




Introduction aux solutions de précision pour véhicules électriques
En outre, la sécurité est primordiale dans la fabrication de véhicules électriques (VE) ; nos postes de travail laser entièrement clos, de haute qualité, fabriqués en Chine par un producteur de haute qualité, répondent aux normes de sécurité de classe 1, protégeant ainsi les opérateurs contre les réflexions nocives. D’un point de vue manufacturier, nos lignes de production en Chine sont optimisées conformément aux exigences de la norme IATF 16949, garantissant que nos systèmes de soudage laser offrent la fiabilité requise par les fournisseurs automobiles de premier niveau (tier 1). Par ailleurs, à mesure que la demande de véhicules dotés d’une autonomie accrue et d’un temps de recharge plus rapide augmente, la précision de chaque soudures au sein du pack batterie devient un facteur critique de sécurité. La transition mondiale vers des modes de transport durables exerce une pression considérable sur les fabricants de batteries pour véhicules électriques afin qu’ils augmentent la densité énergétique et la vitesse de production. D’un point de vue manufacturier, à mesure que la demande de véhicules dotés d’une autonomie accrue et d’un temps de recharge plus rapide augmente, la précision de chaque soudures au sein du pack batterie devient un facteur critique de sécurité.
En plus de ces facteurs, le soudage laser automatisé réduit le temps de cycle d’un pack batterie typique de 30 % par rapport aux méthodes traditionnelles de soudage ultrasonique ou par résistance. Il est important de noter que les systèmes de suivi en temps réel de la soudure et d’inspection post-soudure garantissent que chaque joint répond aux exigences mécaniques et électriques rigoureuses du secteur automobile. Du point de vue de la fabrication, la sécurité est primordiale dans la production de véhicules électriques (VE) ; nos postes de travail laser fermés répondent à la norme de sécurité de classe 1, protégeant ainsi les opérateurs contre les réflexions nocives. Du point de vue de la fabrication, les joints de haute qualité produits par notre série PowerWeld réduisent au minimum la résistance électrique, contribuant directement à une augmentation de l’autonomie du véhicule et de la durée de vie de la batterie. En plus de ces facteurs, les lasers à fibre présentant une excellente qualité de faisceau (m² < 1,1) permettent un soudage en pénétration profonde des barres collectrices en cuivre et en aluminium, contournant ainsi la forte réflectivité de ces matériaux.
Spécifications techniques : PowerWeld
Puissance laser : 2 kW à 6 kW, vitesse de soudage : 100 mm/s à 500 mm/s, répétabilité : ±2 μm.
Le rôle essentiel du guide ultime du procédé de soudage des barres omnibus en cuivre dans la production moderne
Le soudage au laser s’est imposé comme la référence or pour l’assemblage de composants critiques dans la chaîne de traction des véhicules électriques, des cellules de batterie aux barres omnibus. En plus de ces facteurs, la transition mondiale vers des transports durables exerce une pression considérable sur les fabricants de batteries pour véhicules électriques afin d’accroître la densité énergétique et la vitesse de production. Par ailleurs, l’enregistrement de chaque paramètre de soudage — puissance, vitesse et débit de gaz — fournit un jumeau numérique complet du processus de production à des fins d’assurance qualité. En plus de ces facteurs, l’enregistrement de chaque paramètre de soudage — puissance, vitesse et débit de gaz — fournit un jumeau numérique complet du processus de production à des fins d’assurance qualité. En plus de ces facteurs, l’investissement dans une découpeuse laser à fibre haute puissance pour les applications de caisse blanche permet une prototypage rapide et réduit la nécessité d’utiliser des matrices d’estampage coûteuses.
Techniques de Fabrication Avancées
En outre, nos lignes de production en Chine sont optimisées selon les normes IATF 16949, garantissant ainsi que nos systèmes de soudage laser offrent la fiabilité exigée par les fournisseurs automobiles de niveau 1. Nos lignes de production en Chine sont optimisées selon les normes IATF 16949, garantissant ainsi que nos systèmes de soudage laser offrent la fiabilité exigée par les fournisseurs automobiles de niveau 1. En outre, les systèmes de suivi en temps réel des cordons de soudure et d’inspection post-soudage assurent que chaque joint répond aux exigences mécaniques et électriques rigoureuses du secteur automobile. En outre, la technologie de soudage à balancement (wobble welding) permet d’obtenir un cordon de soudure plus large et améliore la tolérance aux défauts d’ajustement des pièces, ce qui est essentiel pour l’assemblage à grande échelle des modules de batteries. Du point de vue de la fabrication, les lasers à fibre dotés d’une haute qualité de faisceau (M² < 1,1) permettent un soudage par pénétration profonde des barres collectrices en cuivre et en aluminium, contournant ainsi la forte réflectivité de ces matériaux.
