




心臓用インプラントにおけるチタンの重要な役割
ペースメーカーおよび植込み型心室除細動器(ICD)は毎日多くの命を救っていますが、その成功は、しばしば見過ごされがちな1つの部品—— チタン製ハウジング ——にかかっています。この薄肉構造の外装は、感度の高い電子回路を気密状態で封止するとともに、マッチ箱より小さな空間内で、数十年にわたる屈曲、温度変化、そして腐食性の体内液体に耐えなければなりません。
製造上の課題とは?応力導入を伴わずに精密な形状を切断することです。 残留応力、微小亀裂、または表面汚染 これらは溶接性や長期的な信頼性を損なう可能性があります。フライス加工や放電加工(EDM)などの機械的加工法では、しばしばこの課題に対応できず、熱影響部が疲労下で破損しやすい状態のまま残ってしまいます。
光耀レーザー社のPrecisionLase MediCutチューブシステム および互換性のある医療用ワークステーションは、この課題に直接対応しており、制御された超短パルスレーザーアブレーションを用いてチタン製チューブおよびシートに清浄で応力が最小限に抑えられた切断面を形成します。これは、世界中の心臓関連医療機器OEMメーカーが求める厳しい要件に最適化されています。
チタンのグレード選定と機械加工の現実
医療用インプラントには通常、 純チタン(グレード1~4) または Ti-6Al-4V (Grade 5) が使用されます。グレード2はハウジング用途において延性と強度のバランスが最も優れており、一方グレード5は小型デバイス向けに高い剛性を提供します。いずれも生体適合性を確保するための自然な酸化被膜を形成しますが、その低い熱伝導率(約22 W/m・K)により、切断時の熱管理が極めて重要となります。
チタン加工における一般的な落とし穴には以下のようなものがあります:
- 局所的な過熱 α相の形成(脆化)を引き起こす。
- 酸化による変色 溶接外観および気密性に影響を与える。
- エッジバリ レーザー溶接または拡散接合を妨げる。
超高速レーザーは、熱が拡散する前に材料を蒸発させるほど短いパルスでエネルギーを供給することで、これらの課題を回避します。これにより、 熱影響部 (HAZ) 熱影響部の幅をわずか数マイクロメートルに抑え、合金の微細構造および機械的特性を維持します。光耀レーザー社のシステムでは、調整可能なパルスパラメーターおよび不活性ガスシールドによってこの制御を精密に行います。
チタン製ハウジング向け最適カットパラメーター
以下は、既存の医療用レーザー加工ガイドラインに基づいた、チタン製ハウジングのカットに関する実用的な参照情報です:
|
パラメータ |
標準範囲 |
エンジニアリングへの影響 |
|
レーザー波長 |
1064 nm(ファイバーレーザー)または1030 nm(Yb) |
Tiの吸収ピークに一致 |
|
パルス幅 |
10–30ピコ秒 |
熱的影響を最小限に抑える |
|
ピーク出力密度 |
1–3 GW/cm² |
溶融を伴わないクリーンなアブレーションを実現 |
|
繰り返しの割合 |
200–600 kHz |
処理速度とエッジ品質のバランスを制御 |
|
スポットサイズ |
15–25 µm |
スロットの精度およびコーナー半径を定義 |
|
アシストガス圧力 |
2–5 bar(アルゴン/窒素) |
プラズマシールドおよび酸化を防止 |
|
エッジ熱影響部(HAZ)の発生 |
<5 µm |
