




Étape 1 : associez votre application aux exigences de puissance laser
Niveaux de puissance (1–50 W, 50–500 W, plus de 500 W) et leur adéquation respective pour le marquage, la découpe, le soudage et la fabrication additive
Les lasers à faible puissance, dont la puissance varie entre 1 et 50 watts, conviennent le mieux aux travaux de gravure détaillée sur des matériaux tels que le bois, l’acrylique et les surfaces métalliques minces. Ces systèmes permettent d’éviter les dommages thermiques pouvant déformer des pièces délicates, ce qui en fait un choix idéal pour des applications telles que le marquage de bijoux ou la gravure de circuits imprimés. En passant à des puissances moyennes, comprises approximativement entre 50 et 500 watts, il devient possible de découper des métaux d’une épaisseur d’environ 10 mm et de souder divers composants utilisés dans la fabrication automobile. De tels systèmes offrent un bon équilibre entre vitesse et précision, requis lors de la production de séries mixtes de produits différents. Pour les applications intensives, les lasers haute puissance, supérieurs à 500 watts, permettent de couper des tôles d’acier de plus de 25 mm d’épaisseur et soutiennent les opérations industrielles d’impression 3D. Le maintien d’un niveau d’énergie stable durant ces procédés garantit une liaison adéquate entre les couches et produit des pièces finales denses. La relation entre la puissance du laser et la productivité est assez directe : une tâche simple comme la gravure d’acrylique nécessite par exemple seulement environ 10 watts, tandis qu’obtenir des bords nets sur de l’acier inoxydable de 5 mm d’épaisseur requiert généralement au moins 500 watts de puissance.
Comment le type de laser (à fibre, CO₂, UV, ultrarapide) influence la gestion thermique, la vitesse et la compatibilité avec les matériaux à chaque niveau de puissance
Lorsqu’il s’agit de traitement des métaux dans la plage de puissance allant de 50 à 1 000 watts, les lasers à fibre prennent véritablement le relais, car ils offrent un taux d’absorption environ 30 % supérieur dans les métaux par rapport aux lasers CO₂ traditionnels. Cela fait une grande différence en termes de réduction de la charge imposée aux groupes frigorifiques et d’amélioration du rendement de la conversion de l’électricité en énergie optique. À l’inverse, les lasers CO₂ restent les plus performants pour des matériaux tels que le bois, le cuir ou les panneaux de fibres moyennes (MDF) dans leur plage de puissance de 50 à 400 watts, bien qu’ils nécessitent des systèmes de refroidissement actif pour gérer les pertes thermiques de 10 à 15 % survenant pendant leur fonctionnement. Pour les matériaux sensibles tels que les semi-conducteurs et certains plastiques, les lasers UV, dont la puissance varie de 1 à 30 watts, permettent un procédé appelé « ablation froide », grâce à des impulsions nanosecondes courtes qui découpent essentiellement sans générer de chaleur significative. Ensuite, il existe les lasers ultra-rapides, fonctionnant autour de 1 à 50 watts avec des impulsions femtoseconde ou picoseconde. Ces lasers permettent une précision exceptionnelle, allant jusqu’à la micromètre, lors de la fabrication de composants miniatures destinés aux dispositifs médicaux, puisqu’ils vaporisent effectivement le matériau avant que toute chaleur n’ait le temps de se propager. La réaction des différents matériaux dépend fortement des caractéristiques de longueur d’onde. Prenons l’exemple des polymères : ils absorbent la lumière UV environ cinq fois plus rapidement que les longueurs d’onde infrarouges. Et, fait intéressant, le cuivre réfléchit environ 95 % des faisceaux laser CO₂, mais absorbe tout de même environ 80 % de l’énergie émise par les lasers à fibre, ce qui explique pourquoi la technologie à fibre est devenue le choix privilégié pour le travail des métaux hautement conducteurs.
Étape 2 : Définir les besoins de précision en fonction du cas d’usage et de la classe de tolérance
Résolution du triangle de la précision : exactitude de position, répétabilité et résolution — avec des références concrètes pour l’usinage microscopique, la numérisation et l’impression 3D
La précision des systèmes laser repose sur trois paramètres interdépendants : précision de position (écart par rapport à la position commandée), répétabilité (cohérence sur plusieurs cycles répétés), et résolution (plus petit déplacement incrémental que le système est capable d’exécuter). Adapter ces paramètres aux exigences de l’application permet d’éviter à la fois une sur-spécification coûteuse et une défaillance fonctionnelle.
- L’usinage microscopique d’implants médicaux exige des tolérances ISO 2768-f (exactitude de ±5 µm) et une résolution inférieure au micromètre afin de fabriquer des canaux microfluidiques ou des motifs de stent.
