




Il ruolo fondamentale del titanio negli impianti cardiaci
I pacemaker e i defibrillatori cardioversori impiantabili (ICD) salvano vite ogni giorno, ma il loro successo dipende da un componente spesso trascurato: l'involucro in titanio questo involucro a pareti sottili deve sigillare ermeticamente l’elettronica sensibile resistendo nel contempo a decenni di flessioni, escursioni termiche e fluidi corporei corrosivi — il tutto in uno spazio più piccolo di una scatola di fiammiferi.
La sfida produttiva? Tagliare geometrie precise senza introdurre tensione residua, microfessurazioni o contaminazione superficiale che potrebbero compromettere la saldabilità o l’integrità a lungo termine. I metodi meccanici, come la fresatura o la lavorazione a scarica elettrica (EDM), spesso risultano insufficienti in questo contesto, lasciando bordi influenzati dal calore che sono soggetti a rottura in condizioni di fatica.
Sistema PrecisionLase MediCut Tube di GuangYao Laser e le postazioni di lavoro mediche compatibili affrontano direttamente questa problematica, utilizzando un’ablazione laser ultra-rapida controllata per ottenere tagli puliti e con tensioni residue minime su tubi e lamiere di titanio — ottimizzati per soddisfare i rigorosi requisiti dei produttori di dispositivi cardiaci (OEM) in tutto il mondo.
Selezione del grado di titanio e realtà della lavorazione meccanica
Gli impianti medici utilizzano tipicamente titanio puramente commerciale (Grado 1-4) o Ti-6Al-4V (Grade 5) . Il Grado 2 offre il miglior compromesso tra duttilità e resistenza per gli alloggiamenti, mentre il Grado 5 garantisce una maggiore rigidità per dispositivi di dimensioni ridotte. Entrambi formano uno strato ossido naturale che ne assicura la biocompatibilità, ma la loro bassa conducibilità termica (~22 W/m·K) rende essenziale la gestione del calore durante il taglio.
Gli errori più comuni nella lavorazione del titanio includono:
- Surriscaldamento localizzato che porta alla formazione della fase alfa (fragilizzazione).
