




Die entscheidende Rolle von Titan in kardialen Implantaten
Herzschrittmacher und implantierbare Kardioverter-Defibrillatoren (ICDs) retten täglich Leben – ihr Erfolg hängt jedoch von einer oft übersehenen Komponente ab: dem titan-Gehäuse . Diese dünnwandige Umhüllung muss empfindliche Elektronik hermetisch versiegeln und gleichzeitig jahrzehntelang Biegebeanspruchung, Temperaturschwankungen und korrosive Körperflüssigkeiten aushalten – und das alles in einem Raum kleiner als eine Streichholzschachtel.
Die Fertigungsherausforderung? Präzise Geometrien zu schneiden, ohne Spannungen einzuführen restspannungen, Mikrorisse oder Oberflächenkontamination die die Schweißbarkeit oder die Langzeitintegrität beeinträchtigen könnten. Mechanische Verfahren wie Fräsen oder EDM reichen hier oft nicht aus und hinterlassen wärmebeeinflusste Schnittkanten, die bei Ermüdungsbelastung versagen neigen.
GuangYao Laser's PrecisionLase MediCut Tube System und kompatible medizinische Workstations adressieren dies direkt, indem sie eine gesteuerte ultrakurzzeitlaserbasierte Abtragung einsetzen, um saubere, spannungsminimierte Schnitte in Titanrohren und -blechen zu erzeugen – optimiert für die anspruchsvollen Anforderungen weltweiter OEMs für kardiale Geräte.
Titanlegierungsauswahl und Realitäten der Bearbeitung
Medizinische Implantate verwenden typischerweise handelsübliches Reintitan (Grad 1–4) oder Ti-6Al-4V (Grad 5) . Grad 2 bietet das beste Verhältnis von Duktilität und Festigkeit für Gehäuse, während Grad 5 eine höhere Steifigkeit für kleinere Geräte bereitstellt. Beide bilden eine natürliche Oxidschicht für die Biokompatibilität, doch ihre geringe Wärmeleitfähigkeit (~22 W/m·K) macht ein effizientes Wärmemanagement während des Schneidens unerlässlich.
Häufige Fallstricke bei der Titanverarbeitung umfassen:
- Lokale Überhitzung zur Bildung einer Alpha-Schicht (Versprödung).
- Oxidverfärbung beeinträchtigt die Schweißoptik und die Dichtigkeit.
- Kantengrate die das Laserschweißen oder das Diffusionsschweißen stören.
Ultra-schnelle Laser umgehen diese Probleme, indem sie die Energie in derart kurzen Impulsen abgeben, dass das Material verdampft, bevor sich Wärme ausbreiten kann. Dadurch bleibt die wärmeeinflusszone (HAZ) auf nur wenige Mikrometer begrenzt, wodurch die Mikrostruktur und mechanischen Eigenschaften der Legierung erhalten bleiben. Die Systeme von GuangYao Laser optimieren dies durch einstellbare Pulsparameter und Schutzgasabschirmung.