- La numérisation 3D automobile destinée au contrôle qualité privilégie la répétabilité (±2 µm) plutôt que l’exactitude absolue, afin de garantir la cohérence des mesures d’écart de surface sur l’ensemble des séries de production.
- L'impression 3D industrielle sur métal permet d'obtenir des pièces de qualité aérospatiale avec une résolution de couche de 20 à 50 µm tout en conservant une précision positionnelle de ±15 µm — suffisante pour l'ajustement fonctionnel et les performances mécaniques.
| Application | Précision de position | Répétabilité | Résolution | Classe de tolérance |
|---|---|---|---|---|
| Micromécanique | ±5 µm | ±1,5 µm | ₣1 µm | ISO 2768-f (Fin) |
| Scanner | ±10 µm | ±2 µm | 5 µm | ISO 2768-m (Moyenne) |
| impression 3D | ±15 à 20 µm | ±10 µm | 20–50 µm | ISO 2768-c (grossier) |
Des niveaux de précision inadaptés entraînent des coûts ou des risques évitables : la prototypage artistique haute résolution nécessite uniquement des tolérances grossières, tandis que la lithographie semi-conductrice exige un alignement de classe fine et une stabilité du faisceau inférieure à 100 nm. Sélectionnez votre seuil de tolérance à l’aide de ce cadre décisionnel pour le choix des équipements laser afin d’aligner les capacités sur les besoins réels — et non sur les aspirations.
Étape 3 : Évaluer le budget au-delà du coût initial — Alignement du coût total de possession (CTP) et du retour sur investissement (ROI)
Détail du coût total de possession : consommables, maintenance, étalonnage, formation et temps d’arrêt, pour les plates-formes de balayage et de traitement laser
Lors de l’examen des budgets consacrés aux équipements laser, il est essentiel de prendre en compte le coût total de possession (CTP), et non pas uniquement le montant figurant sur la facture. Les consommables jouent également un rôle déterminant : il s’agit notamment des lentilles de protection, des optiques de focalisation, des divers gaz d’assistance, ainsi que de l’ensemble des composants de transmission du faisceau. Ces seuls éléments représentent environ 15 à 20 % des dépenses annuelles. Viennent ensuite les contrats de maintenance, qui ajoutent généralement 7 à 10 % supplémentaires par an, calculés sur le coût initial de l’équipement. Ce qui est parfois négligé ? Les systèmes mal étalonnés perdent environ 12 % de précision chaque trimestre en l’absence de vérifications régulières. Et soyons honnêtes : les pannes imprévues constituent la dépense la plus imprévue. Les lasers de traitement entraînent en effet des pertes de productivité 18 % supérieures à celles des systèmes de balayage, car leur réparation prend plus de temps et leurs tolérances d’erreur sont nettement plus restrictives. La formation revêt également une importance capitale : selon les données sectorielles de l’année dernière, les opérateurs n’ayant pas reçu une formation adéquate commettent environ 30 % d’erreurs supplémentaires dans leurs opérations quotidiennes.
Seuils axés sur le retour sur investissement : lorsque l’investissement dans une puissance supérieure ou des tolérances plus serrées génère un retour mesurable (par exemple, contrôle qualité automobile par rapport à la prototypage rapide)
Lorsque les entreprises investissent de l'argent, elles doivent pouvoir constater des résultats concrets qu'elles peuvent mesurer. Prenons l'exemple du contrôle qualité automobile : lorsque les fabricants resserrent les tolérances de position à environ 0,01 mm, ils réduisent généralement les faux positifs et les défauts sur le terrain d'environ 40 %. Ce niveau de précision permet de doubler approximativement le retour sur investissement en 18 mois, grâce aux économies réalisées sur les garanties et au gain de temps obtenu en évitant de corriger des erreurs. Pour les ateliers spécialisés dans la fabrication rapide de prototypes, la modernisation des équipements porte encore plus rapidement ses fruits. Le passage à un laser à fibre d'une puissance de 500 W ou supérieure peut réduire de près de moitié les délais de production des pièces métalliques. La plupart de ces ateliers récupèrent leurs coûts d'investissement en moins d'un an, car les produits sont validés plus rapidement et atteignent le marché plus tôt. Toutefois, le calcul du seuil de rentabilité devient plus complexe. En effet, la plupart des assemblages mécaniques n'ont guère besoin de tolérances inférieures à 0,05 mm. Par ailleurs, pour les applications non métalliques, il est peu pertinent d'investir dans des lasers dont la puissance dépasse 1 kW. Des données issues du monde réel montrent que le suivi rigoureux du coût total par rapport au retour sur investissement permet aux fabricants de réaliser environ 35 % d'économies sur leurs dépenses en immobilisations, quel que soit le secteur industriel concerné.
