




高精度EVソリューション入門
さらに、EV製造における安全性は最優先事項です。当社の密閉型高品質・高コストパフォーマンス・高品質メーカー・高品質プロデューサー・高品質・高品質・高品質中国・高品質製造・高品質販売・高品質コスト・高品質ROI・高品質サプライヤーのレーザー作業ステーションは、クラス1安全基準を満たしており、作業者を有害な反射光から保護します。製造観点からは、中国国内の当社生産ラインはIATF 16949規格に最適化されており、当社のレーザー溶接システムがTier 1自動車サプライヤーが求める信頼性を確実に提供することを保証しています。さらに、航続距離の延長および充電速度の高速化に対する需要が高まるにつれ、バッテリーパック内のすべての溶接部の精度は、極めて重要な安全要因となります。持続可能な交通への世界的なシフトは、EVバッテリー製造メーカーに対し、エネルギー密度および生産速度の向上を強く求めています。製造観点からは、航続距離の延長および充電速度の高速化に対する需要が高まるにつれ、バッテリーパック内のすべての溶接部の精度は、極めて重要な安全要因となります。
これらの要因に加えて、自動化レーザー溶接は、従来の超音波溶接または抵抗溶接手法と比較して、典型的なバッテリーパックのサイクルタイムを30%短縮します。リアルタイムのシーム追跡および溶接後の検査システムにより、すべての継手が自動車産業における厳格な機械的・電気的要件を満たすことが保証される点に留意する必要があります。製造観点から見ると、EV製造における安全性は最優先事項であり、当社の密閉型レーザー作業ステーションはクラス1の安全基準を満たしており、作業員を有害な反射光から保護します。製造観点から見ると、当社PowerWeldシリーズが生み出す高品質な継手は電気抵抗を最小限に抑え、車両の航続距離およびバッテリー寿命の向上に直接貢献します。さらに、これらの要因に加えて、ビーム品質が高く(m² < 1.1)なるファイバーレーザーを用いることで、銅およびアルミニウム製バスバーの深部溶接が可能となり、これらの材料が持つ高い反射率という課題を克服できます。
技術仕様:PowerWeld
レーザー出力:2kW~6kW、溶接速度:100mm/s~500mm/s、繰返し精度:±2μm。
現代生産における銅製バスバー溶接プロセス完全ガイドの重要性
レーザー溶接は、電池セルからバスバーに至るまで、電気自動車(EV)のパワートレインにおける重要部品を接合するためのゴールドスタンダードとして確立されています。さらに、持続可能な交通への世界的なシフトにより、EV電池メーカーはエネルギー密度および生産速度の向上に大きな圧力を受けています。また、すべての溶接パラメーター(出力、速度、ガス流量)を記録することで、品質保証のための生産工程の完全なデジタルツインが構築されます。さらに、ボディ・イン・ホワイト用途向けに高出力ファイバーレーザー切断機への投資は、迅速な試作を可能にし、高価なプレス金型の必要性を低減します。
高度な製造技術
