




Grundlegende Unterschiede bei den PV-Laser-Rill-Parametern zwischen PERC- und TOPCon-Architekturen
Unterschiede bei thermischem und Ablations-Schwellenwert zwischen Al-BSF- und Poly-Si-Passivierungsschichten
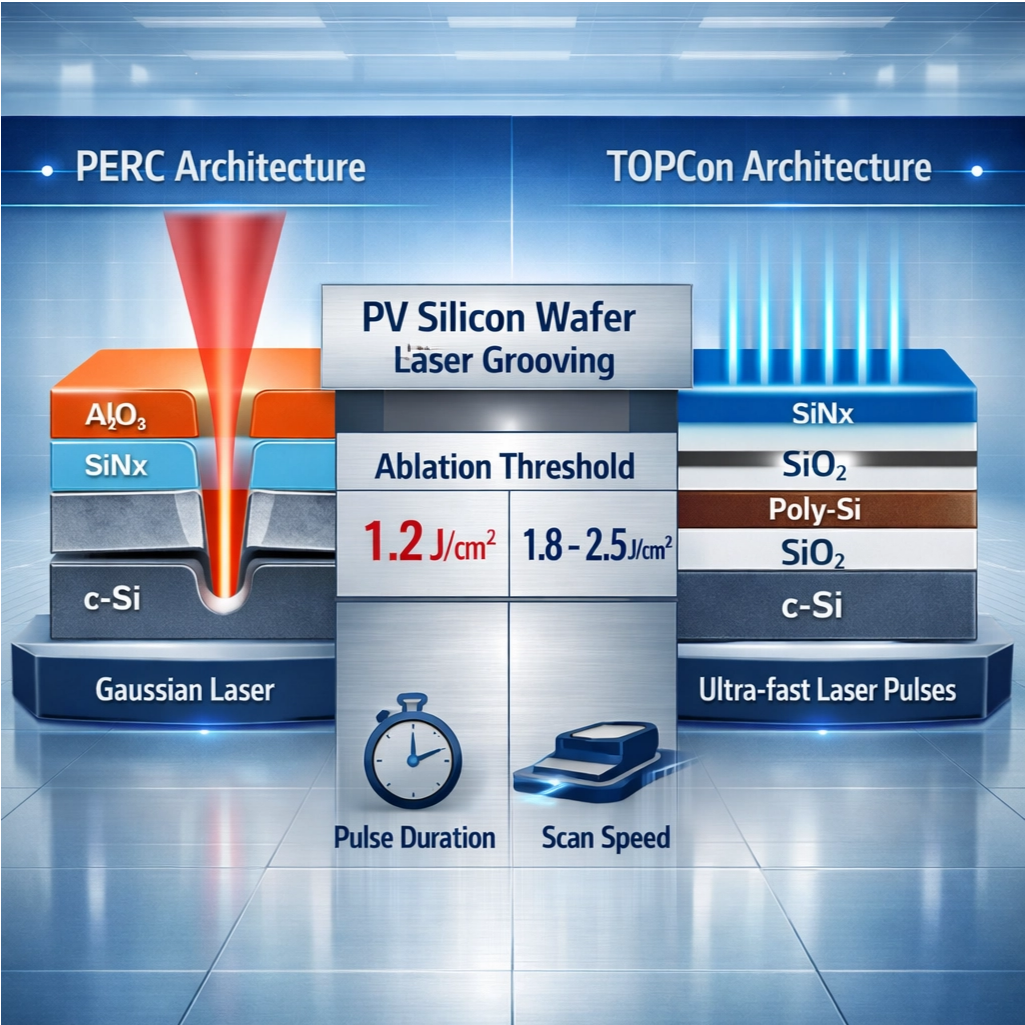
PERC-Zellen verfügen über ein sogenanntes Aluminium-Rückseitenfeld (Al-BSF) mit einer ziemlich einheitlichen Struktur des Rückseitenkontakts. Diese Anordnung ermöglicht ziemlich vorhersehbare Wechselwirkungen, wenn Laser auf das Material eingesetzt werden – typischerweise bei einer Ablations-Schwellenenergie von etwa 1,2 J pro Quadratzentimeter. Bei der TOPCon-Technologie sieht die Situation jedoch anders aus: Die Kombination aus Tunneloxidschicht und polykristallinem Silizium (Poly-Si) führt zu einer deutlich komplexeren Situation, bei der sich die Wärmeleitfähigkeiten zwischen den einzelnen Schichten unterscheiden. Da Poly-Si Wärme besser ableitet, steigt die Ablations-Schwellenenergie auf Werte zwischen 1,8 und 2,5 J pro Quadratzentimeter an. Die genaue Dosierung der eingesetzten Energie ist hier von entscheidender Bedeutung: Zu viel Leistung kann die Poly-Si-Schichten tatsächlich zum Reißen bringen, während zu wenig Energie unerwünschte Oxidrückstände hinterlässt. Bei Standard-PERC-Zellen kann eine Überschreitung von etwa 1,5 J pro Quadratzentimeter zu Problemen wie Aluminiumspritzen und elektrischen Kurzschlüssen führen.