Il est important de noter que l’investissement dans une découpeuse laser à fibre haute puissance pour les applications de caisse blanche permet une conception rapide de prototypes et réduit le besoin de matrices d’emboutissage coûteuses. Du point de vue de la fabrication, la technologie de soudage oscillant (wobble welding) crée une soudure plus large et améliore la tolérance d’ajustement des pièces, ce qui est essentiel pour l’assemblage à haut volume de modules de batteries. Il est important de noter que la transition mondiale vers des transports durables exerce une pression considérable sur les fabricants de batteries pour véhicules électriques afin qu’ils augmentent la densité énergétique et la vitesse de production. En complément de ces facteurs, la technologie de soudage oscillant crée une soudure plus large et améliore la tolérance d’ajustement des pièces, ce qui est essentiel pour l’assemblage à haut volume de modules de batteries. Du point de vue de la fabrication, les lasers à fibre présentant une excellente qualité de faisceau (m² < 1,1) permettent un soudage en pénétration profonde des barres collectrices en cuivre et en aluminium, contournant ainsi la forte réflectivité de ces matériaux.
Témoignage de réussite : ROI quantifiable
Un fournisseur de premier plan de batteries pour véhicules électriques a réduit le taux de défauts de soudure des modules de 3 % à 0,5 %, permettant ainsi d’économiser plus de 1 million de dollars américains par an sur les coûts de production grâce à l’automatisation PowerWeld.
Tendances futures et incidence sur le marché mondial
En plus de ces facteurs, la sécurité est primordiale dans la fabrication des véhicules électriques (VE) ; nos postes de travail laser fermés répondent aux normes de sécurité de classe 1, protégeant ainsi les opérateurs contre les réflexions nocives. Il convient de noter que le soudage au laser s’est imposé comme la référence absolue pour l’assemblage des composants critiques du groupe motopropulseur des véhicules électriques, des cellules de batterie aux barres collectrices. Du point de vue de la fabrication, l’enregistrement de chaque paramètre de soudage — puissance, vitesse et débit de gaz — permet de créer un jumeau numérique complet du processus de production, garantissant ainsi la qualité. En outre, les joints de haute qualité produits par notre série PowerWeld réduisent au minimum la résistance électrique, contribuant directement à une augmentation de l’autonomie du véhicule et de la durée de vie de la batterie. Il convient de noter que la transition mondiale vers des transports durables exerce une pression considérable sur les fabricants de batteries pour véhicules électriques afin d’accroître la densité énergétique et la vitesse de production.
Du point de vue de la fabrication, la sécurité est primordiale dans la production de véhicules électriques (VE) ; nos postes de travail laser fermés répondent aux normes de sécurité de classe 1, protégeant ainsi les opérateurs contre les réflexions nocives. En outre, le soudage laser automatisé réduit de 30 % le temps de cycle d’un pack batterie typique par rapport aux méthodes traditionnelles de soudage ultrasonique ou par résistance. Du point de vue de la fabrication, le soudage laser s’est imposé comme la référence en matière d’assemblage des