




Verständnis der Kosten-Treiber für die Laserschweißung von EV-Akkupacks
Die Kosten für das Laserschweißen von Batteriepacks für Elektrofahrzeuge setzen sich aus mehreren Hauptbereichen zusammen: dem Kauf der Ausrüstung, den Betriebskosten, der Effizienz bei der Materialnutzung sowie der Geschwindigkeit, mit der die Fertigung abläuft. Faserglaslaser werden üblicherweise zum Verbinden von Aluminiumteilen eingesetzt, sind jedoch mit Preisen von rund 120.000 US-Dollar bis hin zu 500.000 US-Dollar deutlich teurer. Grünlichtlaser eignen sich besser für Kupfer, da Kupfer Licht stark reflektiert; Hersteller müssen dafür allerdings etwa 20 bis 30 Prozent mehr zahlen. Auch der Betrieb dieser Systeme ist kostspielig: Ein typisches 1000-Watt-System verbraucht allein für Strom jährlich zwischen 3.000 und 6.000 US-Dollar; zudem sind regelmäßige Wartungsarbeiten an den optischen Komponenten erforderlich. Was all dies rechtfertigt, ist die deutlich geringere Fehlerquote während der Fertigung. Dank der hohen Präzision entstehen weniger Verformungen und weniger Fehler – dies spart etwa 20 % an Materialkosten und halbiert den Ausschuss im Vergleich zu älteren Verfahren. Wenn Unternehmen automatisierte Strahlabtasttechnologie einsetzen, erzielen sie tatsächlich eine höhere Wertschöpfung, da die Produktionsmengen steigen, ohne dass die Fixkosten in gleichem Maße ansteigen müssen. Die Betrachtung all dieser miteinander verbundenen Faktoren – Gerätespezifikationen, Energieverbrauch, Ausschussquote (Verhältnis von funktionsfähigen zu fehlerhaften Produkten) sowie Durchlaufgeschwindigkeit innerhalb der Fabrik – hilft Herstellern dabei, die Kosten für das Laserschweißen von EV-Batterien zu senken, ohne dabei die Qualitätsanforderungen einzubüßen, die bei der monatlichen Produktion von Zehntausenden von Einheiten unverzichtbar sind.
Auswahl der Lasertechnologie und deren Auswirkung auf die Schweißkosten für EV-Batteriepacks
Faser- vs. Scheiben- vs. Grünlicht-Laserquellen für Aluminium und Kupfer
Bei der Schweißung von Aluminium haben Faserlaser tatsächlich die Führung übernommen, da sie die Betriebskosten im Vergleich zu älteren Verfahren um rund 30 % senken. Sie erreichen zudem beeindruckende Geschwindigkeiten von etwa 10 Metern pro Minute bei der Bearbeitung von 3 mm dicken Legierungsblechen. Für tiefere Eindringtiefe – insbesondere bei den anspruchsvollen hybriden Aluminium-Kupfer-Verbindungen – zeichnen sich Scheibenlaser durch ihre bessere Strahlqualität aus. Und dann gibt es noch die grüne Laseroption mit einer Wellenlänge von 532 nm, die das berüchtigte Problem der Infrarotreflexion von Kupfer direkt angeht. Diese Laser reduzieren die Reflexion um rund 70 %, sodass Schweißer saubere, stabile Ergebnisse ohne die übliche Spritzerbildung und den damit verbundenen Aufwand erhalten. Zudem ist keine spezielle Oberflächenvorbereitung vorab erforderlich. Das bedeutet, dass Fabriken nahezu 90 % der zeitaufwändigen Vorverarbeitungsschritte weglassen können – wodurch sich diese teureren Systeme langfristig bei Unternehmen mit großvolumiger Serienfertigung tatsächlich amortisieren.