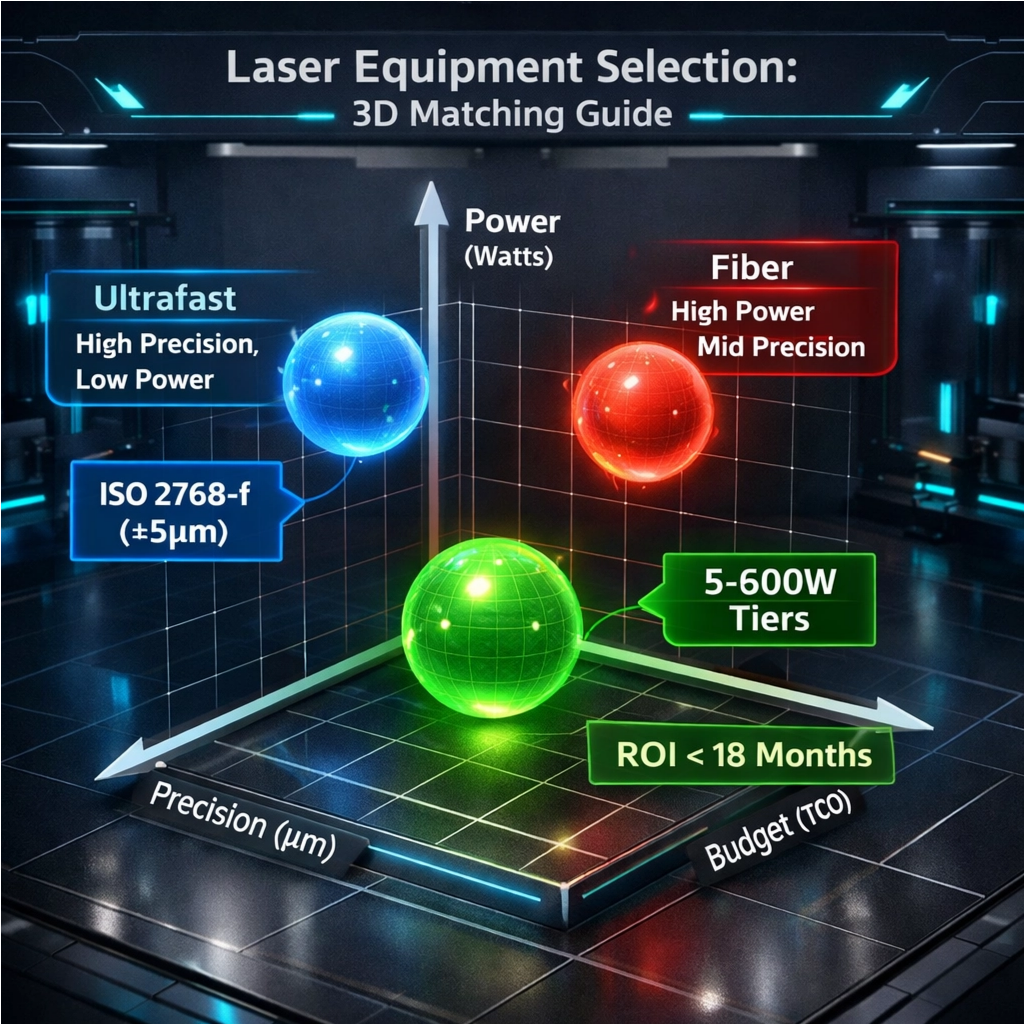
L’arbre décisionnel pour la sélection des équipements laser : intégrer puissance, précision et budget
Choisir le bon équipement laser implique de dépasser les simples caractéristiques techniques figurant sur la fiche technique et de réfléchir à la manière dont l’ensemble fonctionne en synergie. Une bonne approche prend en compte la puissance requise pour l’application concernée, le niveau de précision nécessaire pour les découpes et ce qui s’inscrit dans le budget disponible. L’arbre décisionnel que nous avons élaboré intègre tous ces points essentiels issus des échanges précédents. Il permet de tracer une voie claire vers l’avant, où les caractéristiques techniques correspondent effectivement aux besoins opérationnels quotidiens de l’entreprise, sans toutefois dépasser les limites budgétaires. Lorsque les caractéristiques techniques correspondent aux exigences du monde réel et que les contraintes financières sont prises en compte, c’est alors que les entreprises tirent la plus grande valeur de leur investissement.