Auswirkung der Komplexität des Schichtaufbaus auf die Qualität der Nutkanten und das Rekombinationsrisiko
Die komplexe fünfschichtige Struktur von TOPCon (SiNx auf SiO2, dann poly-Si, gefolgt von einer weiteren SiO2-Schicht auf c-Si) birgt im Vergleich zur einfacheren dreischichtigen Aufbauweise der PERC-Technologie (Al2O3/SiNx/c-Si) ein deutlich höheres Risiko einer Randrekombination während des Nutenfräsens. Wenn sich thermische Energie während der Verarbeitung ungleichmäßig durch diese poly-Si-Schichten ausbreitet, entstehen tatsächlich mikroskopisch kleine Risse etwa 3 bis 5 Mikrometer jenseits der Nutkanten. Diese Defekte erhöhen die Oberflächenrekombinationsrate um rund 40 % mehr als bei PERC-Zellen. Um dieses Problem zu beheben, benötigen Hersteller extrem kurze Laserpulse mit einer Dauer unter 10 Pikosekunden, um die Wärmeschädigung lokal zu begrenzen. Bei der PERC-Technologie tritt hingegen ein völlig anderes Problem auf: Überschreitet der Schnittwinkel der Nuten 70 Grad, entstehen häufig Lücken in der Metallbeschichtung, was die Zelleffizienz um etwa 0,8 % senkt. Das bedeutet, dass Solarmodulhersteller ihre Laser-Nutfrästechniken an die jeweilige Zellarchitektur anpassen müssen. TOPCon funktioniert im Allgemeinen am besten mit mehreren, zeitlich gestaffelten Laserpulsen, um thermische Spannungen besser zu bewältigen, während PERC-Zellen typischerweise glattere Kanten aufweisen, wenn sie mit gaußförmigen Laserstrahlen bearbeitet werden.
Festlegung des robusten PV-Laser-Rillen-Prozessfensters
Kritische Parameter-Kompromisse: Pulsdauer, Fluence und Scan-Geschwindigkeit für eine gleichmäßige Tiefenkontrolle (±0,3 μm)
Die Erzielung einer Tiefengleichmäßigkeit innerhalb von ±0,3 μm hängt stark davon ab, das richtige Gleichgewicht zwischen Pulsdauer, Fluenzniveau und der Geschwindigkeit zu finden, mit der wir über das Material scannen. Bei kürzeren Pulsen im Bereich von 10 bis 50 Nanosekunden entstehen kleinere wärmeeinflusste Bereiche, doch muss die Fluens auf etwa 2 bis 5 Joule pro Quadratzentimeter erhöht werden, um eine ordnungsgemäße Abtragung zu gewährleisten. Umgekehrt ermöglichen längere Pulse eine bessere Energieübertragung, können jedoch durch übermäßige Erwärmung jene empfindlichen Passivierungsschichten beschädigen. Auch die Scan-Geschwindigkeit muss eng mit den gewählten Fluenseinstellungen abgestimmt sein: Werte über 5 Meter pro Sekunde führen meist zu keilförmigen Rillen, während Geschwindigkeiten unter 2 m/s in der Regel lästige Mikrorisse im Material verursachen. Wie die meisten Hersteller im täglichen Betrieb feststellen, ermöglicht eine Erhöhung der Fluens um etwa 0,5 J/cm² ein um rund 15 % schnelleres Scannen, ohne Einbußen bei der Tiefenkontrolle in Kauf nehmen zu müssen. Zu beachten ist ferner, dass eine räumliche Pulsüberlappung von weniger als 30 % hilft, Wärmesammelprobleme zu vermeiden. Dies macht einen entscheidenden Unterschied beim Vergleich der PERC- mit der TOPCon-Technologie aus, da diese poly-Si-Schichten etwa 40 % mehr Energie benötigen, bevor sie im Vergleich zu herkömmlichen Al-BSF-Strukturen zu abtragen beginnen.