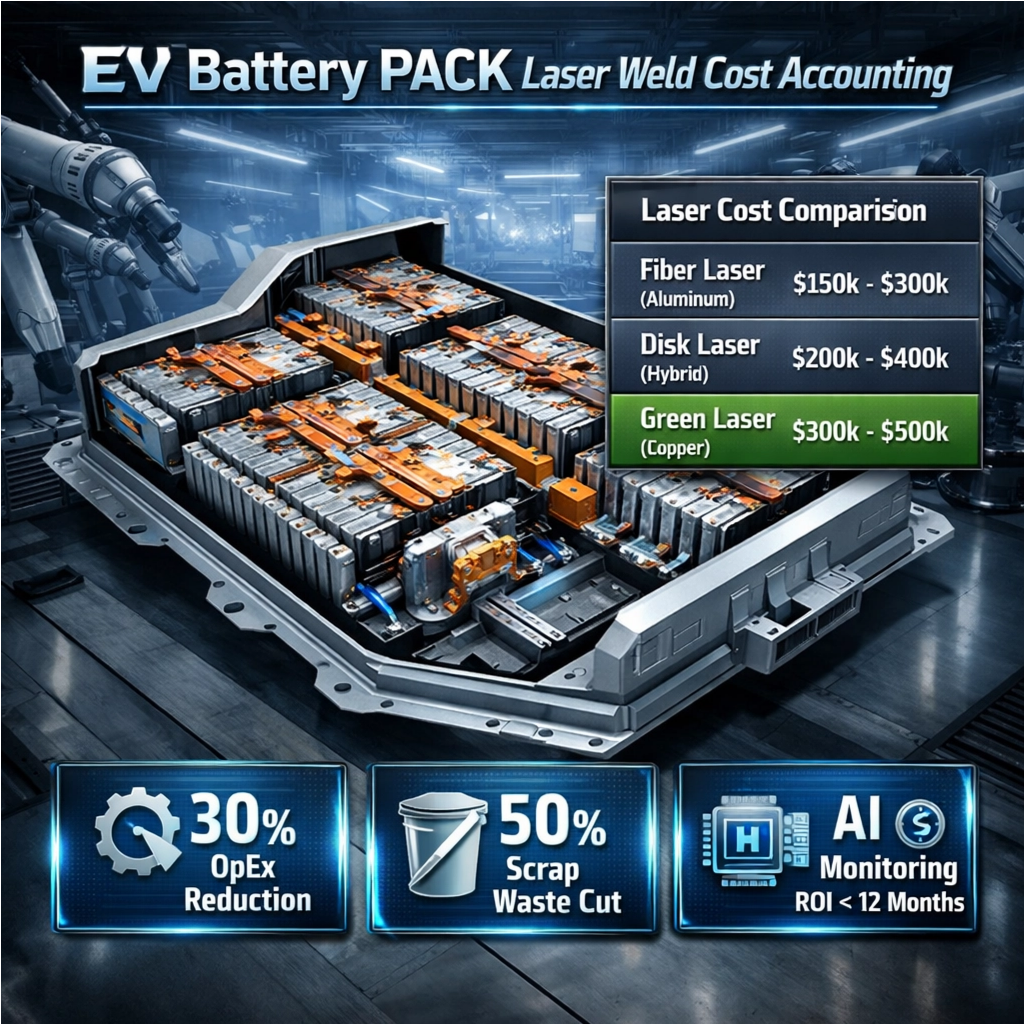
| Lasertyp | Materialgeeignetheit | Kostenbereich | Effizienz |
|---|---|---|---|
| Faser | Aluminiumlegierungen | $150.000–$300.000 | 35–40 % Wirkungsgrad |
| Scheibe | Aluminium-/Kupfer-Hybride | $200.000–$400.000 | 30–35 % Wandsteckdosenwirkungsgrad |
| Grün | Reines Kupfer | $300.000–$500.000 | 15–20 % Wandsteckdosenwirkungsgrad |
Kompromisse zwischen Strahlführung, Abtastgeschwindigkeit und Prozesseffizienz
Galvanometer-Scanner, die mit hohen Geschwindigkeiten arbeiten, können die Zykluszeiten erheblich verkürzen, da sie Positioniergeschwindigkeiten von bis zu 5 Metern pro Sekunde erreichen – dies senkt die Kosten für das Laserschweißen von EV-Batteriepacks um rund 15 bis 25 Prozent. Der Haken dabei? Diese Systeme erfordern in der Regel eine zusätzliche Investition von 50.000 bis 100.000 US-Dollar im Vergleich zu herkömmlichen Anlagen. Festoptische Systeme bieten eine kostengünstigere Alternative bei der Erstinvestition und senken die Anschaffungskosten um etwa 40 %; Hersteller stoßen jedoch häufig an Grenzen, wenn es um die Produktionskapazität geht. Bei der Betrachtung der Prozessparameter müssen stets Abwägungen vorgenommen werden. So reduziert beispielsweise die Verdopplung der Scan-Geschwindigkeit von 4 auf 8 Meter pro Minute die Lohnkosten um rund 35 %, kann aber gleichzeitig zu einer erhöhten Porosität im Bereich von 8 bis 12 % führen. Kleinere Fokusdurchmesser von 100 Mikrometern steigern zwar zweifellos die Genauigkeit der Verbindungen, verlängern jedoch jeden Zyklus um etwa 20 % im Vergleich zu größeren Fokusdurchmessern von 300 Mikrometern. Die dynamische Leistungsmodulation ist ein weiterer entscheidender Fortschritt: Sie reduziert Spritzerprobleme um nahezu zwei Drittel, wodurch der gesamte Prozess konsistenter wird und weniger Teile nachgearbeitet werden müssen. Der Einbau einer KI-basierten Überwachungslösung belastet pro Station mit zusätzlichen Kosten von rund 20.000 bis 40.000 US-Dollar; dennoch erzielen die meisten Produktionsstätten bereits nach zwölf Monaten eine Amortisation – vorausgesetzt, die jährliche Produktionsmenge liegt über 50.000 Einheiten. Und nicht zu vergessen ist die adaptive Schweißpfadplanung, die die Kosten pro Pack kontinuierlich senkt, indem sie intelligenter entscheidet, wie viel Schweißarbeit tatsächlich erforderlich ist.
