




Passo 1: mappa la tua applicazione sui requisiti di potenza laser
Fasce di potenza (1–50 W, 50–500 W, oltre 500 W) e loro idoneità per incisione, taglio, saldatura e produzione additiva
I laser con potenza bassa, compresa tra 1 e 50 watt, sono particolarmente indicati per operazioni di incisione dettagliata su materiali come legno, acrilico e superfici metalliche sottili. Questi sistemi aiutano a evitare danni termici che potrebbero deformare oggetti delicati, rendendoli la scelta ideale per applicazioni quali la marcatura di gioielli o la corrosione di schede a circuito stampato. Passando a fasce di potenza media, circa da 50 a 500 watt, è possibile tagliare metalli spessi fino a circa 10 mm e saldare vari componenti impiegati nella produzione automobilistica. Tali sistemi offrono un buon compromesso tra velocità e precisione, requisito fondamentale nella produzione di lotti misti di prodotti diversi. Per applicazioni ad alta intensità, i laser ad alta potenza, superiori a 500 watt, possono tagliare lastre d’acciaio spesse oltre 25 mm e supportare operazioni industriali di stampa 3D. Il mantenimento di livelli energetici costanti durante questi processi garantisce una corretta adesione tra gli strati e la realizzazione di componenti finiti densi. La relazione tra potenza del laser e produttività è piuttosto diretta: un’operazione semplice come l’incisione su acrilico richiede soltanto circa 10 watt, mentre ottenere bordi netti su acciaio inossidabile spesso 5 mm richiede tipicamente almeno 500 watt di potenza.
In che modo il tipo di laser (a fibra, CO₂, UV, ultraveloce) influisce sulla gestione termica, sulla velocità e sulla compatibilità con i materiali a ciascun livello di potenza
Quando si tratta di lavorazione dei metalli nella fascia di potenza compresa tra 50 e 1.000 watt, i laser a fibra stanno effettivamente prendendo il sopravvento, poiché garantiscono tassi di assorbimento nei metalli circa del 30% superiori rispetto ai tradizionali laser a CO₂. Ciò comporta una notevole differenza in termini di riduzione del carico termico sui gruppi frigoriferi e di miglioramento dei risultati nella conversione da energia elettrica a energia ottica. D’altro canto, i laser a CO₂ restano tuttora la soluzione migliore per materiali come legno, pelle o MDF nella loro fascia di potenza compresa tra 50 e 400 watt, anche se richiedono sistemi di raffreddamento attivo per gestire le perdite termiche del 10–15% che si verificano durante il funzionamento. Per materiali sensibili, quali semiconduttori e alcune plastiche, i laser UV nella fascia di potenza compresa tra 1 e 30 watt offrono un processo denominato ablazione fredda, ottenuta mediante impulsi nanosecondi brevi che tagliano praticamente senza generare calore. Esistono poi i laser ultra-rapidi, operanti intorno a 1–50 watt con impulsi femtosecondi o picosecondi: questi dispositivi sono in grado di raggiungere una precisione straordinaria, fino al livello del micron, nella realizzazione di componenti miniaturizzati per dispositivi medici, poiché vaporizzano il materiale prima che il calore abbia il tempo di diffondersi. La reazione dei diversi materiali dipende fortemente dalle caratteristiche della lunghezza d’onda. Prendiamo ad esempio i polimeri: essi assorbono la luce UV circa cinque volte più velocemente rispetto alle lunghezze d’onda nell’infrarosso. Inoltre, è interessante notare che il rame riflette circa il 95% del fascio laser a CO₂, ma assorbe invece circa l’80% dell’energia emessa dai laser a fibra, spiegando così perché la tecnologia a fibra è diventata la scelta privilegiata per la lavorazione di metalli altamente conduttivi.
Passo 2: Definire le esigenze di precisione in base all’uso previsto e alla classe di tolleranza
Risolvere la triade della precisione: accuratezza posizionale, ripetibilità e risoluzione — con riferimenti pratici per la microlavorazione, la scansione e la stampa 3D
La precisione nei sistemi laser dipende da tre parametri interdipendenti: accuratezza posizionale (scostamento rispetto alla posizione comandata), ripetibilità (coerenza tra cicli ripetuti) e risoluzione (movimento incrementale minimo che il sistema è in grado di eseguire). Associare questi parametri alle esigenze applicative evita specifiche eccessive, con conseguenti costi aggiuntivi, o malfunzionamenti.