- Annerimento ossidativo compromettendo l’estetica del giunto saldato e la sua ermeticità.
- Bave ai bordi che interferiscono con la saldatura a laser o con la saldatura per diffusione.
I laser ultraveloci evitano questi problemi erogando energia in impulsi così brevi che il materiale evapora prima che il calore possa diffondersi. Ciò limita la zona termicamente alterata (HAZ) zona interessata a soli pochi micron, preservando la microstruttura e le proprietà meccaniche della lega. I sistemi GuangYao Laser ottimizzano questo processo mediante parametri d’impulso regolabili e protezione con gas inerte.
Parametri di taglio ottimizzati per involucri in titanio
Di seguito è riportato un riferimento pratico per il taglio di involucri in titanio, tratto da consolidate linee guida per la lavorazione laser nel settore medico:
|
Parametro |
Intervallo Tipico |
Impatto Tecnico |
|
Lunghezza d'onda del laser |
1064 nm (fibra) o 1030 nm (Yb) |
Corrisponde al picco di assorbimento del Ti |
|
Durata dell'Impulso |
10–30 picosecondi |
Minimizza gli effetti termici |
|
Densità di Potenza di Picco |
1–3 GW/cm² |
Garantisce un’ablazione pulita senza fusione |
|
Frequenza di ripetizione |
200–600 kHz |
Regola la produttività rispetto alla qualità del bordo |
|
Dimensione del punto |
15–25 µm |
Definisce la precisione della scanalatura e i raggi d’angolo |
|
Pressione del gas di assistenza |
2–5 bar (Argon/N₂) |
Previene la schermatura al plasma e l'ossidazione |
|
Zona termicamente alterata (HAZ) sul bordo risultante |
<5 µm |
Consente la saldatura diretta senza ritocchi |
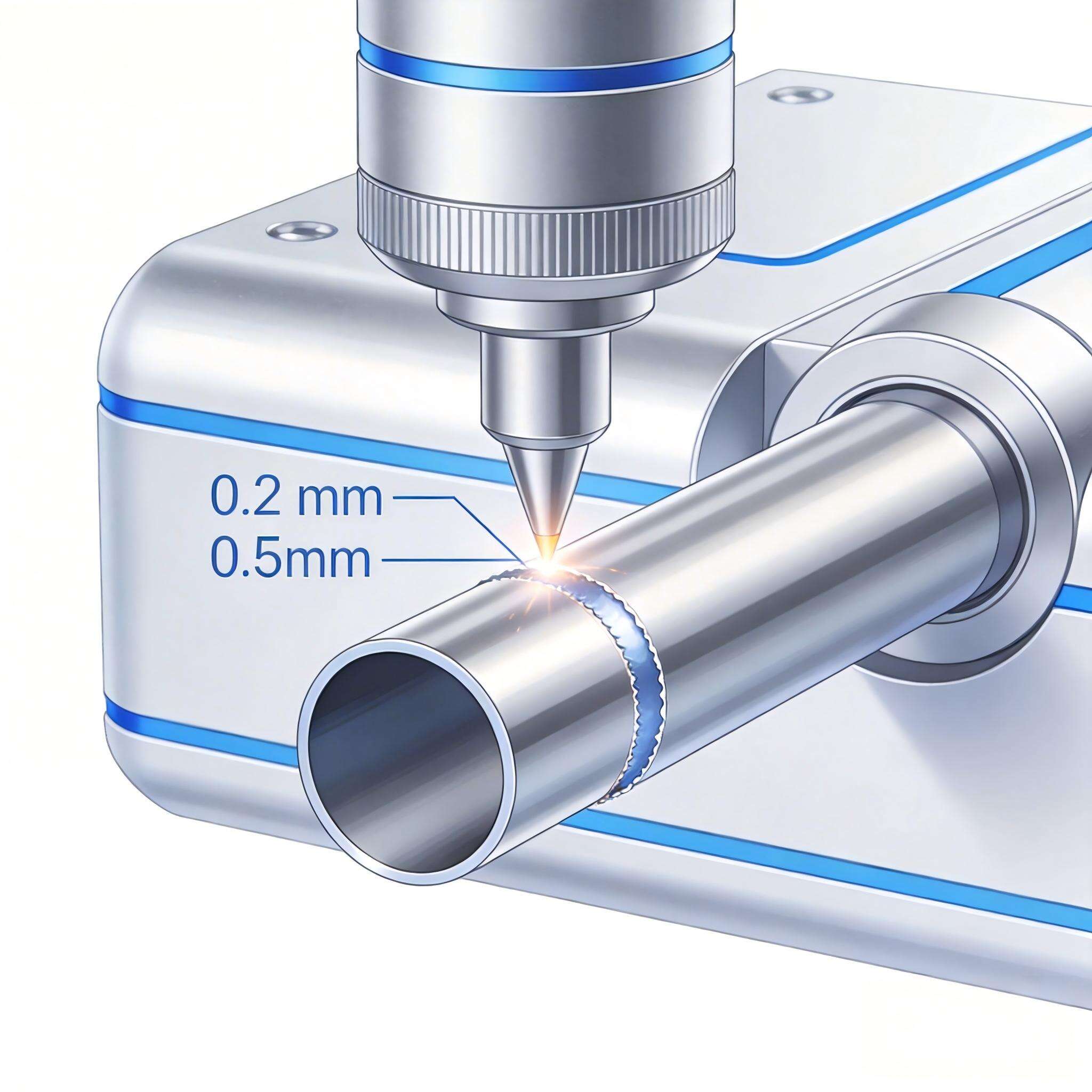
Queste impostazioni producono larghezze di taglio comprese tra 20 e 40 µm con rugosità superficiale (Ra) di circa 0,3 µm — pronte per la sigillatura senza un’estesa lavorazione successiva. Le postazioni laser GuangYao consentono regolazioni in tempo reale, permettendo agli ingegneri di ottimizzare i parametri in base allo spessore della parete (tipicamente 0,2–0,5 mm) o alla complessità del contorno.
