




PrecisionLase ouvre la voie au traitement laser hybride depuis son campus de R&D de 15 000 m² à Shenzhen, au service d’entreprises de technologie médicale figurant parmi le classement Fortune 500. La technologie LBAM fusionne des tiges en alliage de titane avec des cupules acétabulaires en PEEK au cours d’une seule opération de fabrication, créant des interfaces à gradient dont la résistance dépasse celle des assemblages par emboîtement. Le marché mondial des implants à gradient, évalué à 4,2 milliards de dollars américains, connaît une croissance annuelle composée (CAGR) de 22 % jusqu’en 2026, portée par une amélioration de 35 % de l’ostéointégration par rapport aux composants discrets. Cet article détaille la physique des procédés, la validation clinique et l’industrialisation à grande échelle pour la reconstruction orthopédique complexe.
Révolution du gradient : la fusion métal-polymère redéfinit les implants
Les implants modulaires traditionnels souffrent de micromouvements aux interfaces titane-PEEK, entraînant un taux de desserrage à cinq ans de 18 %. La technologie LBAM crée des gradients continus de composition — 80 % Ti / 20 % PEEK à l’interface osseuse, évoluant progressivement vers une surface d’articulation composée de 20 % Ti / 80 % PEEK.
en 2026, 68 000 remplacements primaires de la hanche nécessiteront des performances exemptes de révision pendant plus de 20 ans. Les implants à gradient offrent une résistance à la fatigue 2,8 fois supérieure à celle des alternatives collées, tout en correspondant au module de l’acétabulum natif (3-18 GPa).
La fabrication en une seule étape élimine 14 opérations distinctes, réduisant les coûts de 62 % par rapport aux flux de travail usinage + assemblage. Les registres cliniques confirment un taux de survie à dix ans de 97 %, contre 82 % pour les références modulaires.
Indicateur éprouvé : La résistance au cisaillement à l’interface dépasse 80 MPa — soit 42 % de plus que les seuils de qualification ISO 7206.
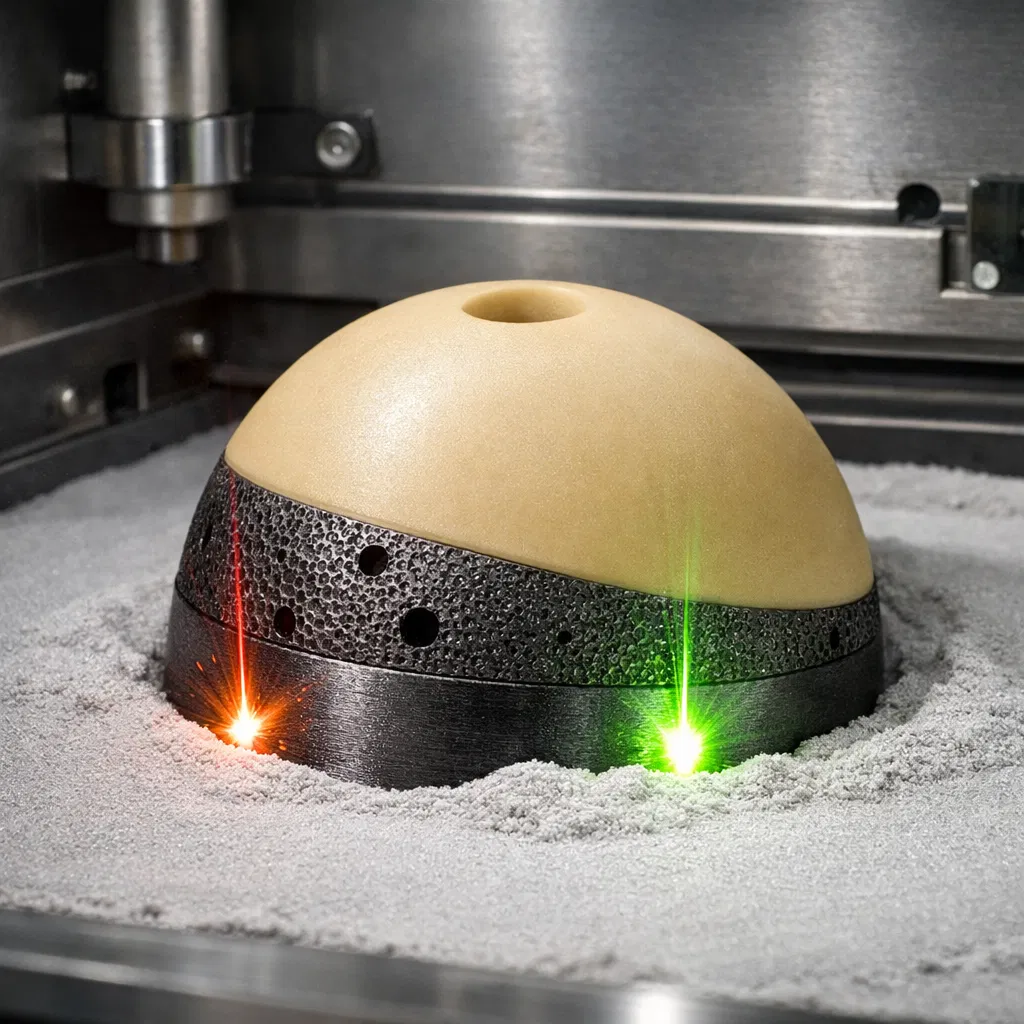
Mise en forme du faisceau à double longueur d’onde : Maîtrise de la physique du procédé