Optimierte Schneidparameter für Titan-Gehäuse
Im Folgenden finden Sie eine praktische Orientierungshilfe für Schnitte an Titan-Gehäusen, basierend auf etablierten Richtlinien für medizinische Laserbearbeitung:
|
Parameter |
Typischer Bereich |
Engineering-Auswirkung |
|
Laserwellenlänge |
1064 nm (Faser) oder 1030 nm (Yb) |
Entspricht der Ti-Absorptionspeak |
|
Pulsdauer |
10–30 Pikosekunden |
Minimiert thermische Effekte |
|
Spitzenleistungsdichte |
1–3 GW/cm² |
Gewährleistet eine saubere Ablation ohne Schmelzen |
|
Wiederholungsrate |
200–600 kHz |
Steuert Durchsatz im Verhältnis zur Kantenqualität |
|
Stellgröße |
15–25 µm |
Definiert die Schlitzpräzision und Eckradien |
|
Assist Gas Druck |
2–5 bar (Argon/N₂) |
Verhindert Plasmaabschirmung und Oxidation |
|
Resultierende Schnittkanten-HAZ |
<5 µm |
Ermöglicht direktes Schweißen ohne Nacharbeit |
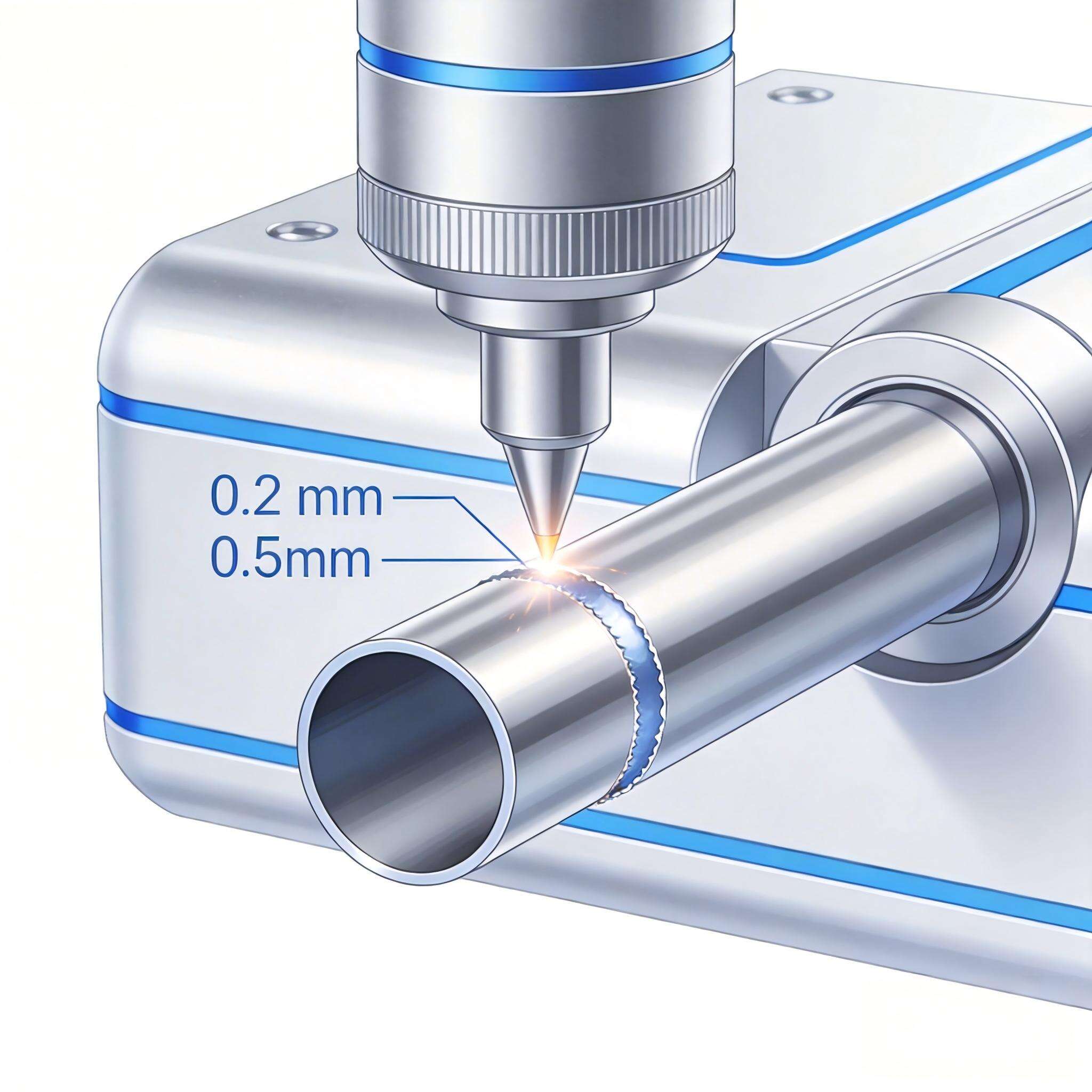
Diese Einstellungen ergeben Schnittbreiten von 20–40 µm bei einer Oberflächenrauheit (Ra) von ca. 0,3 µm – damit ist die Oberfläche ohne umfangreiche Nachbearbeitung dichtungsreif. Laserarbeitsstationen von GuangYao ermöglichen eine Echtzeiteinstellung, sodass Ingenieure die Parameter gezielt an die Wandstärke (typischerweise 0,2–0,5 mm) oder die Konturkomplexität anpassen können.