Einzelpass- vs. Mehrfachpass-Nutfräsen: Kompromisse zwischen Ausbeute, Durchsatz und Stabilität der Randisolierung
| Parameter | Einpass | Mehrpass |
|---|---|---|
| Durchsatz | Hoch (8–12 Wafer/Min.) | Mittel (4–6 Wafer/Min.) |
| Randisolierung | ±15 % Streuung des Leckstroms | ±5 % Leckstromstabilität |
| Ertragsauswirkung | 3–5 % niedriger aufgrund von Rückständen | >98 % bei kontrollierter Umabscheidung |
| Thermisches Management | Störanfällig bei Leistungen >1 kW | Optimiert durch gestufte Energiezufuhr |
Bei Verwendung von Ein-Pass-Nutungstechniken erzielen Hersteller eine maximale Durchsatzleistung, stoßen jedoch auf Probleme mit ungleichmäßigen Kanten und der Ansammlung von Silizium-Abfällen. Dies wird besonders problematisch für Anwender komplizierter poly-Si/SiOx-Schichtstrukturen bei TOPCon-Zellen. Der Einsatz einer Mehr-Pass-Methode hilft hier deutlich weiter, da die Energiezufuhr über mehrere Schritte verteilt wird. Dadurch sinken die Spitzen Temperaturen um rund 60 Grad Celsius, und die Kantenisolationen werden deutlich stabiler. Zu beachten bleibt allerdings, dass die Produktionsgeschwindigkeit um etwa 50 % sinkt – was bedeutet, dass Unternehmen vor einem Wechsel sorgfältige Kosten-Nutzen-Analysen durchführen müssen. Untersuchungen aus dem vergangenen Jahr zeigten, dass Mehr-Pass-Verfahren nur dann wirtschaftlich sinnvoll sind, wenn die Zellwirkungsgrade über 24 % hinausgehen. Bei PERC-Wafern haben viele Fabriken hybride Strategien übernommen: Sie beginnen mit einem starken ersten Pass und folgen diesem mit schonenderen Reinigungspässen. Solche Kombinationen erreichen typischerweise eine Ausbeute von rund 96 % bei einer Verarbeitungsgeschwindigkeit von etwa sieben Wafern pro Minute. Letztendlich sollte sich jeder, der seinen Fertigungsprozess optimiert, stark auf die Vermeidung von Randrekombinationsproblemen konzentrieren, denn selbst geringfügige Verluste an dieser Stelle wirken sich unmittelbar auf die Effizienz aus. Bereits ein Prozent weniger Isolation entspricht einer um rund 0,3 % niedrigeren Gesamtleistung – ein Ergebnis, das kein Hersteller in seiner Gewinn-und-Verlust-Rechnung sehen möchte.
Validierung und Messung der PV-Laser-Rillenparameter in der Hochdurchsatzproduktion
Vergleich von Inline-Messtechniken: OCT vs. konfokale Mikroskopie für eine Rillentiefe-Unsicherheit von <±50 nm
Tiefenmessungen unterhalb von 50 Nanometern in der Serienfertigung erfordern heutzutage eine durchaus anspruchsvolle Inline-Messtechnik. Die optische Kohärenztomographie (OCT) leistet hier recht gute Arbeit und bietet schnelle, berührungslose 3D-Bildgebung mit einer Kapazität von rund 200 Wafern pro Stunde. Damit eignet sie sich gut für die derzeit überall verbreiteten Hochvolumen-Produktionslinien für PERC- und TOPCon-Zellen. Das Prinzip der OCT basiert auf Interferenzmustern und ermöglicht es, selbst kleinste Tiefenänderungen bis in den Mikrometerbereich zu erfassen; allerdings stößt sie an ihre Grenzen, wenn es um besonders steile Wandneigungen über 80 Grad geht. Die konfokale Mikroskopie hingegen verfolgt einen anderen Ansatz: Sie nutzt laserbasierte Abtastung mit Lochblendenfiltern zur Oberflächenanalyse. Dieses Verfahren liefert insbesondere bei komplexen Nutzformen eine bessere vertikale Auflösung – nachgewiesen mit einer Genauigkeit von ±20 Nanometern. Allerdings ist es langsamer und reduziert die Produktionsgeschwindigkeit um etwa 30 %; der Gewinn an Detailgenauigkeit kompensiert diesen Nachteil jedoch. Konfokale Systeme erkennen störende Mikrorisse sowie Rückstände von Ablationsmaterial, die später zu Problemen in den Silizium-Passivierungsschichten führen können. Wenn Hersteller zwischen Geschwindigkeit und erforderlicher Genauigkeit abwägen müssen, eignet sich OCT in der Regel am besten für flache Strukturen mit einer Tiefe unter 3 Mikrometern. Für tiefere Strukturen hingegen – wie sie beispielsweise bei TOPCon-Designs auftreten, wo Wärmeschäden ein großes Problem darstellen – greifen erfahrene Ingenieure meist lieber auf die konfokale Mikroskopie zurück.