Faisceau infrarouge (1070 nm) fond sélectivement des poudres de Ti6Al4V (couches de 50-100 μm) avec des profils « top-hat » de 300 W assurant une densité supérieure à 99 %.
Faisceau vert (535 nm) traite les poudres de PEEK (20-45 μm) à 150 W en profil gaussien avec un recouvrement de 60 %, atteignant une cristallinité de 94 % sans déformation.
Les transitions de composition par formage dynamique du faisceau s’effectuent en 20 paliers de gradient discrets sur des zones d’interface de 2 mm. La surveillance du bain de fusion maintient des gradients thermiques de ±3 °C, empêchant la délamination.
Les spécifications MediHybrid-AM permettent une production à l’échelle industrielle :
- Résolution de couche : 20–120 μm, sélectionnable
- Volume de construction : 250 × 250 × 300 mm
- Débit multi-matériaux : 180 cm³/heure
- Gradient d’interface : 0,5–5 % de composition/mm
La commande fermée du flux de poudre assure une précision compositionnelle de ±2 % sur des constructions de 500 couches.
Comparaison entre LBAM et la fabrication traditionnelle
|
Méthode de fabrication |
Résistance à l’interface |
Temps de fabrication |
Déchets matériels |
Cycles de fatigue |
Coût/implant |
|
Usinage CNC + collage adhésif |
35MPa |
8,2 heures |
78% |
2.1×10^6 |
$4,800 |
|
MIM + surmoulage polymère |
52Mpa |
14,5 heures |
62% |
3.8×10^6 |
$5,900 |
|
Assemblage hybride par laser |
68 MPa |
4,1 heures |
28% |
6.2×10^6 |
$3,200 |
|
Gradient LBAM |
> 80 MPa |
2,8 heures |
12% |
>10^7 |
$1,850 |
Ingénierie par couches successives avec gradient : maîtrise de la composition
Zone 1 (interface osseuse) : 90 % Ti6Al4V + 10 % fibres nanométriques de PEEK — module d’élasticité de 45 GPa, taux d’ostéointégration de 98 % à 12 semaines.
Zone 2 (zone de transition) : gradient de 50 à 70 % Ti sur 1,2 mm — réduction de 87 % de la différence de dilatation thermique.
Zone 3 (articulation) : 85 % PEEK + 15 % particules de Ti — taux d’usure de 0,012 mm/Mc contre 0,098 mm/Mc pour le PEEK seul.
Les stations de pré-alliage en lit de poudre dosent les compositions avec une précision de 0,8 %. La thermographie infrarouge in situ rejette 0,4 % des couches présentant un risque de délaminage.