- La microlavorazione di impianti medici richiede tolleranze ISO 2768-f (accuratezza ±5 µm) e risoluzione submicrometrica per realizzare canali microfluidici o dettagli di stent.
- La scansione 3D automobilistica per il controllo qualità privilegia la ripetibilità (±2 µm) rispetto all’accuratezza assoluta, al fine di garantire misurazioni coerenti delle deviazioni superficiali su tutta la produzione.
- La stampa 3D industriale su metallo realizza componenti di qualità aerospaziale con una risoluzione strato di 20–50 µm, mantenendo al contempo un’accuratezza posizionale di ±15 µm, sufficiente per l’adattamento funzionale e le prestazioni meccaniche.
| Applicazione | Accuratezza posizionale | Ripetibilità | Risoluzione | Classe di Tolleranza |
|---|---|---|---|---|
| Micromaschinatura | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (Fine) |
| Scansioni | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Media) |
| stampa 3D | ±15–20 µm | ±10 µm | 20–50 µm | ISO 2768-c (grossolana) |
Livelli di precisione non allineati generano costi o rischi evitabili: la prototipazione artistica ad alta risoluzione richiede soltanto tolleranze grossolane, mentre la litografia per semiconduttori necessita di un allineamento di classe fine e di una stabilità del fascio inferiore a 100 nm. Selezionare la propria soglia di tolleranza utilizzando questo framework decisionale per la scelta delle attrezzature laser, in modo da allineare le capacità effettive alle esigenze reali — non alle aspirazioni.
Passo 3: Valutare il budget oltre al costo iniziale — Allineamento del TCO e del ROI
Ripartizione del costo totale di proprietà: consumabili, manutenzione, calibrazione, formazione e tempi di fermo sia per gli scanner che per le piattaforme laser di elaborazione
Quando si analizzano i budget per le attrezzature laser, è importante considerare il costo totale di proprietà (TCO), anziché limitarsi al solo importo indicato sulla fattura. Anche i consumabili incidono notevolmente: stiamo parlando di lenti protettive, ottiche di messa a fuoco, vari gas ausiliari e tutti i componenti del sistema di trasmissione del fascio. Questi articoli da soli rappresentano circa il 15–20% delle spese annuali. A ciò si aggiungono gli accordi di manutenzione, che di norma comportano un ulteriore costo annuo pari al 7–10% del valore originale dell’attrezzatura. Cosa viene talvolta trascurato? I sistemi non correttamente calibrati tendono a perdere circa il 12% di accuratezza ogni trimestre se non vengono effettuati controlli regolari. E, in tutta franchezza, i guasti imprevisti costituiscono la voce di spesa più imprevedibile. I laser per la lavorazione provocano infatti una perdita di produttività superiore del 18% rispetto ai sistemi di scansione, poiché richiedono tempi di riparazione più lunghi e tollerano errori molto meno di questi ultimi. Anche la formazione riveste un ruolo fondamentale: secondo i dati del settore relativi all’anno scorso, gli operatori privi di un’adeguata istruzione commettono circa il 30% di errori in più nelle operazioni quotidiane.
Soglie basate sul ROI: quando l’investimento in potenza superiore o tolleranze più stringenti genera un ritorno misurabile (ad esempio, controllo qualità automotive rispetto alla prototipazione rapida)
Quando le aziende investono denaro, devono vedere risultati concreti misurabili. Prendiamo ad esempio il controllo qualità nell’industria automobilistica: quando i produttori riducono le tolleranze posizionali a circa 0,01 mm, di solito riducono i falsi positivi e i difetti riscontrati sul campo di circa il 40%. Questo livello di precisione consente di ottenere un ritorno sull’investimento pari a circa il doppio dell’importo investito entro 18 mesi, grazie ai risparmi sui costi legati alle garanzie e al minor tempo speso per correggere gli errori. Per i laboratori specializzati nella prototipazione rapida, l’aggiornamento delle attrezzature produce benefici ancora più rapidi. Passare a un laser a fibra da 500 W o superiore può ridurre quasi della metà i tempi di produzione dei componenti metallici. La maggior parte di questi laboratori recupera i costi dell’investimento in meno di un anno, poiché i prodotti vengono validati più velocemente e raggiungono il mercato prima. Tuttavia, il calcolo del punto di pareggio diventa più complesso. La maggior parte degli insiemi meccanici non trae infatti benefici significativi da tolleranze inferiori a 0,05 mm. Inoltre, per applicazioni non metalliche, investire in laser superiori a 1 kW ha scarsa utilità. I dati reali dimostrano che tenere traccia del costo totale rispetto al ritorno sull’investimento aiuta i produttori a ridurre di circa il 35% le spese in conto capitale in diversi settori industriali.