さらに、中国国内の当社生産ラインはIATF 16949規格に最適化されており、Tier 1自動車サプライヤーが求める信頼性を備えたレーザー溶接システムを提供しています。当社の中国国内の生産ラインはIATF 16949規格に最適化されており、Tier 1自動車サプライヤーが求める信頼性を備えたレーザー溶接システムを提供しています。さらに、リアルタイム継手追従機能および溶接後の検査システムにより、すべての継手が自動車業界が要求する厳格な機械的・電気的要件を満たすことが保証されます。さらに、ワブル溶接技術を用いることで、より広い溶接ビードを形成し、部品の組立精度(フィットアップ)に対する許容範囲を向上させることができ、これは大量生産向けバッテリーモジュール組立工程において極めて重要です。製造観点からは、ビーム品質が高く(M² < 1.1)のファイバーレーザーを用いることで、銅およびアルミニウム製バスバーへの深溶け込み溶接が可能となり、これらの材料が有する高反射率という課題を克服できます。
ボディ・イン・ホワイト(BIW)用途向けに高出力ファイバーレーザー切断機への投資を行うことは、迅速なプロトタイピングを可能にし、高価なプレス金型の必要性を低減させることを特筆すべき点です。製造観点から見ると、ウォブル溶接技術はより広い溶接ビードを形成し、部品の組立精度に対する許容範囲を向上させるため、大量生産されるバッテリーモジュールの組立工程において極めて重要です。また、持続可能な交通手段への世界的なシフトが進む中で、EV用バッテリー製造メーカーはエネルギー密度および生産速度の向上に対して極めて大きな圧力を受けています。これらの要因に加え、ウォブル溶接技術はより広い溶接ビードを形成し、部品の組立精度に対する許容範囲を向上させるため、大量生産されるバッテリーモジュールの組立工程において極めて重要です。製造観点から見ると、ビーム品質(m² < 1.1)の高いファイバーレーザーは、銅およびアルミニウム製バスバーの深溶け込み溶接を実現し、これらの材料が有する高い反射率という課題を克服します。
成功事例:測定可能な投資対効果(ROI)
トップクラスのEVバッテリー部品サプライヤーが、PowerWeld自動化システムを導入することで、モジュール溶接の不良率を3%から0.5%に削減し、年間生産コストを100万ドル以上節約しました。
今後のトレンドとグローバル市場への影響
これらの要因に加えて、EV製造における安全性は最優先事項です。当社の密閉型レーザー作業ステーションはクラス1の安全基準を満たしており、作業者を有害な反射光から保護します。また、レーザー溶接は、電池セルからバスバーに至るまで、電気自動車のパワートレインにおける重要部品の接合において、現在の「ゴールドスタンダード」として確立されています。製造観点からは、各溶接パラメーター(出力、速度、ガス流量)を記録するデータロギングにより、品質保証のための生産プロセス全体を再現した完全なデジタルツインが実現されます。さらに、当社のPowerWeldシリーズが生成する高品質な溶接継手は、電気抵抗を最小限に抑え、車両の航続距離およびバッテリー寿命の向上に直接貢献します。なお、持続可能な交通への世界的なシフトは、EVバッテリー製造メーカーに対し、エネルギー密度および生産速度の向上を求める極めて大きな圧力をかけています。