Controllo delle sollecitazioni: dal taglio alla condizione pronta per la saldatura
Il residuo di tensione è il killer silenzioso negli impianti in titanio. Anche minime sollecitazioni di trazione vicino al bordo di taglio possono far propagare crepe durante la saldatura del coperchio o accelerare la fatica in vivo. Il taglio laser attenua questo fenomeno grazie a:
- Ablazione a freddo : durate degli impulsi brevi abbastanza da evitare la formazione di pozzetti fusi.
- Strategia di scansione : passaggi sovrapposti con sovrapposizione controllata (20–30%) per una distribuzione uniforme dell’energia.
- Raffreddamento post-scansione : Il flusso di gas inerte previene i gradienti termici.
La validazione prevede spesso Diffrazione a raggi X (XRD) per la mappatura delle sollecitazioni o la spettroscopia micro-Raman. I tagli realizzati con sistemi GuangYao mostrano tipicamente tensioni superficiali di compressione — vantaggiose per la resistenza alla fatica — anziché le tensioni di trazione prodotte dai metodi meccanici.
Il monitoraggio in linea aggiunge un ulteriore livello: i sistemi di visione controllano la linearità del bordo (tolleranza di ±3 µm), mentre i sensori di emissione acustica segnalano anomalie come la penetrazione parziale. Questo approccio a ciclo chiuso garantisce la coerenza di ogni lotto di involucri.
Test di durata: simulazione della vita utile dell’impianto
Gli involucri dei pacemaker devono resistere 10-15 Anni dell’impianto, corrispondenti a miliardi di cicli cardiaci. I protocolli di test accelerati includono:
- Fatica sotto carico pulsatile : 10 7-108 cicli con deformazione compresa tra il 5% e il 20%.
- Ciclo termico : da -40 °C a +85 °C, oltre 1000 cicli.
- Esposizione alla corrosione : fluido simulato del corpo umano (pH 7,4) per oltre 6 mesi.
- Tasso di perdita di elio : <10^-9 atm·cm³/s secondo lo standard MIL-STD-202.
Il titanio tagliato al laser mediante processi ottimizzati eccelle in questo ambito. I bordi mantengono la loro integrità senza innesco di fessurazioni e lo strato passivo di ossido rimane stabile. Il supporto applicativo di GuangYao Laser include spesso indicazioni su questi test, aiutando i clienti a correlare la qualità del taglio con i risultati dei test per la compilazione dei fascicoli regolatori.
Analisi di caso: aumento della produzione di dispositivi cardiaci
Si consideri un produttore OEM di medie dimensioni che passa dall’erosione elettrica (EDM) al taglio laser per le custodie degli ICD. I primi tagli meccanici hanno evidenziato una distorsione dei bordi di 15–20 µm, causando vuoti nelle saldature nell’8% delle unità. Dopo l’adozione di un sistema di lavoro GuangYao Laser:
- La linearità dei bordi è migliorata a meno di 5 µm su lunghezze di 50 mm.
- Il tasso di rifiuti dovuti a difetti di saldatura è sceso sotto l’1%.
- Il tempo di ciclo per ogni custodia è diminuito da 8 a 4 minuti.
La chiave era la mappatura dei parametri per il loro specifico tubo di classe 2 (parete di 0,3 mm). Attualmente operano su più turni e gestiscono oltre 2.000 unità settimanalmente — con tracciabilità completa dai dati di taglio alla serializzazione del dispositivo finito.
