およびビーム伝送部品などです。これらの消耗品だけで、年間費用の約15~20%を占めます。さらに、保守契約は通常、当初の機器購入価格を基準として年間でさらに7~10%の費用が上乗せされます。見落とされがちな点は何でしょうか?定期的な校正が行われていない場合、システムの精度は四半期ごとに約12%低下します。また、現実を直視しましょう——予期せぬ故障は、最も大きな予算外支出の原因となります。加工用レーザーは、スキャン方式のシステムと比較して、修理に時間がかかり、許容誤差が極めて狭いため、生産性の損失が18%大きくなります。トレーニングも重要です。業界が昨年公表したデータによると、十分な教育を受けていないオペレーターは、日常業務において約30%多いミスを発生させます。
ROI主導のしきい値:より高い出力やより厳しい公差への投資が、測定可能な投資回収をもたらす場合(例:自動車業界の品質保証 vs. ラピッドプロトタイピング)
企業が資金を投資する際には、測定可能な実際の成果を確認する必要があります。自動車の品質管理を例に挙げましょう。メーカーが位置公差を約0.01mmまで厳密に設定すると、通常、誤検出(偽陽性)および現地で発生する不良品が約40%削減されます。このような高精度化は、保証コストの削減やミス修正に要する工数の低減によって、投資額の約2倍のリターンを18か月以内に実現します。ラピッドプロトタイピング専門の工房では、設備のアップグレードによる投資回収がさらに迅速です。500W以上のファイバーレーザーへ切り替えることで、金属部品の製造時間をほぼ半分に短縮できます。大多数の工房では、製品の検証が迅速化し市場投入が早まることから、投資費用を1年未満で回収しています。ただし、損益分岐点(ブレイクイーブンポイント)を検討する際には、計算が複雑になります。ほとんどの機械組立品において、0.05mm以下の公差を追求しても、実質的なメリットはほとんど得られません。また、非金属用途では、1kWを超えるレーザーへの投資はほとんど意味がありません。実際のデータによると、総コストと投資対効果(ROI)を継続的に追跡・管理することで、さまざまな業界のメーカーが資本支出を約35%削減できています。
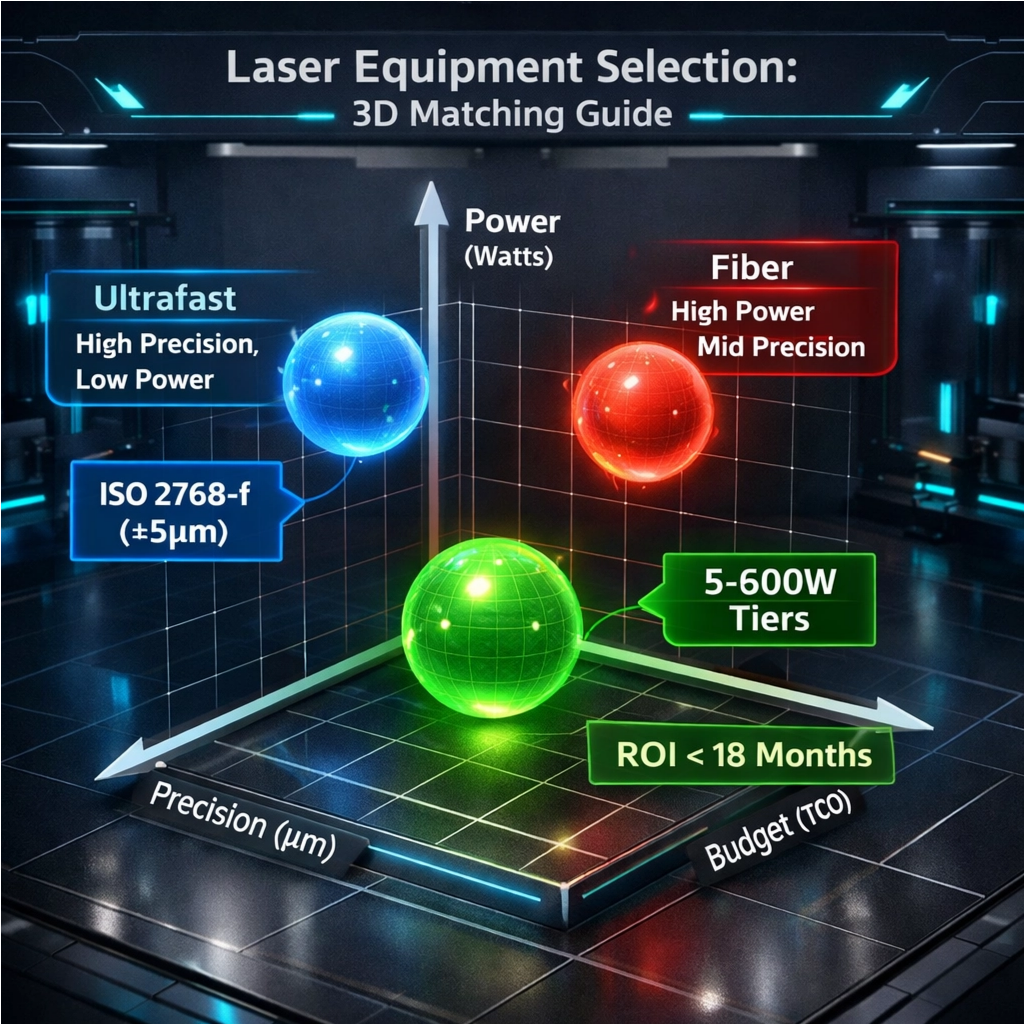
レーザー機器選定の決定木:出力、精度、予算の統合
適切なレーザー機器を選定するには、単に仕様書に記載された数値を確認するだけでなく、すべての要素が実際にはどのように連携・動作するかを考慮する必要があります。優れた選定アプローチでは、作業に必要な出力レベル、切断精度の要求水準、および利用可能な予算内に収まるかどうかという3つの観点を総合的に検討します。当社が開発したこの決定木は、これまでの議論で明らかになったこれらの重要なポイントを体系的に統合しています。これにより、技術的機能が日々の業務要件と明確に一致し、コスト過剰を招かずに実現可能な道筋を提示することが可能になります。技術仕様が現実の要件と金銭的制約の両方に適合するときこそ、企業は投資から最大の価値を得ることができるのです。