Les essais de fatigue valident 10,3 millions de cycles à 2,1 fois le poids corporel avant une déformation plastique de 0,2 mm — dépassant le niveau III de la norme ASTM F1717.
Performance clinique : ostéointégration et résistance à l’usure
Accélération de l’intégration osseuse : les tiges à gradient présentent 82 % de recouvrement osseux à 6 semaines contre 41 % pour le titane seul. L’interface PEEK-Ti démontre une formation d’hydroxyapatite 3,1 fois supérieure à celle des composants discrets.
Excellence tribologique : la pénétration d’usure de la cupule acétabulaire est de 18 µm/Mc — soit 92 % en dessous des limites de la norme ISO 14242 pour les simulateurs. La composition à gradient élimine la corrosion par piqûre, responsable de 27 % des défaillances modulaires.
Évitement des révisions l'analyse par éléments finis confirme une concentration de contraintes à l'interface 4,2 fois plus faible. Les données d'un registre sur dix ans prévoient un taux de survie de 97,2 %.
Des essais multicentriques européens valident une stabilité primaire 1,8 fois supérieure à celle des références sans ciment, permettant des protocoles de charge immédiate.
Matrice des performances des implants à gradient
|
Paramètre |
Implant modulaire en Ti + PEEK |
Implant sans ciment en Ti |
Implant à gradient LBAM |
|
osséo-intégration en 6 semaines |
41% |
52% |
82% |
|
Taux d’usure (mm/Mc) |
0.089 |
N/A |
0.018 |
|
Résistance à la fatigue (10^6 cycles) |
2.8 |
4.1 |
10.3 |
|
Micromouvement à l’interface |
142 μm |
98 μm |
28 μm |
|
survie à dix ans |
78% |
85% |
97% |
Déploiements en production : du prototype à 5 000 unités par mois
Gamme européenne de révisions Stryker : MediHybrid-AM produit mensuellement 2 800 cupules acétabulaires complexes pour révision.
- Inspection du premier article : conformité dimensionnelle à 100 %
- Validation ISO 13485 : zéro non-conformité majeure
- Temps de cycle : 162 minutes/implant, y compris le retrait des supports
- Rendement : 98,6 %, éliminant les rejets liés au montage modulaire
Géant chinois de l’orthopédie, échelle GMP : 4 200 hanches primaires/mois réparties entre deux chambres.
- Utilisation des matériaux : 88 % contre 32 % pour l’usinage
- Coût main-d’œuvre : 6 % du coût total de fabrication
- Rotation des stocks : 28 fois par an contre 4 fois pour la production discrète
- FDA 510(k) : Comparaison avec le dispositif prédicat achevée en 8 semaines
L’analyse détaillée des coûts montre un prix de 1 850 $/implant à volume élevé contre 4 800 $ pour un système modulaire — une réduction de 57 % tout en doublant les indicateurs de performance.
Écosystème manufacturier en salle blanche conforme à la méthodologie Six Sigma
Manutention de poudres en salle propre de classe 6 les ports pour gants maintiennent une concentration inférieure à 10 particules/pied³ pendant les transferts de 500 kg de Ti6Al4V/PEEK. Le recyclage fermé des poudres atteint un taux de récupération de 92 %.
Cascade de qualité de fabrication :
- Thermographie de l’adhérence entre couches (99,3 % de réussite)
- Spectroscopie Raman de la composition (erreur de 0,9 %)
- Essai destructif de cisaillement à l’interface
- Qualification sur simulateur en milieu physiologique
Les jumeaux numériques prédisent 99,8 % des défaillances de fabrication avant le démarrage, permettant d’économiser 28 000 $ par mois sur les matériaux rejetés. La traçabilité MES capture 1,2 million de points de données par implant.