Spannungskontrolle: Vom Schnitt bis zum schweißfertigen Zustand
Restspannungen sind der stille Killer bei Titanimplantaten. Selbst geringfügige Zugspannungen in der Nähe der Schnittkante können Risse während des Deckelschweißens auslösen oder die Ermüdung im Körper beschleunigen. Das Laserschneiden mindert dies durch:
- Kalte Ablation : Impulsdauern, die kurz genug sind, um Schmelzpfützen zu vermeiden.
- Scan-Strategie : Überlappende Durchläufe mit kontrollierter Überlappung (20–30 %) für eine gleichmäßige Energiedistribution.
- Kühlung nach dem Scannen : Inertgasstrom verhindert thermische Gradienten.
Die Validierung umfasst häufig Röntgenbeugung (XRD) zur Spannungsabbildung oder Mikro-Raman-Spektroskopie. Schnitte von GuangYao-Systemen weisen typischerweise Druckspannungen an der Oberfläche auf – vorteilhaft für die Ermüdungsfestigkeit – im Gegensatz zu den Zugspannungen mechanischer Verfahren.
Die Inline-Überwachung fügt eine weitere Ebene hinzu: Vision-Systeme prüfen die Kantengeradheit (Toleranz ±3 µm), während Akustik-Emissions-Sensoren Anomalien wie partielle Durchdringung melden. Dieser geschlossene Regelkreis gewährleistet die Konsistenz jeder Gehäusecharge.
Dauerhaftigkeitstests: Simulation der Implantat-Lebensdauer
Herzschrittmacher-Gehäuse müssen 10-15 Jahre die Dauer einer Implantation überstehen, was Milliarden von Herzzyklen entspricht. Zu den beschleunigten Prüfverfahren zählen:
- Ermüdung unter pulsierender Last : 10 7-108 Zyklen bei 5–20 % Dehnung.
- Thermisches Zyklen : −40 °C bis +85 °C, über 1.000 Zyklen.
- Korrosionsbeanspruchung : Simulierte Körperflüssigkeit (pH 7,4) über mindestens 6 Monate.
- Helium-Leckrate : <10⁻⁹ atm·cm³/s gemäß MIL-STD-202.
Laserzugeschnittenes Titan aus optimierten Prozessen überzeugt hier: Die Kanten behalten ihre Integrität ohne Rissinitiierung, und die passive Oxidschicht bleibt stabil. Die Anwendungsbetreuung von GuangYao Laser umfasst häufig auch Unterstützung bei diesen Tests und hilft Kunden dabei, die Schnittqualität mit den Testergebnissen für regulatorische Unterlagen in Beziehung zu setzen.
Fallstudie: Skalierung der Produktion kardialer Geräte
Betrachten Sie einen mittelständischen OEM, der von der Elektroerosion (EDM) auf Laserschneiden für ICD-Gehäuse umstellt. Bei den ersten mechanischen Schnitten zeigten sich 15–20 µm Kantenverzerrung, was bei 8 % der Einheiten zu Schweißlufteinschlüssen führte. Nach Einführung einer GuangYao-Laser-Workstation-Setup:
- Die Kantengeradheit verbesserte sich auf weniger als 5 µm über 50 mm Länge.
- Die Ausschussquote bei Schweißungen sank unter 1 %.
- Die Zykluszeit pro Gehäuse verringerte sich von 8 auf 4 Minuten.
Der Schlüssel war die Parameterzuordnung für ihr spezifisches Rohr der Güteklasse 2 (0,3 mm Wandstärke). Mittlerweile läuft die Produktion im Mehrschichtbetrieb; wöchentlich werden über 2.000 Einheiten verarbeitet – mit vollständiger Rückverfolgbarkeit von den Schnittdaten bis zur Seriennummerierung des fertigen Geräts.
Schweißintegration und hermetische Versiegelung
Laser-geschnittene Kanten passen sich natürlich an laserschweißen für Deckelbefestigung an. Die sauberen, nahezu verzugsfreien Schmelzbereiche gewährleisten konsistente Schmelzpfützen und nahtlose, hohlenfreie Verbindungen. Häufig verwendete Anlagen nutzen Galvo-Scanner zum Konturverfolgen oder Faserverbindungssysteme für tiefe Durchdringung.