Les besoins énergétiques des équipements varient depuis ceux de petits processeurs consommant moins de 50 watts jusqu’à ceux de machines capables de traiter plusieurs kilowatts pour des opérations de découpe. Ces caractéristiques électriques déterminent essentiellement les types de matériaux pouvant être usinés ainsi que la quantité de travail réalisable dans un délai donné. En ce qui concerne les travaux de précision, des facteurs tels que l’exactitude, la reproductibilité d’un cycle à l’autre et la résolution des détails fins deviennent particulièrement importants. Cela revêt une grande importance pour des applications exigeant une fabrication au niveau du micron, comme les dispositifs médicaux ou les composants électroniques complexes. L’analyse des coûts ne se limite pas uniquement au prix d’achat initial. Le coût total englobe également les dépenses continues : pièces de rechange, fréquence de la maintenance, factures d’électricité, arrêts de production potentiels, et même le niveau de compétence requis des opérateurs pour faire fonctionner correctement les machines.
Ce qui confère de la valeur à ce cadre, c’est la manière dont il aide à identifier les meilleurs compromis. Par exemple, dans certains cas, augmenter la puissance s’avère pertinent si cela permet d’obtenir des unités moins coûteuses lorsqu’elles sont produites à grande échelle. Le secteur aérospatial exige souvent une précision extrême, ce qui le pousse à investir dans des optiques spécialisées, même si cela augmente globalement le coût global. À l’inverse, lors de la fabrication rapide de prototypes, l’élément le plus déterminant n’est pas nécessairement la puissance maximale ou une précision ponctuelle allant jusqu’à des fractions de micron. La flexibilité et la maîtrise des coûts initiaux revêtent alors une importance plus grande. Lorsque les entreprises examinent l’ensemble de ces facteurs en fonction des besoins réels de leur projet spécifique, et qu’elles relient ces choix à des retours financiers concrets, l’ensemble du processus devient nettement plus clair. Plutôt que de se sentir submergées par la multitude d’options complexes en matière d’équipements, les entreprises peuvent adopter cette approche structurée, qui équilibre à la fois les considérations opérationnelles pratiques et les impératifs économiques.
Section FAQ
-
Quels sont les principaux types de lasers utilisés dans les applications industrielles ?
Les lasers à fibre, les lasers CO₂, les lasers UV et les lasers ultrarapides constituent les principaux types, chacun étant adapté à des matériaux et des applications spécifiques en fonction de ses caractéristiques de gestion thermique et de compatibilité avec les matériaux. -
Comment les niveaux de puissance laser influencent-ils les procédés de fabrication ?
Les niveaux de puissance influencent les matériaux pouvant être traités efficacement, les épaisseurs pouvant être découpées, ainsi que la précision des procédés tels que la gravure, le soudage et l’impression 3D. -
Quels facteurs les entreprises doivent-elles prendre en compte en plus du coût initial de l’équipement ?
Le coût total de possession (CTP), incluant les consommables, la maintenance, les temps d’arrêt et la formation, doit être pris en compte pour une évaluation budgétaire complète. -
Pourquoi la précision est-elle importante dans les applications laser ?
La précision garantit l’exactitude, la reproductibilité et la résolution, des critères essentiels dans des applications telles que la micro-usinage d’implants médicaux et le contrôle qualité automobile. -
Comment évaluer le retour sur investissement (ROI) lors de la sélection d’un équipement laser ?
Le ROI peut être mesuré grâce à la réduction du temps de production, des taux de défauts et des économies de coûts, qui correspondent aux exigences de précision et de puissance de l’application.
Table des matières
-
Étape 1 : associez votre application aux exigences de puissance laser
- Niveaux de puissance (1–50 W, 50–500 W, plus de 500 W) et leur adéquation respective pour le marquage, la découpe, le soudage et la fabrication additive
- Comment le type de laser (à fibre, CO₂, UV, ultrarapide) influence la gestion thermique, la vitesse et la compatibilité avec les matériaux à chaque niveau de puissance
- Étape 2 : Définir les besoins de précision en fonction du cas d’usage et de la classe de tolérance
-
Étape 3 : Évaluer le budget au-delà du coût initial — Alignement du coût total de possession (CTP) et du retour sur investissement (ROI)
- Détail du coût total de possession : consommables, maintenance, étalonnage, formation et temps d’arrêt, pour les plates-formes de balayage et de traitement laser
- Seuils axés sur le retour sur investissement : lorsque l’investissement dans une puissance supérieure ou des tolérances plus serrées génère un retour mesurable (par exemple, contrôle qualité automobile par rapport à la prototypage rapide)
- L’arbre décisionnel pour la sélection des équipements laser : intégrer puissance, précision et budget