再加工なしでの直接溶接を可能にする |
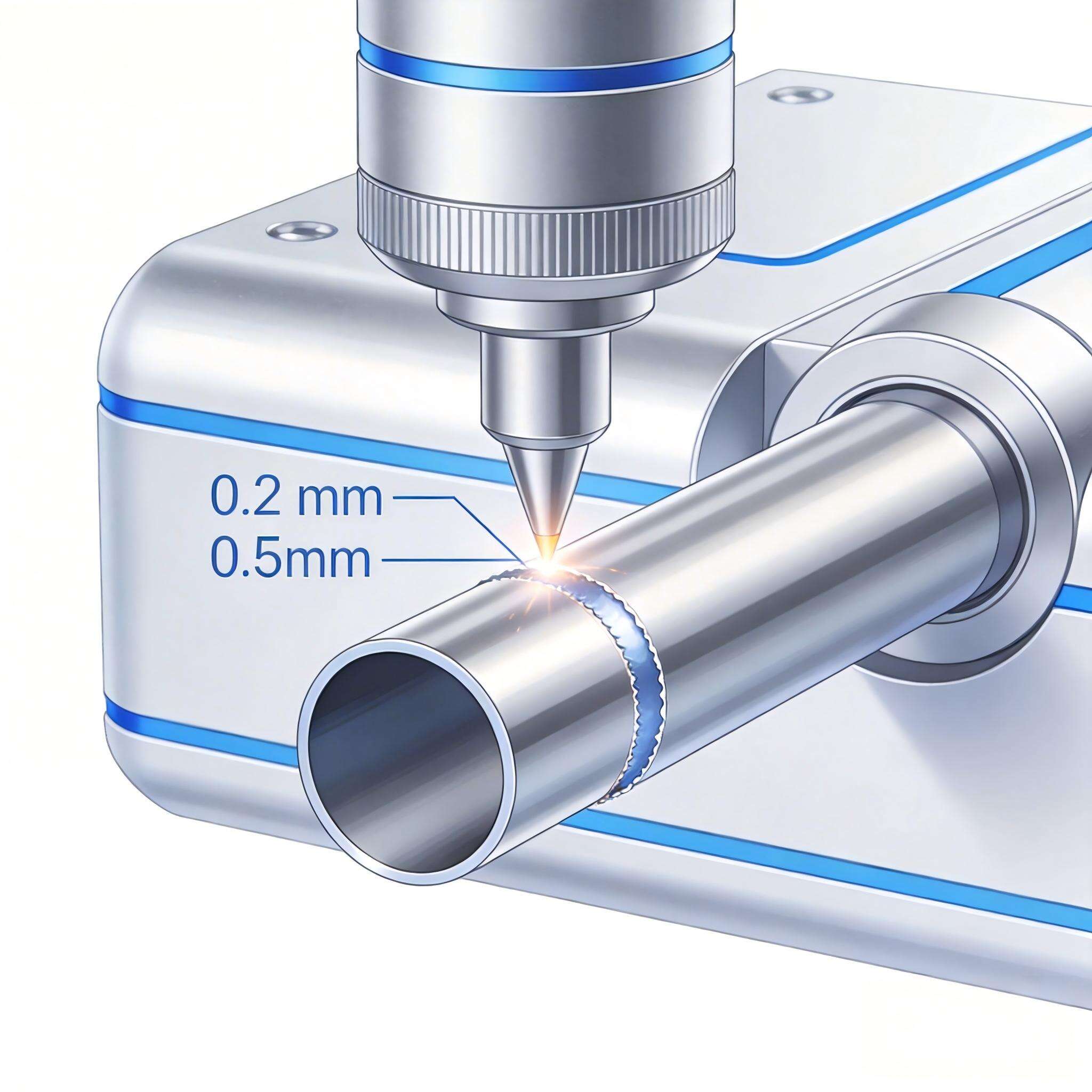
これらの設定により、スリット幅は20–40 µm、表面粗さ(Ra)は約0.3 µmとなり、多大な後処理を必要とせず密封に適した状態になります。広耀(GuangYao)レーザー作業ステーションではリアルタイム調整が可能であるため、エンジニアは壁厚(通常0.2–0.5 mm)や輪郭の複雑さに応じてパラメータを微調整できます。
応力制御:切断から溶接準備完了まで
残留応力はチタン製インプラントにおける「静かな殺し屋」です。切断エッジ付近に生じたわずかな引張応力でも、蓋溶接時に亀裂を進行させたり、生体内で疲労を加速させたりする可能性があります。レーザー切断は以下の方法でこの問題を軽減します。
- コールドアブレーション :溶融プールを生じさせないほど短いパルス持続時間。
- スキャン戦略 :エネルギー分布を均一化するため、20–30%の重ね率で複数回スキャンを行う。
- スキャン後の冷却 :不活性ガス流によって熱勾配が防止される。
検証には通常、 X線回折(XRD) 応力マッピングやマイクロラマン分光法のための試料切断が含まれる。広州(グアンヤオ)社製システムによる切断試料では、機械的切断法に見られる引張応力ではなく、疲労抵抗性を高めるのに有効な圧縮表面応力が典型的に観察される。
ライン内モニタリングはさらに別の層を追加する:ビジョンシステムがエッジの直線性(±3 µmの許容差)を確認し、音響発射センサーが部分的な貫通などの異常を検知する。この閉ループ方式により、すべてのパケージ(ハウジング)ロットの一貫性が保たれる。
耐久性試験:植込み寿命のシミュレーション
ペースメーカー用ハウジングは、 10から15年 植込み後の期間(数十億回の心臓周期に相当)に耐えなければならない。加速試験プロトコルには以下が含まれる:
- 脈動荷重下での疲労試験 : 10 7-105~20%のひずみで8サイクル。
- 熱サイクル :-40°C~+85°C、1000回以上
- 腐食環境への露出 :pH 7.4の模擬体液中で6か月以上
- ヘリウム漏れ率 :MIL-STD-202に準拠し、<10^-9 atm・cc/s
最適化されたプロセスによるレーザー切断チタン材は、この分野で優れた性能を発揮します。エッジは亀裂の発生を伴わずその整合性を維持し、不活性酸化被膜も安定した状態を保ちます。広耀(グアンヤオ)レーザー社のアプリケーションサポートでは、通常、これらの試験に関する技術的助言も含まれており、顧客が切断品質と試験結果との相関を把握し、規制当局への提出書類(ドッサール)作成を支援しています。
ケーススタディ:心臓用医療機器製造規模の拡大
ある中堅OEMメーカーが、ICD(植込み型除細動器)筐体の加工を放電加工(EDM)からレーザー加工へ移行する事例を考えてみましょう。初期の機械加工では、エッジに15~20 µmの歪みが確認され、その結果、8%の製品で溶接部に空隙(ボイド)が生じました。広耀(グアンヤオ)レーザー社のワークステーションを導入後、以下の改善が実現しました。
- 50 mm長さにおけるエッジの直進性が、5 µm未満へと向上しました。
- 溶接不良率が1%未満に低下しました。
- 筐体1個あたりの工程時間(サイクルタイム)が、8分から4分へと短縮されました。