Integrazione della saldatura e sigillatura ermetica
I bordi tagliati al laser si abbinano naturalmente a saldatura laser per il fissaggio del coperchio. I profili puliti, con zona termicamente alterata (HAZ) minima, garantiscono pozze di fusione costanti e giunti privi di vuoti. Le configurazioni più comuni utilizzano scanner galvanometrici per il seguito del contorno o sistemi di consegna in fibra per la penetrazione profonda.
La preparazione della superficie è minima: pulizia ad ultrasuoni in acqua deionizzata, seguita da una passata con IPA. Non è necessaria alcuna decapatura aggressiva, preservando così l’ossido per la protezione contro la corrosione. Questo flusso semplificato supporta la produzione snella nelle linee certificate ISO 13485.
Economia produttiva e compatibilità con ambienti a contaminazione controllata
Oltre alla qualità, il taglio laser offre vantaggi pratici:
- Usura dell'utensile — durata illimitata dell’"utensile", a differenza della fresatura.
- Processo a secco — assenza totale di fluidi da taglio o gestione di trucioli.
- Ingombro Compatto — si adatta facilmente a camere bianche di classe 7/8.
Le postazioni modulari GuangYao Laser integrano aspirazione, sistemi di interblocco e registrazione dati pronte all’uso, semplificando la convalida. Per i produttori ad alto volume di dispositivi cardiaci (5.000–20.000 unità/mese), il costo per singolo componente si stabilizza sotto i 2 USD, compresa l’ammortizzazione.
Domande frequenti
D: Come si confronta il taglio laser con il taglio a getto d’acqua per le custodie in titanio?
Il taglio a getto d’acqua evita il calore, ma lascia un’angolazione (taper) e richiede una sbavatura estesa. Il laser produce bordi più dritti e una migliore preparazione per la saldatura, sebbene richieda un controllo preciso dei parametri.
D: I sistemi PrecisionLase possono lavorare leghe di titanio diverse?
Sì — gradi 1–5 e leghe personalizzate. L’energia degli impulsi viene regolata in funzione della durezza e della riflettività, garantendo risultati costanti su diversi materiali.
D: Quali finiture post-taglio sono generalmente necessarie?
Spesso è sufficiente semplicemente pulire e ispezionare il pezzo. Si ricorre all’elettropolimerizzazione solo qualora l’estetica richieda una finitura speculare, mentre i bordi pronti per la saldatura sono standard.
D: Come si convalida la qualità del taglio ai fini della presentazione regolatoria?
Sezioni trasversali tramite SEM/FIB, tensioni tramite XRD, test di tenuta secondo ASTM F2096. GuangYao fornisce dati di processo per supportare i vostri protocolli IQ/OQ/PQ.
Preparazione al futuro della produzione cardiaca
Man mano che i dispositivi si riducono di dimensioni, avvicinandosi a pacemaker senza elettrodi e ibridi biodegradabili, le tolleranze si restringono a valori inferiori a 10 µm. I sistemi laser adattivi — dotati di ottimizzazione del percorso basata sull’intelligenza artificiale e di sorgenti multi-lunghezza d’onda — guideranno questa transizione.
Piattaforme PrecisionLase di GuangYao Laser posizionano i produttori in prima linea: lavorazione del titanio priva di tensioni, scalabile dalla fase di prototipo alla produzione in serie, garantendo che ogni monitor dei battiti cardiaci abbia inizio da un vantaggio su cui è possibile fare affidamento.
Indice
- Il ruolo fondamentale del titanio negli impianti cardiaci
- Selezione del grado di titanio e realtà della lavorazione meccanica
- Parametri di taglio ottimizzati per involucri in titanio
- Controllo delle sollecitazioni: dal taglio alla condizione pronta per la saldatura
- Test di durata: simulazione della vita utile dell’impianto
- Analisi di caso: aumento della produzione di dispositivi cardiaci
- Integrazione della saldatura e sigillatura ermetica
- Economia produttiva e compatibilità con ambienti a contaminazione controllata
- Domande frequenti
- Preparazione al futuro della produzione cardiaca