Konstruktionsstrategien für die Fertigung zur Senkung der Laser-Schweißkosten für EV-Batteriepacks
Die Optimierung der Fügegeometrie und der Werkstoffvorbereitung führt bei der Serienfertigung von EV-Batteriepacks zu messbaren Kostensenkungen – ohne Einbußen bei struktureller Integrität oder Sicherheitskonformität.
Optimierung der Fügegeometrie und Toleranzmanagement
Best Practices für Werkstoffvorbereitung und Oberflächenbehandlung
Lasersysteme zur Reinigung entfernen Oxide und diese lästigen Kohlenwasserstoff-Rückstände unmittelbar vor Beginn des Schweißens, was nahezu keine Porositätsprobleme verursacht und die Ausschussrate im Vergleich zu herkömmlichen manuellen Verfahren um rund 25 % senkt. Wenn die Oberflächen eine optimale Rauheit aufweisen – etwa zwischen Ra 0,4 und Ra 0,8 Mikrometer – arbeiten die Laser deutlich effizienter mit dem Werkstoff zusammen. Dadurch wird pro Schweißnaht insgesamt etwa 15 bis 20 Prozent weniger Energie benötigt. Die meisten Hersteller stellen fest, dass sich diese Verfahren nahtlos in ihre standardmäßigen OEM-Validierungsprozesse integrieren lassen. Zudem wird die Einhaltung der Qualitätsstandards nach IATF 16949 erheblich erleichtert, da sämtliche Prozessparameter über verschiedene Fertigungschargen hinweg äußerst konsistent bleiben.
Prozessautomatisierung, Überwachung und Ausbeuteverbesserung
Echtzeit-Überwachung der Schweißqualität mit KI-basierten Bildverarbeitungssystemen
Vision-Systeme, die durch künstliche Intelligenz angetrieben werden, können Schweißnähte genauso schnell prüfen, wie die Produktion fortschreitet – dank hochauflösender Bilder und intelligenter Algorithmen, die Fehler wie Porosität, Risse, Einbrand oder unzureichende Durchschweißung sofort erkennen. Dies stellt einen großen Unterschied zu herkömmlichen Nachinspektionen dar. Durch die Echtzeitanalyse können Bediener Parameter direkt während des Produktionsprozesses anpassen, wodurch die Ausschussrate in Hochvolumen-Fertigungsstätten um rund 30 Prozent gesenkt wird. Höhere Erst-Durchlauf-Quoten bedeuten geringere Kosten für Batteriepacks von Elektrofahrzeugen (EV), da weniger Nacharbeit erforderlich ist. Die benötigte Arbeitszeit verringert sich, der Energieverbrauch sinkt und Materialverschwendung durch fehlerhafte Teile nimmt ab. Wenn diese Systeme mit geschlossenen Regelkreisen verbunden sind, tragen sie sogar dazu bei, bevorstehende Ausfälle von Maschinen vorherzusagen und Prozesse kontinuierlich zu optimieren. Dadurch werden Fertigungsstätten widerstandsfähiger gegenüber Störungen und bleiben gleichzeitig konform mit den strengen Sicherheitsstandards für die Automobilindustrie gemäß ISO 26262.
FAQ
Was sind die wichtigsten Kostenfaktoren beim Laserschweißen von EV-Batteriepacks?
Zu den wichtigsten Kostenfaktoren zählen der Erwerb der Ausrüstung, die laufenden Betriebskosten, die Materialeffizienz und die Produktionsgeschwindigkeit. Ausrüstungstypen wie Faser-, Scheiben- und Grünlichtlaser beeinflussen die Kosten erheblich, abhängig von den zu schweißenden Materialien.
Warum sind Faserlaser für Aluminium beliebt?
Faserlaser sind aufgrund ihrer Effizienz und Geschwindigkeit bei Aluminium beliebt und senken die Betriebskosten im Vergleich zu älteren Verfahren um rund 30 %. Sie bieten eine zuverlässige und schnelle Lösung zum Schweißen von Aluminiumlegierungen.
Welchen Einfluss hat die KI-Überwachung auf die Kosten des Laserschweißens?
KI-Überwachungssysteme verbessern die Schweißqualität durch Echtzeit-Anpassungen der Prozessparameter, verringern die Ausschussrate um etwa 30 % und steigern die Erst-Durchlauf-Quote – was sich in der Hochvolumenfertigung effektiv auf die Gesamtkosten auswirkt.
Wie senken Konstruktionsstrategien für die Fertigung (Design-for-Manufacturing) die Kosten?
Konstruktionsstrategien für die Fertigung umfassen die Optimierung der Geometrie von Verbindungen und die Verbesserung der Materialvorbereitung, was zu Kostensenkungen führt, ohne die strukturelle Integrität oder die Einhaltung von Sicherheitsvorschriften zu beeinträchtigen.
Inhaltsverzeichnis
- Verständnis der Kosten-Treiber für die Laserschweißung von EV-Akkupacks
- Auswahl der Lasertechnologie und deren Auswirkung auf die Schweißkosten für EV-Batteriepacks
- Konstruktionsstrategien für die Fertigung zur Senkung der Laser-Schweißkosten für EV-Batteriepacks
- Prozessautomatisierung, Überwachung und Ausbeuteverbesserung
- FAQ