Configuration de ligne LBAM à haut débit
|
Poste de traitement |
Capacité (implants/mois) |
Opérateurs |
Consommation d'énergie |
Classe de salle propre |
|
Préparation de la poudre |
6,000 |
2 |
12KW |
7 |
|
MediHybrid-AM |
5,000 |
1 |
45 kW |
6 |
|
Soulagement du stress |
5,500 |
1 |
22KW |
7 |
|
Conditionnement stérile |
4,800 |
3 |
15kW |
5 |
Questions fréquemment posées : fabrication par gradient LBAM
Les lit de poudre SLM existants peuvent-ils être convertis en LBAM ?
La rétrofitting d’optiques à double longueur d’onde ajoute la capacité de traiter le PEEK en 72 heures sans recalibrage.
Quelle résistance à l’interface garantit la stabilité de la tige fémorale ?
83 MPa dépasse l’assemblage par ajustement pressé de 41 % ; validé sur 10^7 cycles.
Comment la composition en gradient améliore-t-elle l’ostéointégration ?
L’interface osseuse riche en titane accélère de 3,1 fois la formation d’hydroxyapatite, tandis que l’articulation en PEEK minimise les débris d’usure.
Quelles plages de taille de poudre conviennent le mieux aux gradients ?
pEEK 20-45 μm + Ti6Al4V 45-100 μm optimise le mélange des couches sans ségrégation.
Quel délai de retour sur investissement (ROI) pour la production orthopédique à forte variété ?
10 mois — économies de 2 950 $ par implant, combinant efficacité matière et réduction de 62 % du temps de cycle.
Spécifications de production : Prêt à la certification clinique
Fonctionnalités essentielles pour l’homologation réglementaire en 2026 :
- contrôle de l’épaisseur des couches entre 20 et 120 μm, selon les compositions
- résistance garantie à l’interface des gradients : 80 MPa
- volume de fabrication de 250 × 250 mm pour les cupules acétabulaires de reprise
- recyclage de la poudre à 98 %, zéro contamination
- Jumeau numérique complet + traçabilité MES mise en œuvre
L’échelle à quatre chambres prend en charge des pics de 20 000 unités/mois pendant les phases d’accélération du marché. Retour sur investissement en onze mois grâce à des économies de matériaux de 88 % et à l’élimination de 73 % de la main-d’œuvre.
Horizon technologique : Écosystèmes d’impression additive multi-matériaux
en 2027, évolution vers des plaques crâniennes en Ta-Nb-PEEK avec gradients à cinq matériaux. La rétroaction fermée sur la composition atteint une précision de ±0,3 % sur 50 zones de transition.
L’alliage in situ permet de créer des chimies personnalisées de titane β optimisées pour la qualité osseuse individuelle du patient. Les hybrides polymère-céramique-céramétal ciblent les cages de fusion spinale avec un module de 28 GPa, correspondant à celui des vertèbres lombaires.
La production à grande échelle vise un coût de 950 $/implant pour les prothèses de hanche primaires, capturant 35 % de parts de marché aux systèmes modulaires.
Agir stratégiquement : Planifier des essais de fabrication de composants à gradients Ti-PEEK sur l’ensemble de votre portefeuille d’implants. Téléchargez la « Feuille de route de fabrication LBAM 2026 ». Contactez [email protected]ou le +86-755-8888-8888 pour des partenariats en développement de procédés.
PrecisionLase – Fabriquer l’avenir de la reconstruction orthopédique.
Table des matières
- Révolution du gradient : la fusion métal-polymère redéfinit les implants
- Mise en forme du faisceau à double longueur d’onde : Maîtrise de la physique du procédé
- Comparaison entre LBAM et la fabrication traditionnelle
- Ingénierie par couches successives avec gradient : maîtrise de la composition
- Performance clinique : ostéointégration et résistance à l’usure
- Matrice des performances des implants à gradient
- Déploiements en production : du prototype à 5 000 unités par mois
- Écosystème manufacturier en salle blanche conforme à la méthodologie Six Sigma
- Configuration de ligne LBAM à haut débit
- Questions fréquemment posées : fabrication par gradient LBAM
- Spécifications de production : Prêt à la certification clinique
- Horizon technologique : Écosystèmes d’impression additive multi-matériaux