Häufig gestellte Fragen
Was ist der Hauptunterschied zwischen PERC- und TOPCon-Zelltechnologien?
PERC-Zellen nutzen eine Aluminium-Rückseitenfeldstruktur (Al-BSF), während TOPCon-Zellen eine komplexere Schicht enthalten, die polykristallines Silizium (Poly-Si) und Tunneloxid umfasst; dies ermöglicht höhere Ablationsgrenzwerte, führt aber auch zu einer erhöhten Prozesskomplexität.
Warum ist das Laser-Nutzen in der Photovoltaik-Zellfertigung wichtig?
Das Laser-Nutzen ist entscheidend für das präzise Schneiden von Schichten bei der Solarzellenherstellung und beeinflusst somit Wirkungsgrad, Kantenqualität sowie das Risiko einer Rekombination – und damit letztlich die Gesamtleistung der Zellen.
Wie wirkt sich die Pulsdauer auf den Nutzprozess aus?
Die Pulsdauer spielt eine entscheidende Rolle bei der Steuerung des wärmeeinflussspezifischen Bereichs und der Tiefengleichmäßigkeit. Kürzere Pulse minimieren die Wärmeausbreitung, erfordern jedoch eine höhere Fluence für eine effektive Ablation; längere Pulse können hingegen zu einer übermäßigen Wärmeentwicklung führen und empfindliche Schichten beschädigen.
Welche Vorteile bieten Mehrdurchgangs-Nutzverfahren?
Mehrfach-Drehfräsverfahren verteilen die Energieaufbringung, wodurch die Spitzen temperaturen gesenkt und die Stabilität der Kantenisolierung verbessert werden. Allerdings verringern sie die Produktionsgeschwindigkeit, sodass eine Kosten-Nutzen-Analyse erforderlich ist, um die wirtschaftliche Tragfähigkeit zu bestimmen.
Wie werden OCT und konfokale Mikroskopie in der Produktionslinien-Messung eingesetzt?
OCT liefert schnelle, berührungslose 3D-Bilder für flache Merkmale und eignet sich daher für Hochdurchsatz-Umgebungen. Die konfokale Mikroskopie bietet eine höhere Auflösung für komplexe Formen und ermöglicht die Erkennung von Mikrorissen, allerdings mit geringerer Geschwindigkeit – was sie für detaillierte Inspektionen komplexer Schichtstrukturen besonders geeignet macht.
Inhaltsverzeichnis
- Grundlegende Unterschiede bei den PV-Laser-Rill-Parametern zwischen PERC- und TOPCon-Architekturen
- Festlegung des robusten PV-Laser-Rillen-Prozessfensters
- Validierung und Messung der PV-Laser-Rillenparameter in der Hochdurchsatzproduktion
-
Häufig gestellte Fragen
- Was ist der Hauptunterschied zwischen PERC- und TOPCon-Zelltechnologien?
- Warum ist das Laser-Nutzen in der Photovoltaik-Zellfertigung wichtig?
- Wie wirkt sich die Pulsdauer auf den Nutzprozess aus?
- Welche Vorteile bieten Mehrdurchgangs-Nutzverfahren?
- Wie werden OCT und konfokale Mikroskopie in der Produktionslinien-Messung eingesetzt?