Mots-clés : Soudage laser de la batterie de puissance, système de soudage de batterie, soudage de barres collectrices, soudage des languettes de cellules, soudage laser automatisé
Introduction : Le rôle critique du soudage dans les performances des batteries de véhicules électriques
La croissance rapide du marché des véhicules à énergie nouvelle (VEN) exerce une pression considérable sur les fabricants de batteries pour fournir des blocs d’alimentation hautement performants, sûrs et économiques. Au cœur de chaque bloc de batterie se trouve le procédé de soudage, qui relie les cellules individuelles afin de former des modules, puis les modules entre eux pour constituer le bloc final. La qualité de ces soudures détermine directement la résistance interne de la batterie, sa gestion thermique et sa durée de vie globale. Cet article propose une analyse approfondie des le soudage laser des batteries électriques technologies avancées et des optimisations de procédés indispensables à la fabrication moderne de véhicules électriques.
1. Le défi du soudage des batteries : matériaux hétérogènes et forte réflectivité
Le soudage des batteries présente des défis uniques que les méthodes de soudage traditionnelles ne parviennent pas à relever :
-
Matériaux hétérogènes : La connexion des languettes de cellules et des barres collectrices implique souvent le soudage du cuivre sur l'aluminium, ou de différentes épaisseurs d'un même matériau. Cela exige un contrôle précis du bain de fusion et de l'apport de chaleur.
-
- Une réflectivité élevée. Le cuivre, en particulier, est fortement réfléchissant à la longueur d'onde laser à fibre courante de 1064 nm, ce qui entraîne une soudure instable, des projections et une pénétration incohérente.
-
Étanchéité hermétique : Pour les cellules prismatiques et cylindriques, la soudure finale d'étanchéité doit être hermétique (étanche à l'air) afin d'éviter toute fuite d'électrolyte et toute intrusion d'humidité, pouvant conduire à une défaillance catastrophique.
2. Applications principales et technologies requises
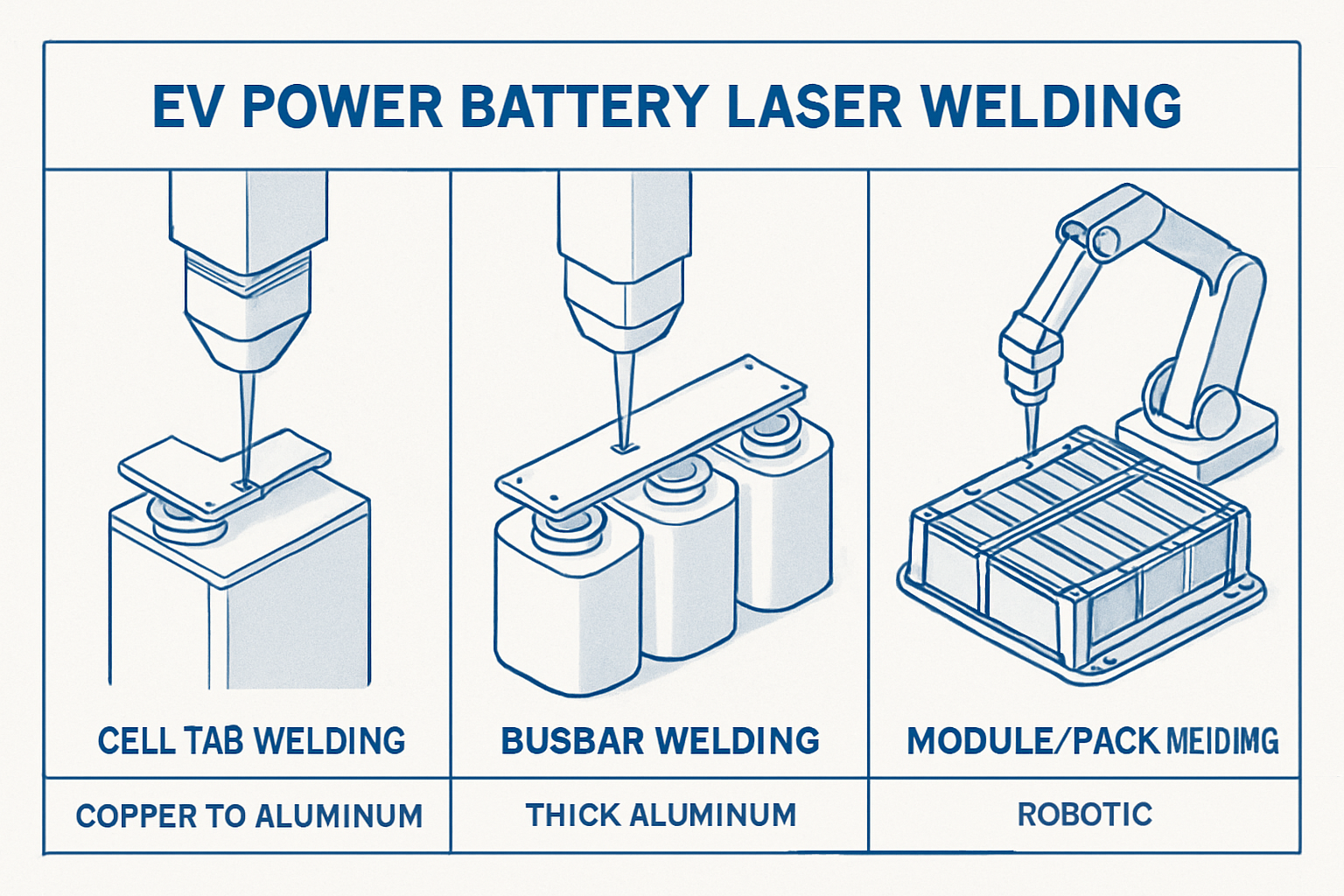
Le procédé de soudage des batteries peut être divisé en trois étapes critiques, chacune nécessitant une approche spécialisée :
A. Soudage des languettes de cellules (cellule à cellule ou cellule à barre collectrice)
Il s'agit de la première connexion, et de la plus critique. La soudure doit être petite, précise et présenter une résistance interne minimale.