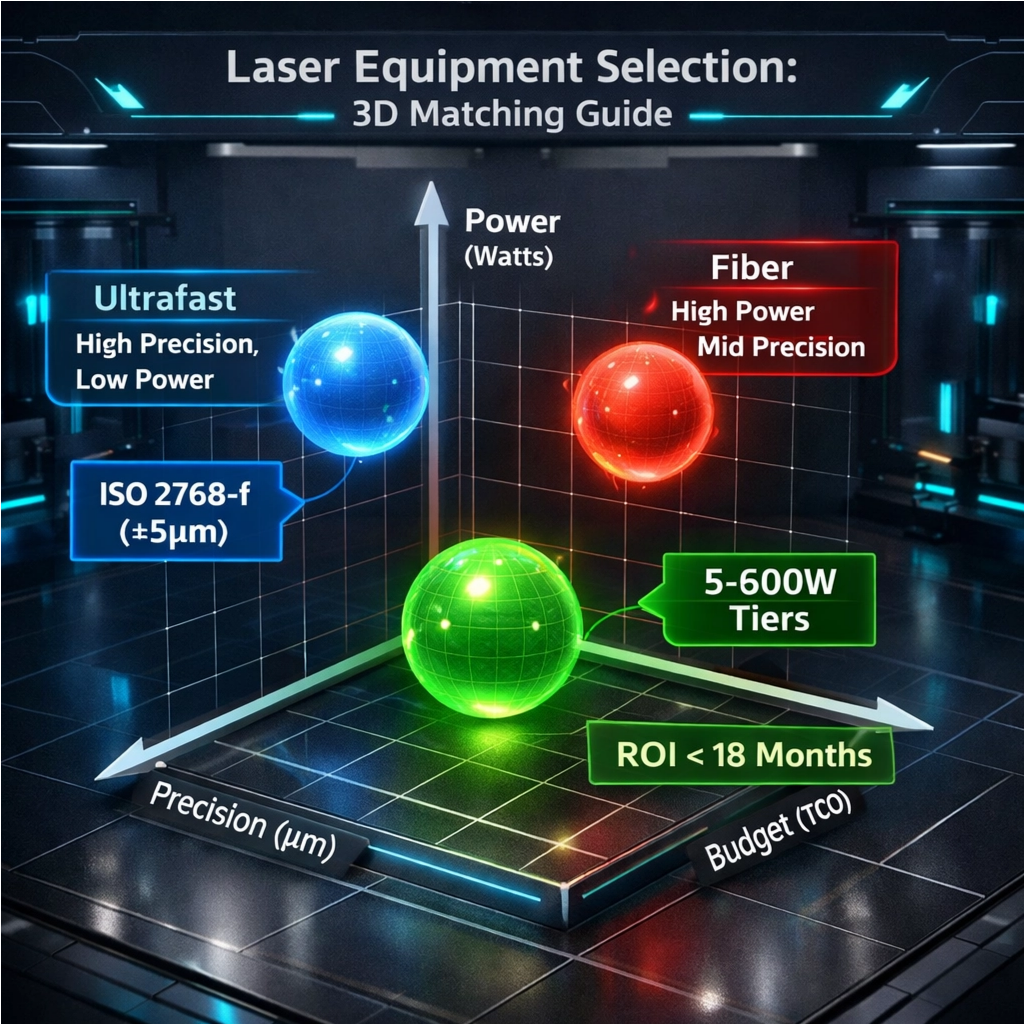
L'albero decisionale per la selezione delle attrezzature laser: integrazione di potenza, precisione e budget
Scegliere la giusta attrezzatura laser significa andare oltre le semplici specifiche riportate sui cataloghi e considerare come tutti gli elementi funzionino insieme. Un buon approccio tiene conto della potenza necessaria per il lavoro da svolgere, del livello di precisione richiesto per i tagli e di ciò che rientra nel budget disponibile. L'albero decisionale che abbiamo sviluppato raccoglie tutti questi punti fondamentali emersi nelle discussioni precedenti. Aiuta a tracciare un percorso chiaro in cui le caratteristiche tecniche corrispondono effettivamente alle esigenze operative quotidiane dell’azienda, senza superare il budget previsto. Quando le specifiche tecniche si allineano ai requisiti reali e alle esigenze di bilancio, è allora che le aziende ottengono il massimo valore dal proprio investimento.