機器の電力需要は、50ワット未満の小型プロセッサから、切断作業に数キロワットを扱える大型機械まで、幅広い範囲に及びます。これらの電力仕様は、加工可能な材料の種類および所定の時間内に実行できる作業量を基本的に決定します。高精度加工においては、正確性、連続した加工間での一貫性、細部の解像度といった要素が極めて重要になります。これは、マイクロメートル単位での製造が求められる医療機器や複雑な電子部品などの用途において特に重要です。コストを検討する際には、新品購入時の価格だけではなく、総所有コスト(TCO)も考慮する必要があります。すなわち、交換部品費、保守頻度、電気料金、生産停止による損失、さらには機械を適切に操作するために必要なオペレーターの技能レベルなど、継続的な費用も含めて評価しなければなりません。
このフレームワークの価値は、最適な妥協点を導き出す手助けになる点にあります。例えば、量産時に単価を下げられるのであれば、出力を高めることを優先する選択が合理的な場合があります。航空宇宙産業では極めて高精度な作業が求められるため、全体的なコストが高くなるとしても、特別な光学機器への投資を惜しみません。一方、プロトタイプを迅速に製造する際には、必ずしも最高出力やマイクロメートルの小数点以下まで達する正確さが最も重要とは限りません。むしろ、柔軟性と初期コストの低減が重視される傾向にあります。企業が自社のプロジェクトに実際に必要な要素を踏まえて、こうした多様な要因を総合的に検討し、その選択を実際の財務的リターンに結びつけることで、全体のプロセスがはるかに明確になります。複雑な機器オプションに圧倒されるのではなく、実用性と収益性の両方をバランスよく考慮した、体系的なアプローチに従うことができるのです。
よくある質問セクション
-
産業用途で主に使用されるレーザーの種類は何ですか?
ファイバーレーザー、CO₂レーザー、UVレーザー、およびウルトラファストレーザーが主な種類であり、それぞれの熱管理特性および材料適合性に基づき、特定の材料や用途に最適化されています。 -
レーザー出力レベルは製造プロセスにどのような影響を与えますか?
出力レベルは、効率的に加工可能な材料の種類、切断可能な板厚、およびエングレービング、溶接、3Dプリンティングなどのプロセスにおける精度に影響を与えます。 -
初期設備費用以外に企業が考慮すべき要因は何ですか?
包括的な予算評価を行うためには、消耗品費、保守費、ダウンタイム、および従業員教育費を含む「総所有コスト(TCO)」を考慮する必要があります。 -
レーザー応用において精度が重要な理由は何ですか?
精度は、医療用インプラントのマイクロマシニングや自動車の品質管理など、正確性、再現性、および解像度が極めて重要な応用分野において不可欠です。 -
レーザー装置を選定する際にROI(投資収益率)を評価するにはどうすればよいですか?
ROIは、生産時間の短縮、不良率の低下、およびアプリケーションの精度と電力要件に合致するコスト削減を通じて測定できます。