鍵となるのは、彼らの特定のグレード2チューブ(壁厚0.3 mm)に対するパラメータマッピングでした。現在は複数シフトで稼働しており、週あたり2,000台以上の製品を処理しています——切断データから完成品のシリアル番号付与に至るまでの完全なトレーサビリティを確保しています。
溶接統合および気密密封
レーザー切断されたエッジは、 レーザー溶接 蓋の取り付けに自然に適合します。清浄で熱影響部(HAZ)が最小限の形状により、均一な溶融プールと空隙のない継ぎ目が実現されます。一般的なセットアップでは、輪郭追従にガルボスキャナーを、深部貫通にはファイバーデリバリーを使用します。
表面処理は極めて簡素です:純水による超音波洗浄の後、イソプロピルアルコール(IPA)で拭き取ります。腐食防止のため、酸化被膜を保持するために積極的なエッチングは一切不要です。この合理化された工程は、ISO 13485認証済みのラインにおけるリーン製造を支援します。
生産経済性およびクリーンルーム適合性
品質向上に加え、レーザー切断は実用的なメリットももたらします:
- 工具の摩耗がなく — フライス加工とは異なり、「工具寿命」が理論上無限です。
- ドライプロセス — 切削油やスワーフの取扱いが一切不要です。
- コンパクトなフットプリント — クラス7/8のクリーンルームに容易に設置可能です。
光耀(グアンヤオ)レーザー社のモジュラー型ワークステーションは、排気装置、インターロック、データ記録機能を標準搭載しており、バリデーション作業を簡素化します。高生産量の心臓関連医療機器メーカー(月産5,000~20,000台)の場合、減価償却を含めた部品単価は、1個あたり2ドル未満で安定します。
よく 聞かれる 質問
Q:チタン製ハウジングの加工において、レーザー切断とウォータージェット切断はどのように比較されますか?
ウォータージェットは熱影響を避けられますが、カット面にテーパーが生じ、その後のバリ取り作業が非常に手間がかかります。一方、レーザー切断はより直線的なエッジを実現し、溶接準備性も向上しますが、正確な加工パラメーター制御が求められます。
Q:PrecisionLaseシステムは、異なるグレードのチタン材を混在して加工できますか?
はい。グレード1~5およびカスタム合金に対応しています。パルスエネルギーは、材料の硬度および反射率に応じて自動調整されるため、各種材料において一貫した加工品質を確保できます。
Q:切断後の仕上げ処理として通常必要な工程は何ですか?
通常は、単に洗浄および検査のみで十分です。外観上ミラー仕上げが求められる場合は電解研磨を行いますが、溶接可能なエッジ状態は標準仕様です。
Q:規制当局への提出用に切断品質を如何にバリデーションしますか?
SEM/FIBによる断面観察、XRDによる応力測定、ASTM F2096に準拠した漏れ試験。広耀(グアンヤオ)は、お客様のIQ/OQ/PQプロトコルを支援するための工程データを提供します。
心臓関連製品製造の将来への備え
デバイスがリードレスペースメーカーおよび生体吸収性ハイブリッドへと小型化するにつれ、公差は10 µm未満へと厳しくなります。AIによるパス最適化機能および多波長光源を備えたアダプティブレーザーシステムが、この変革を牽引します。
広耀(グアンヤオ)レーザー社のPrecisionLaseプラットフォーム メーカーを業界の最先端に位置づけます:プロトタイプから量産までスケール可能な、応力のないチタン加工により、すべての心拍モニターは信頼できる精度から始まります。