Il fabbisogno energetico delle attrezzature varia da quei piccolissimi processori con potenza inferiore a 50 watt fino a macchine in grado di gestire diversi chilowatt per operazioni di taglio. Queste specifiche di potenza determinano fondamentalmente quali materiali possono essere lavorati e quanta produzione può essere realizzata in un determinato lasso di tempo. Per lavorazioni di precisione, assumono particolare importanza fattori come l’accuratezza, la ripetibilità tra un ciclo e l’altro e la risoluzione dei dettagli fini. Ciò è estremamente rilevante per applicazioni che richiedono la realizzazione di componenti a livello di micron, ad esempio dispositivi medici o complessi componenti elettronici. La valutazione dei costi non riguarda soltanto il prezzo d’acquisto iniziale, ma comprende anche le spese ricorrenti: pezzi di ricambio, frequenza della manutenzione, bollette elettriche, eventuali fermi produttivi e persino il livello di competenza richiesto agli operatori per far funzionare correttamente le macchine.
Ciò che rende questo framework prezioso è il modo in cui aiuta a individuare i migliori compromessi. Ad esempio, a volte conviene ottenere una maggiore potenza se ciò comporta un costo inferiore per unità quando la produzione avviene su larga scala. Il settore aerospaziale richiede spesso lavorazioni estremamente precise, quindi investe in ottiche specializzate anche se il costo complessivo risulta più elevato. D’altra parte, nella realizzazione rapida di prototipi, ciò che conta di più non è necessariamente disporre della massima potenza o di un’accuratezza assoluta fino a frazioni di micron. In questo caso, flessibilità e contenimento dei costi iniziali tendono ad avere maggiore importanza. Quando le aziende analizzano tutti questi fattori congiuntamente, in base alle effettive esigenze del proprio progetto specifico, e collegano tali scelte a ritorni finanziari concreti, l’intero processo diventa molto più chiaro. Invece di sentirsi sopraffatte dalla complessità delle opzioni disponibili in termini di attrezzature, le imprese possono seguire questo approccio strutturato, che bilancia sia le considerazioni operative pratiche sia la redditività economica.
Sezione FAQ
-
Quali sono i principali tipi di laser utilizzati nelle applicazioni industriali?
I laser a fibra, i laser al CO₂, i laser UV e i laser ultraveloci sono i principali tipi, ciascuno adatto a specifici materiali e applicazioni in base alle proprie caratteristiche di gestione termica e compatibilità con i materiali. -
In che modo i livelli di potenza del laser influenzano i processi produttivi?
I livelli di potenza influenzano quali materiali possono essere lavorati in modo efficiente, gli spessori che possono essere tagliati e la precisione di processi come incisione, saldatura e stampa 3D. -
Quali fattori devono considerare le aziende oltre al costo iniziale dell’attrezzatura?
Per una valutazione completa del budget, occorre considerare il Costo Totale di Proprietà (TCO), comprensivo di consumabili, manutenzione, tempi di fermo e formazione. -
Perché la precisione è fondamentale nelle applicazioni laser?
La precisione garantisce accuratezza, ripetibilità e risoluzione, elementi critici in applicazioni come la micro-macchinazione di impianti medici e il controllo qualità nel settore automobilistico. -
Come può essere valutato il ritorno sull’investimento (ROI) nella scelta dell’attrezzatura laser?
Il ROI può essere misurato attraverso la riduzione dei tempi di produzione, dei tassi di difettosità e dei risparmi sui costi, in linea con i requisiti di precisione e potenza dell’applicazione.
Indice
- Passo 1: mappa la tua applicazione sui requisiti di potenza laser
- Passo 2: Definire le esigenze di precisione in base all’uso previsto e alla classe di tolleranza
-
Passo 3: Valutare il budget oltre al costo iniziale — Allineamento del TCO e del ROI
- Ripartizione del costo totale di proprietà: consumabili, manutenzione, calibrazione, formazione e tempi di fermo sia per gli scanner che per le piattaforme laser di elaborazione
- Soglie basate sul ROI: quando l’investimento in potenza superiore o tolleranze più stringenti genera un ritorno misurabile (ad esempio, controllo qualità automotive rispetto alla prototipazione rapida)
- L'albero decisionale per la selezione delle attrezzature laser: integrazione di potenza, precisione e budget