-
Technologie : À grande vitesse Soudage par Laser à Fibre (par exemple, notre PowerWeld-Cell système) est utilisé. Des techniques avancées telles que Soudage oscillant (oscillation du faisceau laser) sont mises en œuvre afin de créer une flaque de fusion plus large et plus stable, ce qui est essentiel pour le soudage de matériaux fortement réfléchissants comme le cuivre.
-
Optimisation : L’optimisation du procédé vise à minimiser les projections, susceptibles de contaminer l’intérieur de la cellule et de provoquer des courts-circuits.
B. Soudage des barres collectrices (assemblage de module)
Les barres collectrices relient plusieurs cellules en série ou en parallèle afin de former un module. Ces soudures sont souvent plus épaisses et nécessitent une puissance plus élevée.
-
Technologie : High-power Soudage laser automatisé systèmes (p. ex., PowerWeld-System ) intégrés à des systèmes de vision sont requis. L’utilisation d’ Mise en forme du faisceau optiques est essentielle pour répartir uniformément l’énergie sur la jointure à souder, notamment lors du soudage de barres collectrices en aluminium ou en cuivre épaisses.
-
Optimisation : L’objectif principal est d’obtenir une pénétration profonde et constante, avec une porosité minimale, afin d’assurer une résistance électrique aussi faible que possible.
C. Soudage des modules et des blocs (assemblage final)
La phase finale consiste à souder la structure du module et le boîtier du bloc batterie, souvent réalisée à l’aide d’alliages d’aluminium épais afin d’assurer l’intégrité structurelle et la gestion thermique.
-
Technologie : Les systèmes de soudage laser robotisé (p. ex., AutoWeld-Robot ) offrent la flexibilité et la portée requises pour des géométries de blocs volumineux et complexes. Des lasers haute puissance (4 kW à 8 kW) sont utilisés pour réaliser des soudures à forte pénétration.
-
Optimisation : L’accent est mis sur la résistance structurelle et l’étanchéité hermétique afin de protéger les composants internes contre les agressions extérieures.
3. Techniques avancées pour la qualité et le débit
Pour répondre aux exigences des gigafactories, les systèmes modernes de soudage de batteries intègrent plusieurs fonctionnalités avancées :
-
Soudage à balancement (oscillation) : En faisant osciller rapidement le faisceau laser, le système parvient efficacement à maîtriser la forte réflectivité du cuivre et de l’aluminium, à combler les jeux d’assemblage et à réduire les projections, ce qui permet d’obtenir une soudure plus robuste et plus homogène.
-
Surveillance en temps réel : Des capteurs intégrés (par exemple, capteurs de profondeur de bassin de fusion, caméras thermiques) surveillent en temps réel le procédé de soudage. Cela permet au système de détecter et de corriger instantanément les écarts, garantissant ainsi que chaque soudures respecte la norme de qualité et fournissant des données essentielles pour le contrôle qualité et la traçabilité.
-
Intégration du système de vision : Des caméras haute résolution sont utilisées pour l’alignement préalable des joints avant soudage et pour l’inspection post-soudage de la qualité, identifiant automatiquement des défauts tels que la porosité, les fissures ou une pénétration insuffisante.
4. Sélection de l’équipement adapté : paramètres clés
Lors du choix d’un système de soudage de batteries , prenez en compte ces facteurs :
| Paramètre |
Importance |
Pourquoi cela compte |
| Puissance du laser (kW) |
Critique |
Détermine l’épaisseur maximale et la vitesse de soudage. Une puissance plus élevée est nécessaire pour le soudage des barres collectrices (busbars) et des modules (PACK). |
| Qualité du faisceau ($M^2$) |
Haut |
Influe sur la taille du spot focal et sur la densité de puissance. Une meilleure qualité de faisceau permet des soudures plus profondes et plus étroites, ce qui est idéal pour les connexions de batteries. |
| Niveau d'automatisation |
Critique |
Les systèmes doivent être entièrement automatisés (par exemple, intégration robotique) afin d’atteindre le débit élevé (pièces par minute) requis pour la production de véhicules électriques (EV). |
| Capacité de surveillance |
Critique |
La capacité de surveiller en temps réel la qualité des soudures est essentielle pour la sécurité et la traçabilité dans la fabrication des batteries. |
Conclusion : L'avenir est automatisé et précis
La fabrication des batteries pour véhicules électriques soudage laser automatisé . En adoptant des techniques avancées telles que le soudage oscillant (wobble welding) et en intégrant un contrôle qualité en temps réel, les fabricants peuvent surmonter les défis posés par les matériaux hétérogènes et la forte réflectivité, garantissant ainsi la production de batteries de puissance sûres, hautes performances et longue durée de vie.
Figure 2 : Trois étapes critiques du soudage laser des batteries de puissance pour véhicules électriques