Die Oberflächenvorbereitung ist minimal: Ultraschallreinigung in entionisiertem Wasser, gefolgt von einem Abwischen mit Isopropanol (IPA). Kein aggressives Ätzen erforderlich, wodurch die Oxidschicht zur Korrosionsschutzwirkung erhalten bleibt. Dieser optimierte Prozessablauf unterstützt schlankes Fertigen in ISO-13485-zertifizierten Produktionslinien.
Produktionsökonomie und Eignung für Reinräume
Neben der Qualität bietet das Laserschneiden praktische Vorteile:
- Keinen Werkzeugverschleiß gibt — unbegrenzte „Werkzeuglebensdauer“ im Gegensatz zum Fräsen.
- Trockener Prozess — keine Schneidflüssigkeiten oder Spänebehandlung.
- Kompakte Standfläche — passt problemlos in Reinräume der Klasse 7/8.
Die modularen Arbeitsstationen von GuangYao Laser integrieren Abzug, Verriegelungen und Datenaufzeichnung serienmäßig und erleichtern so die Validierung. Für Hersteller von kardialen Geräten mit hohem Durchsatz (5.000–20.000 Einheiten/Monat) stabilisieren sich die Kosten pro Teil – inklusive Abschreibung – unter 2 USD.
Häufig gestellte Fragen
F: Wie vergleicht sich das Laserschneiden mit dem Wasserstrahlschneiden bei Titangehäusen?
Wasserstrahl vermeidet Wärme, erzeugt jedoch eine Taperung und erfordert umfangreiches Entgraten. Das Laserschneiden liefert geradere Kanten mit besserer Vorbereitung für das Schweißen, setzt allerdings eine präzise Steuerung der Parameter voraus.
F: Können PrecisionLase-Systeme verschiedene Titanlegierungen verarbeiten?
Ja – Grad 1 bis 5 sowie kundenspezifische Legierungen. Die Impulsenergie wird entsprechend Härte und Reflexionsvermögen skaliert, um konsistente Ergebnisse über alle Materialien hinweg zu gewährleisten.
F: Welche Nachbearbeitung ist nach dem Schneiden üblicherweise erforderlich?
Meist reichen Reinigung und Inspektion aus. Bei anspruchsvollen optischen Anforderungen (Spiegelfinish) erfolgt eine Elektropolitur; schweißfertige Kanten sind jedoch Standard.
F: Wie validieren Sie die Schnittqualität für die regulatorische Zulassung?
Querschnitte mittels REM/FIB, Spannungsanalyse mittels Röntgenbeugung (XRD), Dichtheitsprüfungen nach ASTM F2096. GuangYao liefert Prozessdaten zur Unterstützung Ihrer IQ/OQ/PQ-Protokolle.
Zukunftssichere Herstellung kardialer Geräte
Mit der Miniaturisierung von Geräten hin zu fühlerlosen Schrittmachern und bioresorbierbaren Hybridlösungen werden die Toleranzen auf unter 10 µm verschärft. Adaptive Lasersysteme – mit KI-basierter Bahnoptimierung und Mehrwellenlängenquellen – werden diesen Wandel vorantreiben.
PrecisionLase-Plattformen von GuangYao Laser positionieren Hersteller an der Spitze: spannungsfreie Titanverarbeitung, die sich nahtlos vom Prototyp bis zur Serienfertigung skalieren lässt und sicherstellt, dass jeder Herzschlagmonitor mit einer Präzision beginnt, der Sie vertrauen können.
Inhaltsverzeichnis
- Die entscheidende Rolle von Titan in kardialen Implantaten
- Titanlegierungsauswahl und Realitäten der Bearbeitung
- Optimierte Schneidparameter für Titan-Gehäuse
- Spannungskontrolle: Vom Schnitt bis zum schweißfertigen Zustand
- Dauerhaftigkeitstests: Simulation der Implantat-Lebensdauer
- Fallstudie: Skalierung der Produktion kardialer Geräte
- Schweißintegration und hermetische Versiegelung
- Produktionsökonomie und Eignung für Reinräume
- Häufig gestellte Fragen
- Zukunftssichere Herstellung kardialer Geräte