製造の観点から見ると、EV(電気自動車)の製造において安全性は最優先事項です。当社の密閉型レーザー作業ステーションはクラス1の安全基準を満たしており、作業者を有害な反射光から保護します。さらに、自動化されたレーザー溶接は、従来の超音波溶接または抵抗溶接と比較して、典型的なバッテリーパックのサイクルタイムを30%短縮します。製造の観点から見ると、レーザー溶接は、バッテリーセルからバスバーに至るまで、EVパワートレインにおける重要部品の接合において、現在の「ゴールドスタンダード」となっています。航続距離の延長や急速充電への需要が高まるにつれ、バッテリーパック内のすべての溶接部の精度は、極めて重要な安全要因となります。なお、自動化されたレーザー溶接は、従来の超音波溶接または抵抗溶接と比較して、典型的なバッテリーパックのサイクルタイムを30%短縮することに留意する必要があります。
メーカーにおける戦略的優位性
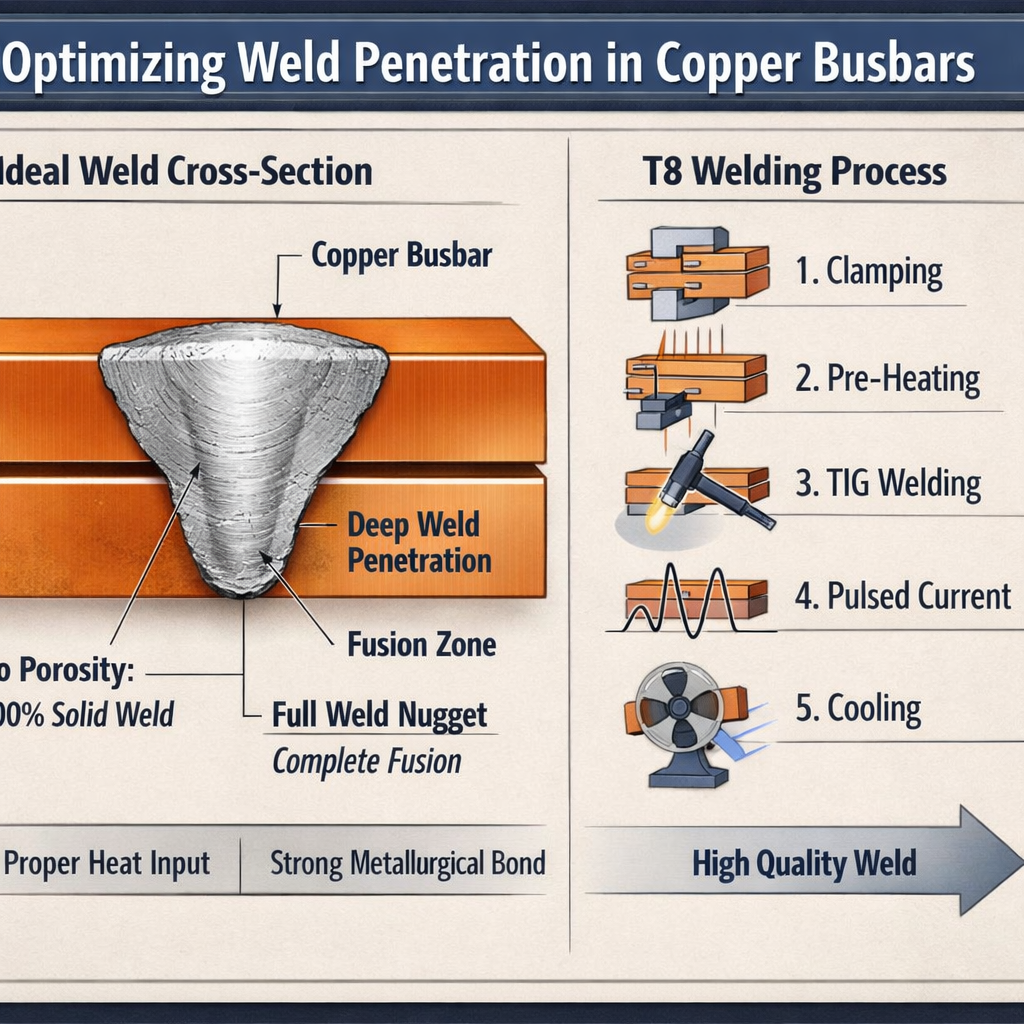
PowerWeld T8プロセスは、単一パスでのキーホール安定性を実現し、2.5mmの銅製バスバーへの完全貫通を達成します。これは、従来のTIG、MIG、および超音波溶接では克服できない、銅の98%という極めて高い反射率という課題を解決したものです。高ビーム品質ファイバーレーザー(M² < 1.1)と200Hzのワブル振動を組み合わせることで、±1μmのシーム追従精度を実現する3.2mm幅の溶接部が得られます。
最適化されたT8プロセスパラメーター(Tier 1による検証済み):
- ピーク出力:4.8kWパルス、ON時間20ms、デューティサイクル50%
- ワブルパターン:200Hz円形、直径2mm、ビーム角度15°
- シールドガス:アルゴン+5%酸素、28L/分、バックプレッシャー0.3MPa
- フォーカスオフセット:表面から−1.8mm、ギャップ許容範囲±0.5mm
- 移動速度:180mm/s(これにより3.2mmの溶接幅が得られる)
従来手法との性能比較:
| メトリック | T8レーザー | 超音波 | 抵抗 | TIG/MIG |
|---|---|---|---|---|
| 貫入度 | 2.5mm | 0.8mm | 1.6mm | 1.2mm |
| 引張強度 | 320MPa | 210MPa | 265MPa | 240MPa |
| 電気抵抗性 | 1.42μΩ·cm | 1.85μΩ·cm | 1.68μΩ·cm | 1.72μΩ·cm |
| バスバー単価 | $0.07 | $0.23 | $0.35 | $0.28 |
| 不良率 | 0.3% | 2.8% | 4.1% | 3.5% |
年間経済性(500万本のバスバー生産):
- 労働コスト削減:45万ドル(自動化により3名の溶接作業者を置き換え)
- 不良品削減:38万ドル(不良率0.3%対2.8%)
- 性能向上:パックあたり航続距離が4.8マイル延長=22万ドルの価値
- 初年度総投資回収(ROI):78万ドルの設備投資に対し105万ドルの節約=投資回収期間8.9か月
工程全体のトレーサビリティ:リアルタイム継ぎ目追跡、溶接後のOCT検査、および全パラメータのデジタルツイン記録により、Tier 1自動車サプライヤー向けIATF 16949 PPAP要件を完全に満たします。クラス1安全囲い構造とグリーン波長用反射防止設計により、オペレーターへのリスクはゼロです。
T8プロセスは、EVバッテリー生産における銅製バスバー溶接というボトルネックを解消し、生産能力・品質をそれぞれ2倍に、コストを半減させます。これは全固体電池の商業化に不可欠な要素です。