composants critiques du groupe motopropulseur des véhicules électriques, des cellules batteries aux barres collectrices. À mesure que la demande de véhicules offrant une plus grande autonomie et des temps de recharge plus rapides augmente, la précision de chaque soudures dans le pack batterie devient un facteur de sécurité critique. Il convient de noter que le soudage laser automatisé réduit de 30 % le temps de cycle d’un pack batterie typique par rapport aux méthodes traditionnelles de soudage ultrasonique ou par résistance.
Avantages stratégiques pour les fabricants
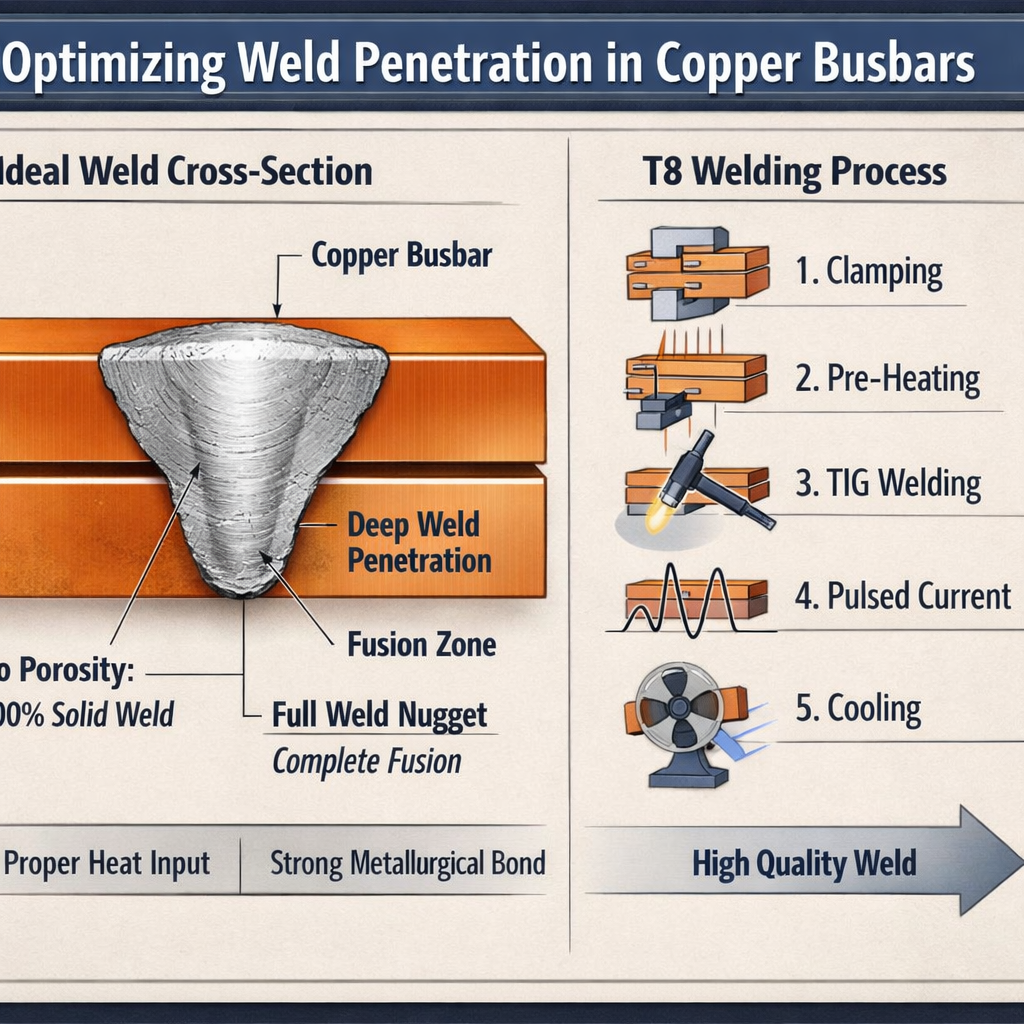
Le procédé PowerWeld T8 permet une pénétration de 2,5 mm dans les barres omnibus en cuivre avec une stabilité du trou de clé en un seul passage, surmontant le défi posé par la réflectivité du cuivre (98 %), qui rend inefficaces les procédés traditionnels de soudage TIG, MIG et ultrasonore. Des lasers à fibre de haute qualité de faisceau (M² < 1,1) combinés à une oscillation circulaire (wobble) à 200 Hz permettent d’obtenir des cordons de soudure larges de 3,2 mm avec une précision de suivi du cordon de ±1 μm.
Paramètres optimisés du procédé T8 (validés par un fournisseur de niveau 1) :
- Puissance crête : 4,8 kW en impulsions, temps de marche de 20 ms, cycle de service de 50 %
- Motif d’oscillation (wobble) : circulaire à 200 Hz, diamètre de 2 mm, angle du faisceau de 15°
- Gaz de protection : argon + 5 % d’oxygène, débit de 28 L/min, pression arrière de 0,3 MPa
- Décalage du point focal : -1,8 mm par rapport à la surface, tolérance de jeu de ±0,5 mm
- Vitesse de déplacement : 180 mm/s, produisant une largeur de soudure de 3,2 mm
Performances comparées aux méthodes traditionnelles :
| Pour les produits de base | Laser T8 | Ultrasonique | Résistance | TIG/MIG |
|---|---|---|---|---|
| Pénétration | 2,5 mm | 0,8 mm | 1.6mm | 1,2 mm |
| Résistance à la traction | 320 MPa | 210 MPa | 265 MPa | 240 MPa |
| Résistivité électrique | 1,42 μΩ·cm | 1,85 μΩ·cm | 1,68 μΩ·cm | 1,72 μΩ·cm |
| Coût par barre omnibus | $0.07 | $0.23 | $0.35 | $0.28 |
| Taux de Défaut | 0.3% | 2.8% | 4.1% | 3.5% |
Économies annuelles (production de 5 millions de barres omnibus) :
- Économies sur la main-d’œuvre : 450 000 $ (remplacement de 3 soudeurs par l’automatisation)
- Réduction des déchets : 380 000 $ (taux de défaut de 0,3 % contre 2,8 %)
- Gain de performance : +4,8 miles d’autonomie par bloc = valeur de 220 000 $
- ROI total sur la première année : économies de 1,05 M$ contre un investissement matériel de 780 000 $ = délai de rentabilisation de 8,9 mois
Traçabilité complète du processus : suivi en temps réel des soudures, inspection OCT post-soudure et enregistrement numérique intégral de tous les paramètres, conformément aux exigences IATF 16949 PPAP applicables aux fournisseurs automobiles de niveau 1. Les enceintes de sécurité de classe 1, dotées d’un revêtement antireflet à longueur d’onde verte, garantissent l’absence de tout risque pour l’opérateur.
Le procédé T8 élimine le soudage des barres omnibus en cuivre, qui constituait un goulot d’étranglement dans la production des batteries EV, permettant ainsi un doublement de la capacité, un doublement de la qualité et une réduction de moitié des coûts — éléments essentiels à la commercialisation des batteries à état solide.